紙紗復合袋糊底機控制系統設計
2015-07-07 07:05:30王義兵彭珍瑞董海棠祁文哲
制造業自動化 2015年2期
關鍵詞:變頻器
王義兵,彭珍瑞,殷 紅,董海棠,祁文哲
(蘭州交通大學 機電工程學院,蘭州 730070)
0 引言
目前,紙紗復合袋的糊底主要采用人工操作,存在糊底效率低、廢品率高、勞動力短缺等問題。由于糊底過程工藝復雜性等因素限制,目前國內還沒有專門針對紙紗復合袋的糊底設備。國外雖已有自動化糊底設備,但由于技術和產品引進的成本較高,維修不便,生產規格不同,因此,研究紙紗袋自動糊底機,開發符合我國生產需求的自動化糊底設備,具有重要的現實意義。
本文采用光、機、電一體化集合和先進的工藝流程,以S7-200 PLC控制器為控制核心,運用光電、溫度和壓力等傳感器檢測紙袋位置、膠槽液位、膠槽溫度、閥口紙條、壓輥壓力等控制信息,然后將控制信息傳輸到PLC進行反饋調節。通過變頻器調節機構轉速,實現同步運行,精確定位,完成各個工序;并能依據客戶需求調整糊底袋寬,操作調整簡單方便[1]。
1 系統的組成和技術要求
1.1 工藝流程
紙袋糊底機主要由給料機構、傳送機構、壓痕機構、袋口吸開器、羊角展開器、貼閥機構、涂膠機構、折邊機構、加壓定型機構、報警機構等組成。
糊底機工藝流程為:由給料機構(或人工)將紙袋定位嵌入到傳送帶卡槽內,經壓痕機構,袋底成形的折痕被壓出,為后續袋底展開和變形做好工藝必要的準備;再經過吸開器、羊角展開器將袋底按折痕定型為六邊形狀,紙袋到達貼閥機構、自動涂膠機構時,托輥機構動作進行涂膠,貼閥機構粘貼閥口條;再經過折邊機構將紙袋合底并成形粘底,最后加壓定型并計數堆放[2]。完成紙袋的另一端糊底只需閥口機構不工作即可,其余流程與上述相同。糊底機平面圖如圖1所示。
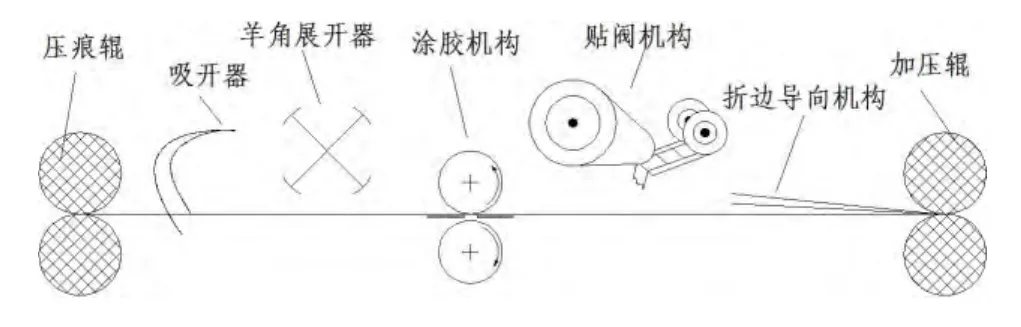
圖1 糊底機平面圖
1.2 技術要求
通過對糊底機工藝流程和控制方法的研究,該方案的主要技術要求如下:
1)生產能力為20~25條/min;
2)上機袋寬:420~600mm;
3)上機袋筒長度:600~1100mm;
4)袋底寬度:90~130mm;
5)膠槽溫度:60℃,誤差±2℃;
6)閥口貼片類型:筒型閥片;
7)采用分工序、多工位自動化生產方式;
8)通過簡單調節,即可實現不同規格紙袋的糊底工藝。
2 糊底機控制系統設計
2.1 控制系統硬件結構
為保證糊底質量和產品合格率,各機構的同步運行尤為關鍵。本系統以PLC為控制中心,通過人機界面監視系統的運行狀態,設置變頻器的運行方式和給定頻率,監控系統各個參數。觸摸屏將溫度、壓力、液位等信息送至PLC,進行PID調節后將控制信息分別傳輸給加熱器、壓力調整裝置和報警裝置。PLC從變頻器、傳感器采集有關數據,通過上位機進行顯示、數據記錄和修改相關參數等工作,采用變頻器對各機構進行變頻調速[3,4]。
系統控制結構如圖2所示。
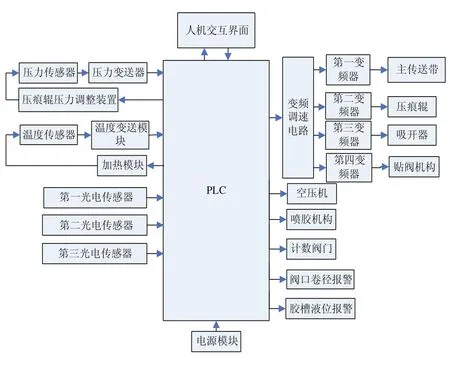
圖2 系統控制結構圖
2.2 控制系統設計
2.2.1 PLC的選型
根據控制系統的要求,本系統選擇德國西門子公司的S7-200系列的PLC。本機自帶RS-485通信接口、內置電源和I/O接口,功能強大、可靠性高、性價比高、使用方便、應用廣泛。CPU224XP有數字量14點輸入,10點輸出;模擬量2點輸入,1點輸出,擴展EM231溫度模塊。
2.2.2 涂膠子系統
涂膠子系統采用四級膠水傳遞方式,由粘膠輥、勻膠輥、印膠輥和托輥機構四級輥筒組成。裝在工作臺下方的光電傳感器感知紙袋位置,當有紙袋經過時,控制氣缸動作使托輥機構配合印膠輥進行涂膠。
本系統要求響應時間短,穩定性好,開關頻率高,在此選用SICK V180-2圓柱形漫反射式光電傳感器,該光電傳感器的響應時間≦0.5ms,最大開關頻率1000/s,滿足精度要求。
2.2.3 加熱子系統
膠槽溫度的過高和過低都會影響黏貼質量,加熱子系統主要對膠槽溫度進行控制,對精度要求不高,但要求穩定。在加熱子系統中,選用Pt100溫度傳感器檢測溫度信號,并將此信號轉換成過程變量,此過程變量與實際溫度是10倍的關系,很容易得到實際溫度值。經溫度模塊EM231送入PLC,通過S7-200 PLC控制器的PID指令向導生成PID控制子程序;輸出Q0.0對應的是固態繼電器的通斷來調節加熱器的有效加熱功率,從而實現對膠槽溫度的控制。經實踐表明,使用的膠水在60oC時對袋底和閥口條粘貼性能最好,因此溫控目標為60oC。
PID子程序如圖3所示。
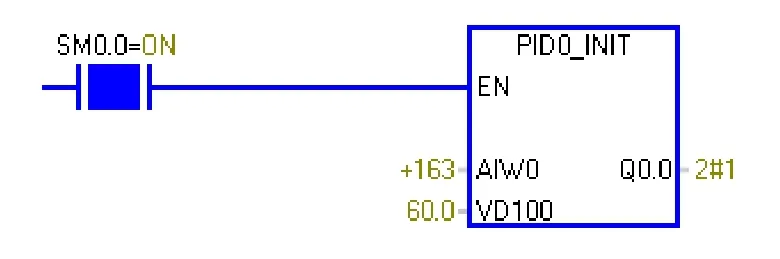
圖3 PID子程序
為了使水溫迅速、精準達到預設溫度,加熱分兩個階段。第一個階段為全功率加熱階段,水溫低于55oC時,全功率快速加熱,加熱到55oC,第一階段加熱結束。第二階段為半功率加熱階段,電流經整流硅堆半波整流后功率減半,PLC輸出占空比控制固態繼電器SSR的通斷,小功率精確實時調節膠槽溫度,使膠槽溫度保持在給定值。
經過PID調節控制面板整定,當Kc=8,Ti=0.9,Td=0時,系統穩態誤差最小,輸出平穩,基本無震蕩,且滿足精度±2oC的要求[5],如圖4所示。
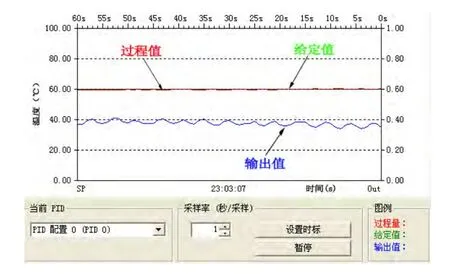
圖4 PID參數整定曲線
2.2.4 壓力子系統
壓力子系統分為壓輥部分和托輥部分。氣路圖如圖5所示。
當紙袋經過壓痕輥時,袋底成形的折痕被壓出,壓痕輥所施加的壓力過小或過大都將會影響紙袋的工藝要求和品質。壓力傳感器檢測到壓輥壓力信號,送進PLC進行處理,PLC控制壓力調整裝置調節壓輥壓力。
當紙袋到達抹膠輥時,光電傳感器檢測到紙袋信號,通過PLC控制電磁閥的通電和斷電,使托輥機構的氣缸能迅速上下動作,頂住紙袋配合抹膠輥進行涂膠。通過計算氣缸與托輥的配合關系,以及袋速綜合得出,托輥機構的氣缸壓強需要保持在0.5MPa~0.6MPa。壓力子系統中通過壓力控制器控制空氣壓縮機的啟停,使壓力始終保持在0.5MPa~0.6MPa之間。本系統選擇YWK-50-C型,壓力設定范圍為0~0.8MPa的壓力控制器。
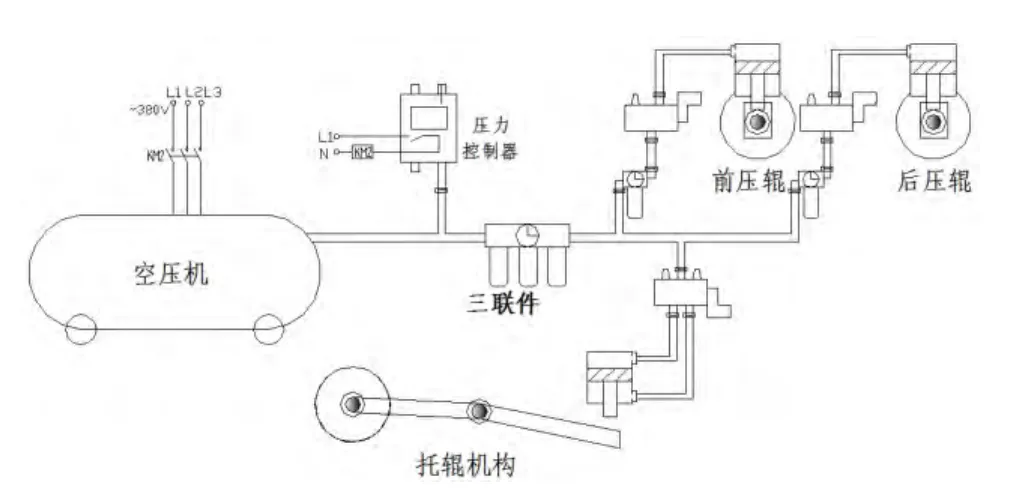
圖5 氣路圖
2.2.5 調速子系統
本系統是基于PLC的多電動機同步控制系統,同步調速是紙袋糊底機生產過程控制的關鍵問題,要求定位精度高,設備各部分配合進行。傳送帶、吸開器、羊角展開器、貼閥機構等必須按一定的速度匹配運行。為滿足控制精度,選用增量型旋轉編碼器將檢測電機的速度信號反饋給變頻器,變頻器對目標速度的響應由其自身的PID調節器來實現閉環控制。變頻器驅動電動機變頻調速,使設備達到一種動態平衡狀態。
本系統選用西門子MM440變頻器,內置標準RS-485通信口。可連接變頻調速的幾種控制方式中,PWM模式的V/F變頻器控制相對簡單,機械特性好,可以通過基本操作面板(BOP)設置相關參數。MM440內部有自帶的PID調節器,很方便構成PID閉環控制。在輸入端,給定信號與反饋信號相比較,存在的偏差進行PID調節,變頻器改變輸出頻率,從而迅速、準確地消除偏差,恢復到給定值,以調整電動機速度使其同步。當實際負載變化較大時,可通過PLC修改變頻器內部PID參數[6~8]。
3 控制流程與人機界面的設計
系統的控制流程如圖6所示。利用STEP 7 Micro/WlN編程軟件,設置各電機正常運行所需的參數,將程序下載到PLC中,傳感器檢測所需信號參數傳送給PLC,由PLC進行反饋控制。PLC和變頻器根據一定的控制規律和控制算法來控制執行單元,執行單元進行輸出控制,使各機構之間匹配運行。
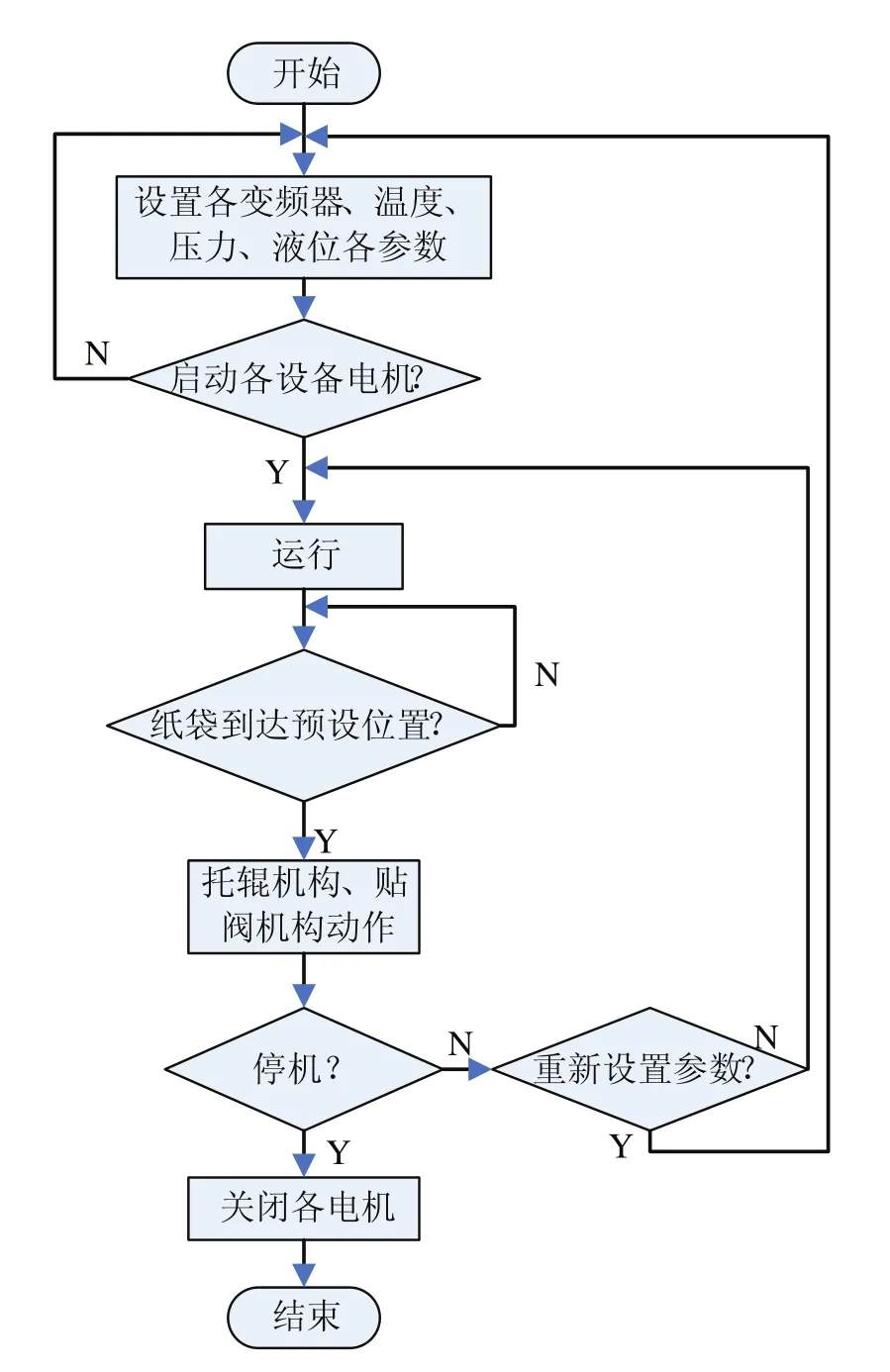
圖6 系統的控制流程圖
人機界面是系統與用戶溝通的橋梁,由WINCC flexible繪制畫面信息。畫面信息主要包括監控畫面、操作畫面、報警畫面等。用戶可通過上位機實時監控設備的執行情況,修改相關參數,將相應指令送至PLC進行處理,再將指令傳送到執行機構,當超過設定值時系統進行報警并記錄保存。經過上、下位機進行聯調,實現S7-200 PLC與人機界面之間的實時通訊,信息得到及時反饋[9]。用戶不需要了解具體的PLC指令程序,就可到達控制要求,操作十分方便。
監控系統畫面如圖7所示。
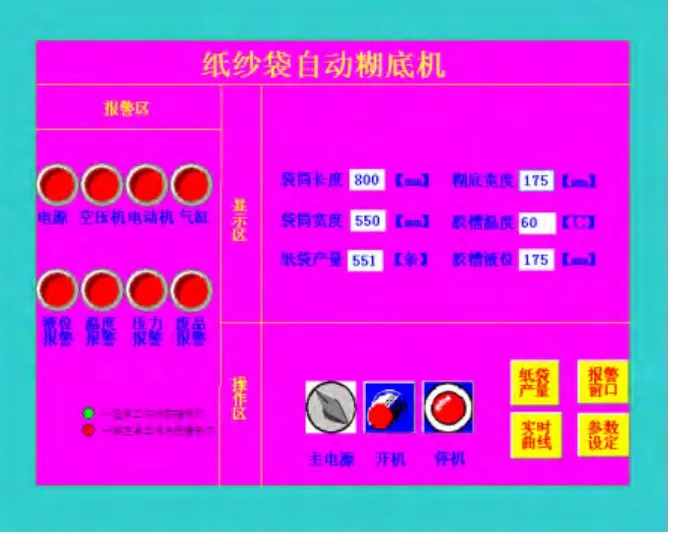
圖7 系統監控界面
4 結論
自動糊底是包裝行業的發展趨勢,本文以PLC為控制核心,氣壓傳動、傳感技術和組態等多種先進控制技術,設計紙紗袋自動糊底機控制系統。系統充分考慮糊底工藝要求,實現糊底工藝中給料、傳送、壓痕、袋口吸開、羊角展開、自動噴膠、貼閥、折邊、加壓、控制、成型,完成糊底過程流水作業,一次成型。糊底尺寸規格的可調節性以提高糊底自動化操作的柔性,可解決傳統紙紗復合袋糊底過程生產工藝復雜、自動化程度低、勞動力短缺等問題。
[1]朱永迪.PLC在自動化紙袋糊底機控制系統中的應用與研究[D].蘭州:蘭州理工大學,2011.
[2]傳感器原理及工程應用(第二版)[M].西安:西安電子科技大學出版社,2003.
[3]岳艷虹,彭珍瑞,侯飛,等.紙紗復合制袋印刷一體機控制系統設計[J].制造業自動化,2013,35(1):121-122,135.
[4]彭珍瑞,董海棠,等.新型紙紗復合制袋機控制系統的研制[J].傳感器與微系統.2011,30(6):90-92.
[5]曾喜娟,莊其仁,吳志華.基于S7-200 PLC的PID參數自整定方法[J].組合機床與自動化加工技術,2010,(01):47-50.
[6]變頻器操作與工程項目應用[M].北京:北京理工大學出版社,2009.
[7]董超,王孟效,等.S7-300PLC在糊底機控制系統中的應用[J].陜西科技大學學報,2008,26(3):99-103.
[8]莫易敏,覃君愷.應用ARM920T的S3C2410與PC間的異步串行通信設計[J].現代制造工程,2008,(6):96-98.
[9]廖常初.西門子人機界面(HMI)組態與應用技術[M].北京:機械工業出版社,2008.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
