非晶納米晶成套設備保溫包調高控制設計
2015-07-11 07:43:48賈德利張海濤朱寧樂于大孚
制造業自動化 2015年14期
賈德利,張海濤,朱寧樂,羅 冉,于大孚
(1.中國石油天然氣股份有限公司勘探開發研究院,哈爾濱 150080;2.哈爾濱理工大學自動化學院,哈爾濱 150080;3.Groupe Cockerill Maintenance & Ingenierie,哈爾濱 150080)
0 引言
非晶納米晶是一種有別于晶態合金的完全各向同性的材料。非晶態金屬具有晶態金屬難以達到的高強度、高硬度、高延展性、優異軟磁性能、高耐蝕性及優異的電性能。非晶納米晶軟磁合金主要應用于大功率電源變壓器、開關電源中的變壓器、扼流圈、平波電抗,以及漏電開關鐵芯等[1]。隨著電力電子和電子信息技術的不斷發展,非晶納米晶合金得到了廣泛的應用和推廣,其生產制備也不斷走向產業化,規模化。非晶納米晶的生產方法和制備工藝也在不斷創新和優化。結合當前國內外非晶納米制備領域的先進技術,國內的非晶納米晶生產設備綜合機械、氣動、光電、計算機控制等技術于一體,自動化程度高。
本文在分析了工藝流程和電氣控制方案基礎上,針對非晶納米晶成套設備中保溫包調高運動控制困難,導致非晶納米晶產出帶材噴帶寬度、厚度等質量指標較低這一工程問題,本文開展了相關的研究工作,設計基于電子齒輪比控制器,所實現的伺服全閉環控制分別由PLC、伺服驅動系統、編碼器速度脈沖反饋、光柵尺位移脈沖反饋等硬件平臺構成[2~4]。解決保溫包調高運動系統中的伺服定位精度,響應速度快等性能要求[5~7]。
1 非晶納米晶制備工藝分析
1.1 工藝分析
結合國內外的非晶納米帶材的制備方法,設計一套基于“非晶晶化法”的制備工藝,如圖1所示,其生產設備包括機械本體部分、真空爐系統和運動控制系統;生產工藝包含四個階段:前期準備、抽真空、保溫加熱及噴帶生產。

圖1 非晶納米晶成套設備結構原理

圖2 保溫包系統機械結構
后三個階段工藝流程:系統工作開始時,啟動主程序,進行爐體抽真空操作,真空熔室達到設定的真空度5×10-2Pa后啟動坩堝加熱母合金,當鋼水溫度到達噴帶溫度1350℃后,這時啟動噴帶系統,坩堝開始傾倒鋼水進入保溫包,保溫包同時從原點迅速下降定位到噴帶位置處,鋼水經保溫包再從下方的陶瓷噴嘴噴出,在高速旋轉的銅棍和剝離氣體作用下完成非晶甩帶操作,噴帶結束后,保溫包自動上臺至原點位置處,系統結束工作。如圖2所示為保溫包系統的機械結構,銅棍為保溫包調高的基準。
1.2 保溫包運動系統控制要求
1)在系統開始工作時,要求手動調節保溫包位置從原點處向下到達合適的噴帶位置,同時記錄下當前位置。
2)主程序開始運行時,保溫包自動上移至原點,時間要控制在20s內(保溫包行程是100mm)。
3)在噴帶系統啟動時,保溫包從原點迅速下降到最初記錄的噴帶位置處,要求時間控制在10s內。
4)在噴帶過程中要實現保溫包的手動同步微調和單側的升降,要求點動精度為1μ m。
以上是完整的噴帶階段保溫包運動過程,每一步無論是自動還是手動,還要求保溫包升降速度可調。
2 保溫包調高運動控制系統設計
2.1 運動控制系統方案設計
根據系統控制要求和性能指標,設計了全閉環伺服系統作為控制核心,其結構原理如圖3所示。采用兩套左右伺服電機帶動保溫包做軌跡運動,通過絲杠將電機的圓周運動變成保溫包在工作臺面上的直線運動,采用左右兩套伺服驅動器接收編碼器的速度脈沖信號和主控器件PLC的脈沖驅動信號。在伺服系統的速度控制單元中設計速度檢測裝置,接受編碼器脈沖信號反饋,進行速度的控制調節。在位置控制單元中設計位置計數裝置,檢測位移傳感器的位置脈沖信號,進行保溫包位置的調節和定位。

圖3 單套全閉環伺服系統結構
1)基于電子齒輪比伺服位置環設計
在保溫包運動控制中,一是涉及到保溫包的高速定位,到噴帶位置有10s的時間限制,要精確的計算一個合理的脈沖頻率,考慮到PLC發送脈沖的晶體管頻率限制,以及發揮伺服電機的額定轉速等,必須要引入電子齒輪比這個調整參數;二是在進行保溫包位置μm級微調的點位控制時,實現點動1μ m的動作,可以通過電子齒輪比的設定,計算出PLC發多少個脈沖給驅動器,使得保溫包在工作臺面上走1μ m的位移,即通過改變電子齒輪比參數,可計算輸出控制量,進一步通過PLC發送脈沖的頻率和個數實現伺服電機的轉速和角位移的控制。如圖4所示為引入電子齒輪比后的PLC脈沖命令控制下的驅動器工作模式。
(1)引導學生自主提問評估,理清問題思維.在對物理知識進行學習時,由于物理學科需要較強的邏輯思維,因此學生的發散思維在物理學習過程中起著重要的作用.因此在物理學習中作為教師應引導學生善于提出疑問、進行自我提問、進行自我評估.這樣學生不僅能夠理解題意、剖析題意,更能從深層次掌握該題的內涵,從而具有清晰的解題思路,提高解題效率.

圖4 伺服位置環控制原理
2)光柵尺的位移反饋設計
如圖3所示,PLC發送的脈沖命令經電子齒輪的換算來實現伺服電機動作的位移和轉速,然后在位置單元引入光柵尺位置信號的脈沖反饋。主要是基于兩個原因,一是引入電子齒輪后,雖可提高系統的響應,但當電子齒輪比設置值較大時,每個脈沖對應的位移越大,犧牲了調整精度等級,為了彌補引入電子齒輪比后造成定位精度和速度間的矛盾,在伺服位置控制單元中采用光柵尺脈沖信號計數器,提高系統中的定位精度;二是引入光柵尺構成了伺服系統的全閉環控制。利用電機編碼器所反饋的信號只能構成半閉環控制,系統無法反饋回路外的誤差;而采用光柵尺構建全閉環控制時,將以操作臺的最終位置為目標,從而消除了進入傳動系統的全部誤差,可有效地保障了定位精度。
2.2 運動控制系統硬件平臺設計
針對保溫包調高運動控制系統實際生產要求設計并完成其硬件平臺。主控單元采用臺達EH3系列PLC,脈沖輸出頻率最高達200kHz,配合電子齒輪比完全可實現伺服電機高速的脈沖頻率要求,該系列PLC具有4個硬件高速計數器,可對光柵尺的脈沖計數輸入進行數據采集與高速處理;采用兩套左右伺服電機(0.85kW,SGMGH-09A2C4C)帶動保溫包做軌跡運動,通過絲杠將電機的圓周運動變成保溫包在工作臺面上的直線運動,用左右兩套伺服驅動器接收編碼器的速度脈沖信號和主控器件PLC的脈沖驅動信號。PLC的高速晶體輸出端為Y0、Y2分別接入左右伺服驅動器,Y1、Y3為控制左右電機正反轉信號。編碼器是分辨率為1280000P/R的絕對式光電編碼盤,經4倍頻電路使用。采用雙側高精度光柵尺作為位移傳感器反饋保溫包位置信號,光柵尺精度為1μ m。圖5為系統的硬件結構原理。
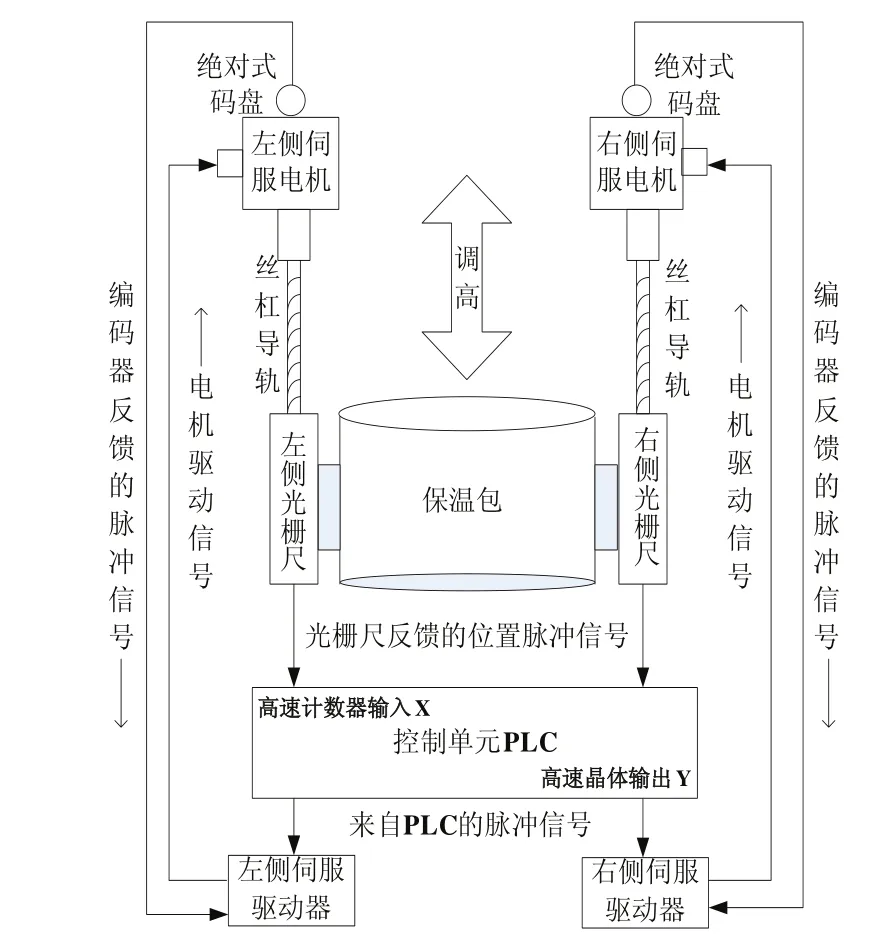
圖5 保溫包調高運動系統結構
2.3 基于電子齒輪比控制器的設計
1) 電子齒輪比的計算分析
運動系統中采用的編碼器分辨率為1280000P/R的絕對式光電編碼盤,并且經4倍頻電路使用,當指令脈沖當量 ΔPg與反饋脈沖當量 ΔPf不匹配時,須采用電子齒輪系數Kp來指令脈沖當量與反饋當量的匹配和跟隨。有如下公式:

臺達A2系列伺服的電子齒輪比范圍1/50≤Kp≤5000。可在驅動器中設置電子齒輪比的分子CMX和電子齒輪比分母CDV,即:

則式(1)可變為:

式中CMX也即電子齒輪比的分子可看成指令脈沖的電子齒輪系數,而CDV電子齒輪比的分母可看成反饋脈沖的電子齒輪系數,存在以下兩種情況。
(1)電子齒輪比對脈沖頻率的跟蹤模式
在此模式下,伺服電機的速度由PLC發送的指令脈
沖的頻率決定,其轉速v(r/min)和輸入脈沖頻率fin(Hz之間的關系如下:

通過設置電子齒輪比,可在同一個輸入脈沖頻率下獲得不同的電機穩定轉速。
(2)電子齒輪比對脈沖個數的跟蹤模式
這種情況下,輸入的脈沖個數N決定于電機聯接的絲杠導軌的實際位移行程,其工作臺面上的位移L與輸入脈沖個數N由如下關系:

由于電機轉動一圈對應的機械位移也即導軌的螺紋間距ΔL和反饋脈沖當量以及編碼器分辨率有如下關系:

綜合式(2)、式(5)、式(6)式可得:

通過設定CMX和CDV可以在相同的脈沖輸入個數下獲得不同的絲杠導程位移。
2)電子齒輪比控制器的實現
根據保溫包調高系統的每一個運動控制階段的要求,需計算出相應的電子齒輪參數,再進行伺服驅動器的相關參數設置,進而計算PLC在保溫包每個運動步驟需要發送的脈沖頻率和個數;運動控制過程中根據編碼器的速度脈沖和光柵尺反饋的脈沖信號進行PLC的數據采集設置和軟件程序的數據處理。基于電子齒輪比的PLC-伺服驅動的控制器設計中需引入必要物理參數,如表1所示。

表1 控制器中物理參數
伺服運動控制系統中的已知參量是編碼器線數(反饋線數)為20bit,經4倍頻電路使用,分辨率為1280000P/R。絲杠導軌的螺紋間距為5mm,保溫包最大行程距離S為100mm。伺服電機的額定轉速v=3000r/min。
由已知參數可求出伺服電機的反饋脈沖當量為:

計算出指令脈沖當量,若PLC發送N為10個脈沖時,使保溫包位移1um的距離,則指令脈沖當量ΔLg為0.1um/p。此時,電子齒輪比CMX/CDV為ΔLg/ΔLf=128/5。
在保溫包運動過程的第2段和第3段分別要求上臺至原點的時間為20s,下降至噴帶處時間為10s。根據編碼器的速度脈沖反饋,做好在電子齒輪比下的指令脈沖速度和反饋速度的匹配。保溫包行程最大距離S=100mm,由于PLC每次發送10個脈沖走1 μ m,那么需要在20s內連續發送106個脈沖,此時暫且忽略PLC軟件程序的掃面時間,可計算得脈沖頻率為50kHz。同理,在保溫包高速下降到噴帶位置處的脈沖頻率為100kHz。
根據計算的電子齒輪比設置驅動器的P1-44、P1-45參數以及P2-00、P2-02等位置控制增益參數[8];采用臺達PLC的高速脈沖指令PLSY輸出相應的脈沖頻率和脈沖個數。
光柵尺的計數輸入環節采用2相2輸入的AB相4倍頻模式,光柵尺的四路信號A、B、R、S,其中A、B相脈沖信號輸出,分別接入PLC高速計數單元的X0、X1或X4、X5。開始時輸入信號S和清除輸入信號R分別接入PLC的X2、X3或X6、X7。可實現脈沖信號的采集,利用PLC的程序計數作為機械部件當前位置的判斷條件,觸發PLC的指令脈沖輸出,從而完成一次動作或是連續發送脈沖進行軌跡運動。
3 實驗及分析
本文對引入電子齒輪比前后的伺服點動精度和響應速度進行重復性確認實驗和數據對比分析,并得到保溫包的定位過程曲線,如圖6所示,為保溫包在空載情況下1s內的定位過程。可以看到伺服的定位過程平穩,位置響應無超調。
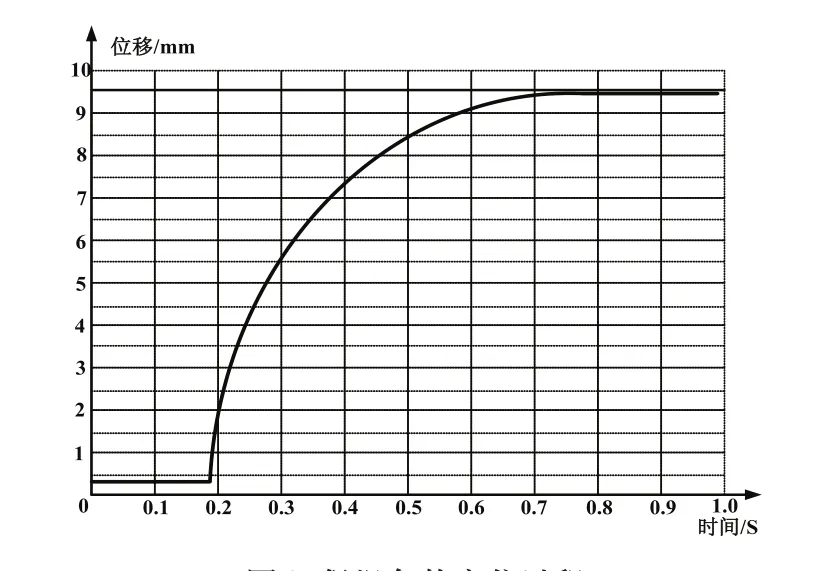
圖6 保溫包的定位過程
下面給出引入電子齒輪比前后的伺服點動精度和定位時間的5次實驗數據。對于點動精度數據的獲取是通過PLC軟件程序對光柵尺脈沖計數的監測,已知選用的光柵尺精度為1μ m,理論上保溫包在直線位移上每行進1μ m,光柵尺計一個數,通過按下點動按鈕20次,累計脈沖計數N,點動精度用N/20來計算。對于伺服的響應速度可以用保溫包從原點到噴帶位置的定位時間來表示,啟動定位同時觸發PLC程序計數器,達到位置時計數結束,通過計數累加值換算成定位時間數據。如表2所示的5組實驗數據。

表2 引入電子齒輪前后的實驗數據對比
由表2數據可知,引入電子齒輪比后伺服的點動精度增加了一個等級,達到1μm的控制精度,伺服的定位時間明顯縮短到了10s以下,通過對實驗數據分析,引入電子齒輪比后,伺服點動精度提高到1μm的控制要求,伺服的定位時間穩定在10s內,響應速度快,伺服的定位過程沒有位置超調,平穩高效,達到設計要求。
4 結束語
本文分析了非晶納米晶的制備工藝,提出并完成了基于電子齒輪比控制器的設計,在位置環中引入電子齒輪參數,位置反饋中加入光柵尺脈沖反饋,速度調節中引入編碼器的脈沖頻率反饋,提高了保溫包運動控制中的伺服定位精度,實現了點動微調精度1μ m,達到了伺服的高動態響應速度,完成了伺服定位過程的位置響應無超調控制。
[1] 胡超,李維火,潘友亮.非晶/納米晶磁粉芯的熱壓制備工藝探究[J].安徽工業大學學報(自然科學版),2014(01):25-28.
[2] 梅許文,劉鵬.一種自動過數平臺的伺服定位方法研究與實現[J].制造業自動化,2015(01):112-114.
[3] 叢爽,李澤湘.實用運動控制技術[M].北京:電子工業出版社,2006:143-155.
[4] 韓紹民,趙慶志,劉世忠,等.數控機床電子齒輪傳動比計算方法及其機械性能研究[J].裝備制造技術,2014(03):34-36.
[5] 高菲.高精度全閉環伺服系統研究[D].青島大學.碩士,2008(04):18-29.
[6] 涂雪飛,易傳云,鐘瑞齡,等.基于光柵尺的數控機床定位精度和重復定位精度檢測[J].機械與電子,2012(04):32-34.
[7] 高榮.電子齒輪在數控機床中的應用[J].機床與液壓,2007(06):245-245.
[8] 吳康.工業設備中新型AC伺服電動機/驅動器技術特征與應用[J].伺服控制,2010(01):45-48.
