基于WinCC的石膏粉生產線自動控制系統的設計與開發
2015-07-11 07:43:54吳修文
制造業自動化 2015年14期
吳修文,王 軍
(山東省泰安市農業機械科學研究所,泰安 271000)
0 引言
目前國內的天然石膏粉生產線的運轉大多處于較落后的人工操作階段,操作工人工作環境比較差,生產線運轉時各設備的運行狀態:設備的運轉電流、儲料倉的物位、鍛燒沸騰爐設備的鍛燒溫度、物料的輸送流量等參數無法集中進行監控,運轉的情況需要依靠操作工人的經驗來進行判斷和處理,給生產和管理帶來很大的困難,同時也影響到鍛燒后石膏粉的品質和質量。本文基于WinCC fl exible 2008組態軟件,設計了某年產3萬噸石膏粉生產線的自動控制系統,對生產線運轉中的各參數進行集中監控及處理。
1 系統結構
按照天然石膏粉鍛燒的工藝要求,將生產線分為五個子系統,分別是:破碎系統、磨粉系統、鍛燒系統、鍋爐系統、成品包裝系統。天然石膏粉鍛燒工藝流程如圖1所示。
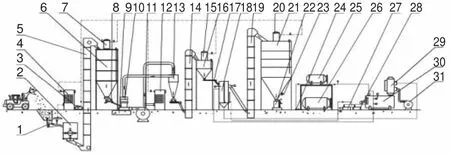
圖1 天然石膏粉鍛燒工藝流程圖
生產線屬于中小規模,故系統采用集中控制模式,設備的電器控制柜及監控PLC控制柜集中布置在電氣控制室。采用西門子S7-226作為生產線運行以及傳感器信號處理的運行控制器,MP277作為系統的監控以及操作控制界面。將生產線運轉時主要設備的電流信號、變頻器的頻率信號、儲料倉的物位信號、變量螺旋輸送器的流量信號、沸騰爐的進出口溫度信號、羅茨風機的風壓信號、導熱油的油溫信號、油泵的壓力信號、儲油槽的液位信號等由PLC處理后,實時顯示在MP277觸控屏的監控界面中。
1.1 硬件結構
自動控制系統硬件主要有PLC、觸摸屏、溫度傳感器、電流傳感器、物位傳感器、液位傳感器、壓力變送器、變頻控制器、交流接觸器等組成,生產線自動控制系統硬件框圖如圖2所示。

圖2 生產線自動控制系統硬件框圖
PLC通過Profibus總線與觸控屏連接,接受來自觸摸屏的輸入信號,以及控制柜按鈕、繼電器運行、故障信號、4mA~20mA和PT100模擬量信號,經過PLC處理后,輸出開關量、4mA~20mA模擬量信號,以控制電機啟停動作及設置變頻器頻率。
1.2 PLC控制流程
生產線控制程序按照結構化程序設計,結合生產線的工藝要求,分為主程序、破碎子程序、磨粉子程序、鍛燒子程序、成品子程序。程序流程圖如圖3所示。
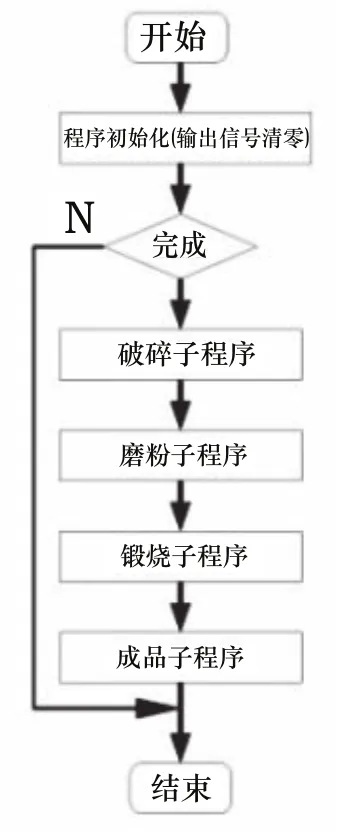
圖3 程序流程圖
1.3 程序設計
1) 初始化子程序:在設備上電后,程序執行初始化,將所有的輸出信號以及輔助信號進行清零或設置初始數值。
2)主程序:主要根據電控柜手自動信號以及觸摸屏的信號,進行各子程序的調用,同時實現模擬量信號的數據處理。
3)分系統子程序:各分系統子程序按照分系統工作流程,實現系統內各電控設備按照一定的時間間隔,進行正向自動順序啟動,反向自動停機,同時根據系統內電控系統的故障信號,實現故障報警以及反向順序停機。正向順序啟動時,以上一設備的啟動完成信號觸發延時動作,從而保證設備連續運行的可靠性。
2 WinCC組態設計
人機界面軟件設計采用WinCC flexible 2008實現,確保與S7-200的高效穩定的連接。
2.1 界面設計
根據生產線自動控制的要求,設計了歡迎界面、初始界面、破碎系統界面、磨粉系統界面、鍛燒系統界面、成品系統界面、實時監控界面、系統設置界面、使用說明界面等。破碎系統界面、實時監控界面如圖4、圖5所示。各界面的跳轉流程圖如圖6所示。

圖4 破碎系統界面

圖6 各界面跳轉流程圖
2.2 界面介紹
由于本系統應用于國外,根據系統要求和用戶操作習慣,在歡迎界面設置了語言切換按鈕,方便用戶操作人員的操作,同時設置了登錄密碼保護,確保有權限的操作人員對系統進行操控,保證系統及設備運行的安全。
在破碎、磨粉、鍛燒、成品界面中,設置了各系統中運行設備的手動操控啟動停止按鈕,同時設置了綠色運行信號、紅色故障信號,各系統電流、頻率、溫度、物位、液位等數據顯示,以及急停按鈕等。
在實時監控界面中,將生產線中的設備按照工藝流程進行布置,設備的運行(綠燈)、停止(無色)、故障(紅燈)等狀態進行顯示,料倉的物位、液位設置成垂直狀態顯示,設備運行電流、溫度、頻率等設置在設備近處。
整個界面形象、直觀,同時生產線運行時的各種參數顯示清晰,設備運行狀態一目了然,方便操作人員對生產線進行操作。
3 結論
作者應用WinCC、S7-200實現了天然石膏粉生產線的自動化控制及監控,人機監控界面清晰,操作簡便。經過一年多實際運行,證明系統工作穩定可靠,提高了石膏粉生產線的自動化生產水平,改善了操作工人的勞動環境和勞動條件,增強了石膏粉生產的連續性和穩定性,提高了石膏粉產品質量,提升了企業的生產效率,增加了企業的利潤及效益。
[1] 廖常初.PLC編程及應用[M].北京:機械工業出版社,2008.
[2] 李方園.西門子S7-200 PLC從入門到實踐[M].北京:電子工業出版社,2010.
[3] 席巍.人機界面組態與應用技術[M].北京:機械工業出版社,2010.
[4] Simens AG.wincc組態手冊[Z].2010.
[5] Simens S7-200可編程控制器系統手冊[Z].2008.
[6] 孟凡強.石膏粉生產線集散控制系統[J].濟南大學學報(自然科學版),2005,19(1):64-67.
[7] 孟如.基于WINCC的水泥生產線控制系統的研究[J].微計算機信息(測控自動化),2007,23(6-1).
[8] 彭洋.基于PLC的回轉支承裝配檢測臺控制系統設計[J].制造業自動化,2013,35(8):36-46.
[9] 石華.基于S7-300PLC和Wincc的移載車控制系統[J].制造業自動化,2013,36(1):74-77.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
當代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年11期)2018-08-04 03:25:42
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
