集束型半導體裝備調度系統架構模型
2015-07-07 07:05:28盧睿
制造業自動化 2015年2期
盧 睿
(遼寧警察學院 公安信息系,大連 116036)
0 引言
集束型半導體裝備由若干晶圓加工單元(Process Module,PM)和機器人物流搬運單元(Transfer Module,TM)組成一體,廣泛地應用于集成電路、LCD生產線。集束型裝備控制軟件 (Cluster Tool Controller, CTC)是裝備的分布式控制軟件,它與本地模塊控制器(Module Controller,MC)進行通信,監視單元模塊中發生的事件及狀態變化,實時確定調度與控制命令,并且向模塊控制器發出符合集束型裝備模塊通信(Cluster Tool Module Communication,CTMC)標準的控制命令[1]。SEMI(Semiconductor Equipment and Materials Institute,國際IC裝備和材料協會)國際標準是實現集束型IC裝備的基礎和規范,符合SEMI標準是300mm晶圓加工廠的基本要求。目前國外對于CTC控制軟件的研究已經向標準化、通用化控制系統平臺的總體趨勢發展。
目前已有一些與CTC實時調度系統相關的研究成果。文獻[1~3]提出了基于現場總線技術的CTC調度系統框架模型,但該模型并不符合SEMI標準。TrackSim系統采用Brook公司的AutoMod作為3D動畫建模工具,并應用到涂膠顯影工藝的Track機上,可用其評估不同的投料和派工規則的性能[4]。文獻[5]提出了基于加工和搬運模塊狀態機的CTC系統實時調度系統框架,并對設備失效、通信延遲等異常情況提供了處理方法。ClusterSim是基于AutoMod仿真系統的可定制仿真軟件,該軟件提供了詳細的統計報表,ToolSim系統是該系統的升級版本,應用在位于美國得克薩斯州的半導體生產線化學氣相淀積設備上。SWP(Single Wafer Processing)系統由韓國三星電子開發,用來測試臨時晶圓到達時的在線調度方法[6]。以上CTC調度系統相關研究沒有考慮采用SEMI標準,其效果與實際存在較大差異。
在對SEMI標準的研究基礎上,本文首先提出了滿足SEMI標準的CTC實時調度系統框架模型,包括用戶界面層、作業與調度管理層、模塊管理層、數據通信協議層和模塊控制器層。然后通過分析調度系統的測試和驗證過程,利用“虛擬控制”的思想,對調度系統框架模型進行了驗證。
1 基于SEMI標準的CTC控制軟件
1.1 SEMI標準
SEMI標準是國際IC裝備和材料協會聯合全球半導體制造廠、設備制造商共同制定的一系列針對半導體設計、制造、材料、加工等方面的行業標準規范,自動化軟硬件標準是其中重要的組成部分。
1.2 CTC控制軟件
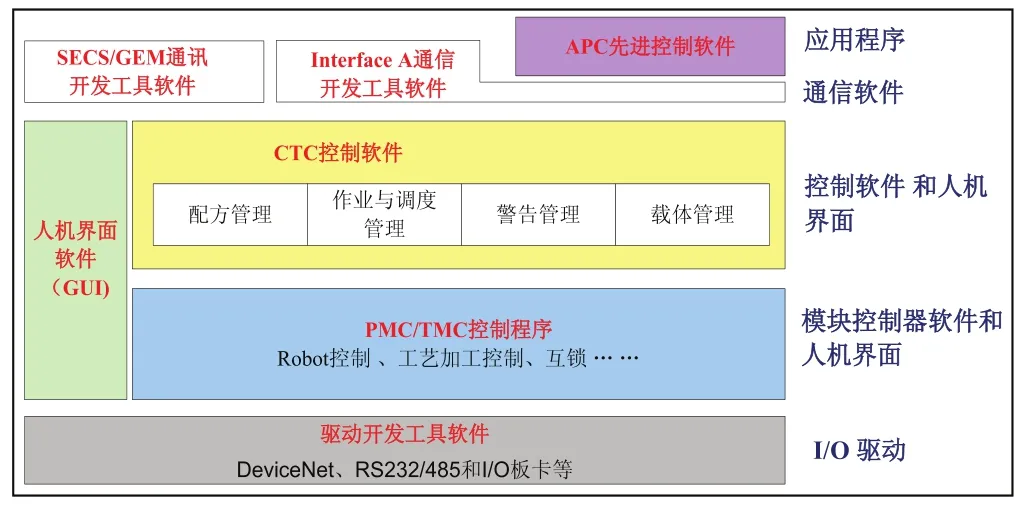
圖1 CTC控制軟件架構
CTC控制軟件的主要工作是遵循SEMI標準,規劃生產及傳輸工作,管理與協調PMC和TMC控制器,并通過人機界面與操作人員溝通。CTC控制軟件架構如圖1所示,主要由用于批次晶圓管理的控制單元、用于晶圓加工和傳輸的調度單元及PMC/ TMC(Transfer Module Controller)監控單元等部分構成;同時,CTC控制軟件提供開放接口,支持用戶專用裝備的定制化開發。具體描述如下:
作業與調度管理(Job Management)模塊包含了工藝過程管理(Processing Managemen, E40)和控制作業管理(Control Job Management, E94)兩部分。工藝過程管理的主要功能是確保使用正確的配方(Recipe)來進行工藝制造,并管理工藝過程所用的資源。控制作業管理部分可管理多個工藝過程,以及多個運載器(傳輸平臺裝置),對這些任務及資源進行宏觀的管理和調度。
配方管理(Recipe Management)模塊遵循SEMI E42標準。主要包含配方管理和配方解釋執行兩部分,同時還提供了配方的編輯、下載及上載等服務。
產品跟蹤(E90)等標準。物料移動管理部分對物料的傳輸過程進行標準化。產品跟蹤部分提供了對晶圓在整個加工處理過程中的跟蹤功能。
2 調度系統架構模型
CTC是一個復雜的控制軟件,它完成與本地模塊控制器的消息傳遞與協調。其核心部分的調度與控制邏輯由CTC的調度系統實現。如圖2所示,該調度系統是一個分層架構模型,包括用戶界面層、作業與調度管理層、模塊管理層、數據通信協議層和模塊控制器層。作業與調度管理層根據裝備的狀態變化或模塊控制器中發生的事件確定高層調度決策,以使這些模塊能很好地相互協作,按照配方指定的晶圓流模式加工晶圓。
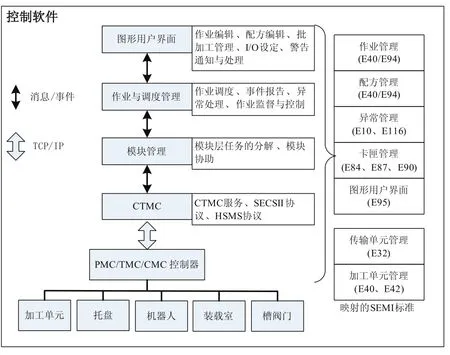
圖2 調度系統架構模型
模塊控制器包括加工單元控制程序(Process Module Controller, PMC)和傳輸單元控制程序(Transfer Module Controller, TMC)。PMC從CTC下載配方,監視和控制配方的執行過程和托盤在加工位置和傳輸位置之間升降移動。TMC控制真空機器人,在裝載室、加工單元腔體之間的裝載、移動和卸載。
2.1 作業與調度管理層
如圖3所示,作業與調度管理層讀取作業數據表以確定控制命令,作業數據表由調度決策產生的加工作業和搬運作業構成,制程工程師根據加工配方和晶圓流程模式調用調度算法庫的算法并產生調度決策。調度算法庫包括整數規劃模型、啟發式算法等構成[7,8]。
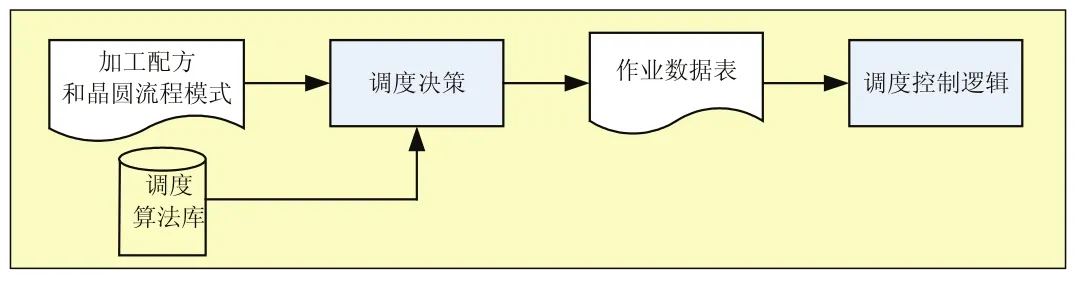
圖3 調度過程示意圖
2.2 模塊管理層
作業與調度管理層產生高層控制命令(作業),這些作業在模塊管理層將會被進一步分解為具體的調度任務。
加工模塊作業分解成一系列循環操作:腔室準備(托盤上移準備接受一個晶圓)→晶圓準備(槽閥打開)→關閉(槽閥關閉)→晶圓完成(托盤下移準備處理晶圓)→準備(讀取處理處方)→加工(開始加工)。加工模塊從調度控制邏輯接受控制命令,從而完成每一操作步驟,并向其發送響應以表示命令完成或失敗。同樣,搬運模塊也要分解成一系列的操作:準備→晶圓準備(槽閥打開)→執行機械手的裝載、卸載或交換雙臂操作→關閉(槽閥關閉)。
2.3 數據通信協議層
數據通信協議屬于SEMI標準中的設備自動化/軟件標準,包括SECS-I、HSMS和SECS-II三個標準。根據各個標準的內容,按照協議分層。其中,SECS-I和HSMS屬于傳輸協議標準,描述了數據是如何通過物理媒介在設備與主機之前傳輸的,也就是前兩種協議負責數據通信的建立和斷開,而SECS-II屬于消息格式標準,定義了在設備與主機之前進行雙向會話時所使用的消息格式。
2.4 模塊控制器層
1)加工模塊控制器架構
加工模塊控制器主要接收來自CTC的命令,并從資料數據庫下載加工配方,并根據配方中的參數去完成特定的加工,并將執行加工的結果返還PMC。如圖4所示PMC與CTC之間的通訊遵循CTMC的標準,其通訊的內容格式依照SECSII的消息格式,與CTC的網絡連接依照HSMS標準,PMC必須擁有圖形用戶界面來監控加工模塊體的狀態、提供配方編輯的界面、顯示各種例外狀況和事件、3D模型顯示加工過程、用戶權限配置界面、IO配置等。

圖4 加工模塊控制器架構
搬運模塊控制器與加工模塊控制器具有類似的架構,所以在此不詳細論述該模塊的軟件架構。
2)模塊控制器層模型
在實時調度系統中,PMC和TMC作用為執行上層下達的命令,并以消息事件返回給上層,通告命令的執行情況。因此,模塊控制器僅模擬實際加工模塊、搬運模塊、托盤和槽閥等必要的活動,并且不考慮低層的I/O驅動程序和其它管理功能(配方管理等)。圖5給出上述組成模塊的狀態圖。
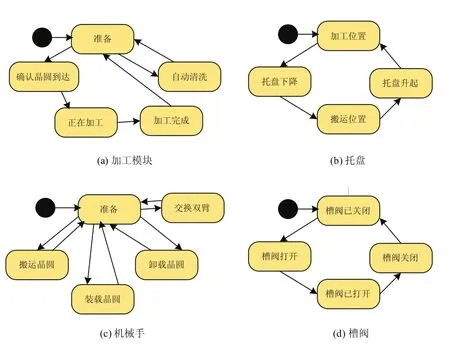
圖5 模塊控制器狀態圖
3 調度系統的測試與驗證
開發階段使用“虛擬控制”思想對調度系統進行測試和驗證。“虛擬控制”需要完成以下功能:1) 開發人員可以指定各種操作加工單元和傳輸單元的測試場景;2) 仿真模塊控制器要像真實的PMC和TMC控制程序一樣遵循CTMC標準;3)模塊管理層具有CTMC通信接口,各個組成部分應遵循對應的CTMC標準;4) 能夠提供適當的分析工具,方便開發人員從不同角度識別錯誤和分析統計。圖6的測試和驗證系統包括三個加工測試模塊和一個機械手物料搬運測試模塊。
各組成部分詳細解釋如下:
測試場景:用戶可以自定義晶圓流程模式和加工晶圓數量,模擬加工一批晶圓的調度過程,或者用手工方式向模塊控制器發命令。通信連接可以設定模塊控制器和CTC軟件互連所需IP地址和端口,該通信連接在TMC與PMC仿真程序也有類似功能菜單,不同的是,CTC作為網絡連接的客戶端,PMC作為網絡連接的服務端,而TMC既要作為客戶端與PMC連接,又要作為服務端接收CTC的連接。
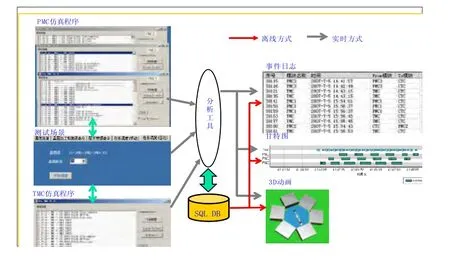
圖6 測試和驗證系統
模塊管理程序:基于網絡事件驅動的有限狀態機,根據網絡通信對象不同,可以為通信客戶端或者服務端,自動進行網絡連接、超時斷開等(HSMS協議);能夠將CTC發來的SECS-II格式解碼為模塊控制器需要的消息事件,改變模塊控制器狀態機的狀態,并將模塊控制器返回消息編碼為SECS-II格式。HSMS/SECS-II協議最終實現是通過面向對象的方法(composite和visitor設計模式)。
PMC與TMC仿真程序: PMC和TMC這兩類仿真對象具有相同的父類,其函數名稱以對應的事件或者命令命名,例如functionS4F23。每個模塊控制器仿真程序的狀態機由事件驅動函數實現,每個函數作為一個例程在一個狀態下執行并且發送相應的回報消息,例如:在從CTC接收了控制命令后,從數據庫中讀取加工配方,在適當的時間過后向CTC發出一個完成事件消息(例如:加工單元完成加工任務S4F23)。與PMC相比,TMC不僅需要與CTC通信,同時要建立多個線程與多個PMC通信,因此較為復雜。底層物理設備模擬需要考慮模擬信號、數字信號、加工時間以及意外事件,因僅對調度控制邏輯進行驗證,因此采用延時程序表示加工耗時,并定義異常事件規則庫,對應測試場景的意外事件類型和發生概率,滿足系統對隨機意外情況的測試需求。
分析工具:分析工具既可以在線分析實時數據,也可以離線查看數據庫的歷史數據。這些消息包括CTC中的配方管理、調度程序與通信模塊管理程序之間的消息,CTC和模塊控制器程序之間的事件和控制消息。消息日志的消息格式為:模塊名稱、時間發生時間、發送模塊和接受模塊、消息名稱等記錄。分析工具的Gantt圖生成程序按CTC和模塊控制器名稱查詢所需的消息事件集合,按加工單元和機械手搬運單元分類實時顯示晶圓加工和搬運狀態;分析消息發生的時間,以及消息間的時序邏輯關系,精確地計算晶圓加工時間、在加工單元的滯留時間、系統的產能等等。3D圖形動畫程序是由基于虛擬建模語言(Virtual Reality Modeling Language, VRML)開發。3D圖形動畫程序分析數據庫內CTC和模塊控制器的事件消息,按著模塊事件和狀態定義改變對應模塊的二維幾何形狀,實時顯示它們的圖形狀態。與單一監視事件日志相比,檢查甘特圖、圖形動畫和統計結果極大地改進了驗證過程,同時也極大地改善了調度程序開發人員和系統工程師之間的通信。
4 結論
本文提出了滿足SEMI標準的CTC調度系統架構模型,該模型分為包括用戶界面層、作業與調度管理層、模塊管理層、數據通信協議層和模塊控制器層,并利用“虛擬控制”思想對該調度系統架構模型進行了驗證。結果表明該架構模型可以在開發階段降低驗證工作量,減少后期錯誤檢測量、縮短系統開發周期,因此具有一定現實意義與應用價值。
[1]LEE T E, LEE J H.An integrated application framework for a cluster tool controller for semiconductor manufacturing[A].IEEE International Conference of Emerging Technologies and Factory Automation[C].2001,775-778.
[2]LEE J H, LEE T E.A supervisory equipment control application model for integrated semiconductor manufacturing equipment[J].IEEE Robotics and Automation Magazine, 2004, 11(1): 41-58.
[3]LEE J H, LEE T E, PARK J Y.Cluster tool module communication based on a high-level fieldbus[J].International Journal of Computer Integrated Manufacturing, 2004, 17(2): 151-170.
[4]HONG S B, LEE D Y, YOON H J.Semiconductor track system simulator[A].Proceeding of the IEEE international conference on systems, man, and cybernetics[C].2001,1036-1040.
[5]SHIN Y H, LEE T E, KIM J H, et al.Modeling and implementing a real-time scheduler for dual-armed cluster tools[J].Computers in Industry, 2001, 45(1): 13-27.
[6]KIM W S, JEON Y H, KWAK S J, et al.High-fidelity simulation of integrated single-wafer processing tools for evaluation of scheduling algorithms[J].Robotics and Computer-Integrated Manufacturing, 2009, 25(1): 107-121.
[7]YANG F J, WU NQ, YAN Q, et al.Petri Net-Based Optimal One-Wafer Cyclic Scheduling of Hybrid Multi-Cluster Tools in Wafer Fabrication[J].IEEE Transactions on Semiconductor Manufacturing, 2014, 27(2): 192-203.
[8]WIKBORG U, LEE T E.Noncyclic Scheduling for Timed Discrete-Event Systems With Application to Single-Armed Cluster Tools Using Pareto-Optimal Optimization[J].IEEE Transactions on Automation Science and Engineering,2013, 10(3):699-710.
[9]YAN Q, WU NQ, ZHOU M C.A Petri Net-Based Novel Scheduling Approach and Its Cycle Time Analysis for Dual-Arm Cluster Tools With Wafer Revisiting[J].IEEE Transactions on Semiconductor Manufacturing, 2013,26(1): 100-111.
[10]KIM H J, Lee T E.Scheduling Cluster Tools With Ready Time Constraints for Consecutive Small Lots[J].IEEE Transactions on Automation Science and Engineering,2013, 10(1):145-159.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
數學物理學報(2020年2期)2020-06-02 11:29:24
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
光學精密工程(2016年6期)2016-11-07 09:07:19
故事大王(2016年7期)2016-09-22 17:30:08
專用汽車(2016年4期)2016-03-01 04:13:43
