基于歐姆龍PLC的上藥機械手研究
2015-07-11 07:43:50黃曉冉董小雷
制造業自動化 2015年14期
黃曉冉,董小雷,梁 超
(河北聯合大學 機械工程學院,唐山 063009)
0 引言
伴隨著我國經濟的發展和醫藥技術的不斷提高,合適各樣的藥品進入了我們的生活中[1]。同時機電一體化技術和計算機技術的也是突飛猛進,催生的自動化藥房在很大程度上提高了醫藥服務水平,也在一定程度上緩解了緊張的醫患關系。現有的大型自動化儲藥設備,對機械手自動上藥的效率和準確性均提出了新的要求,也成為影響藥房設備自動化水平的一個重要因素。
小型的自動化儲藥設備采用人工上藥的方式即可,但對于已經投入應用的大型自動化藥房而言,采用上述方法就不是很合理。大型自動化藥房對上百種藥品進行集中管理,藥品數量達到幾千盒,人工上藥的方式就會降低上藥的效率,增加醫務工作人員的勞動強度,也增加了藥品管理的成本。在我國市場上,現有的上藥機械手存在單次上藥量少、上藥速度慢和適用范圍有限等問題,所以為了解決以上出現的問題,設計了一種上藥機械手,此上藥機械手采用一套新的機械結構和控制系統方案,為解決大型自動化儲藥設備的上藥問題提供了有效的方法。
1 上藥機械手的機械結構組成及工作原理
上藥機械手的機械結構主要由水平和豎直方向的直線導軌、帶有滑條的上下雙層發藥槽、齒輪軸、上從動半齒輪、下從動半齒輪、光電對射感應器、電磁鐵、“凹”型擋板等部分組成。機械手整體機械結構如圖1所示,雙層發藥槽的主視圖如圖2所示。
1)為提高機械手上藥的速度和靈活性,上藥機械手在水平和豎直方向均采用雙直線導軌,使得上藥機械手能夠按照工控機指令沿著直線導軌實現準確、快速的定位[2],以提高機械手上藥的效率。

圖1 上藥機械手整體結構示意圖
2)針對現有上藥機械手存在單次上藥量少的問題,設計了上下雙層發藥槽結構進行上藥,可以提高了單次上藥的數量。此外,發藥槽上表面和側面均鋪設有三角滑條,實現藥品與發藥槽的線接觸,減小了藥品與發藥槽之間的摩擦力,保證藥品能夠沿發藥槽快速、順利的滑落至儲藥柜。
3)上下雙層發藥槽兩側均安裝有從動半齒輪,通過中間的一個主動齒輪軸連接,實現三個齒輪的嚙合。每個齒輪和齒輪軸均通過軸承與移動架鏈接,既對發藥槽起到了支撐和固定的作用,也使得發藥槽、齒輪、齒輪軸和移動架成為一個整體,并且能夠在豎直方向做直線運動。主動齒輪軸帶動從動半齒輪轉動實現發藥槽的旋轉,通過人工設置,其旋轉角度可變,這樣可適用于具有不同傾斜角度的斜坡式儲藥柜,使得機械手的應用更加廣泛。齒輪傳動機構具有傳動精度高,工作強度大的特點[3],從而提高機械手的上藥動作的準確度,并延長其機械壽命。
4)雙層發藥槽均與水平面成一定傾斜角度,如圖2所示,傾斜的發藥槽能夠使得藥品在重力作用下緊貼在發藥槽的側壁,以實現藥品在發藥槽中的定位。電磁鐵通過與“凹”型擋板相連,實現對藥品在沿三角滑條方向的定位。當發藥槽轉到設定好的角度時,電磁鐵得電,“凹”型擋板向下收縮,藥品擺脫擋板的束縛,在重力作用下,沿著發藥槽滑落。
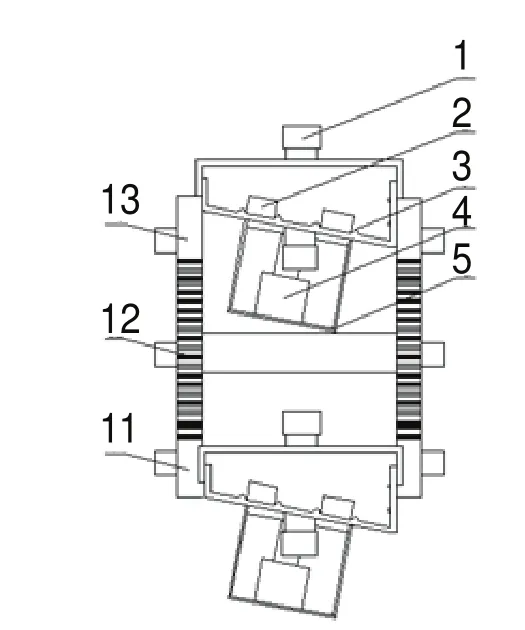
圖2 雙層發藥槽的主視圖
5)分別在雙層發藥槽出藥口的位置打圓孔,并安裝常閉型光電對射感應器。藥品沿著發藥槽滑落,當藥品遮擋住光電對射感應器發出的光時,該裝置會激發高電平,并通過總線將電信號傳給PLC,當藥品發送完畢,藥盒不再遮擋對射光線,光電對射感應器恢復低電平[4]。光電對射感應器能夠檢測機械手中的藥品是否發送完畢。
2 上藥機械手的控制系統組成與工作過程
上藥機械手的控制系統由硬件部分和軟件部分組成。
2.1 控制系統硬件的組成與工作過程
上藥機械手的控制系統硬件整體結構圖,如圖3所示。
由液晶觸摸屏組成的上位機主要對上藥機械手作業狀態進行實時監控和對儲藥柜中藥品信息進行實時管理,還能夠對發藥槽所需旋轉的角度進行設置。下位機選用歐姆龍系列CP1H型的PLC,實現對伺服電機、光電對射感應器、電磁鐵等硬件的控制。RS485總線具有結構簡單、數據傳輸速率高、抗干擾性強等優點[5],所以控制系統中硬件組態之間通信采用該總線,從而保證信息交流和數據傳遞的及時性和準確性。
結合圖3,上藥機械手的具體作業過程如下:液晶觸摸屏顯示自動化藥房儲藥柜中藥品的信息,并提示醫務工作人員對儲藥柜進行補藥。人工將藥品平放在上藥機械手的發藥槽中,啟動上藥機械手的工作啟動按鈕,PLC按照程序指令驅動伺服電機M1和M2,使得機械手沿著水平和豎直方向的直線導軌運動到指定的位置,此時PLC驅動伺服電機M3,使得發藥槽在主動齒輪軸的帶動下旋轉至設定好的角度,一層發藥槽電磁鐵得電擋板向下收縮,藥品沿著滑道滑向自動化藥房的儲藥柜,此時光電對射感應器檢測機械手中藥品發送的情況,一層發藥槽上藥結束后,如果需要繼續上藥,PLC則發出指令控制另一層發藥槽以相同的動作完成上藥,之后機械手復位。

圖3 上藥機械手控制系統硬件整體結構圖
2.2 PLC對伺服電機和電磁鐵的控制
設計的上藥機械手下位機控制系統需輸入點數共12點,輸出點數共10點,選用歐姆龍系列CP1H型的PLC,并且采用主單元和擴展單元相配合,即可滿足上述設計要求。
上藥機械手在上藥動作過程中,PLC通過發送不同頻率和數量的脈沖給伺服驅動器,伺服驅動器直接連接編碼器,從而構成速度、位移的閉環控制,最終實現對伺服電機轉速和轉角的精確控制[6],保證上藥機械手的準確定位。PLC主模單元可以發送三路脈沖信號給伺服驅動器,能夠實現對三個伺服電機的控制。串接的擴展單元通過控制繼電器的通斷,來控制電磁鐵得電和失電,從而控制“凹”型擋板的伸縮,實現藥品的發送。PLC的輸出地址分配如表1和表2所示。

表1 PLC主單元I/O功能分配表

表2 擴展單元I/O功能分配表
2.3 軟件控制系統的結構設計
上藥機械手的軟件控制系統采用模塊化設計,由通信模塊、運行監測模塊和發藥模塊三部分組成。如圖4所示。

圖4 軟件控制系統結構圖
通信模塊主要用來實現機械手上位機與下位機之間的通信,保證機械手按照指令快速、準確的作業。運行檢測模塊主要實現機械手控制系統的初始化和開機測試,并對機械手整個工作過程進行實時檢測,以保證機械手安全有效的工作。發藥模塊則嚴格按照程序控制機械手上藥。三個模塊相互配合,實現機械手有條不紊的運行。程序流程如圖5所示。
3 結論
設計的上藥機械手,機械結構簡單可靠,提高了機械手的耐用性和應用廣泛性,為其長期重復周期性工作提供了基礎保障。基于PLC的機電控制系統和模塊化設計的軟件控制系統相結合,保證了上藥機械手高效的進行作業。上藥機械手能夠解決自動化儲藥設備自動上藥的問題,具有一定的實際應用價值。

圖5 軟件控制系統流程圖
[1] 龔從揚,臧鐵鋼,袁金虎.藥房快速自動發藥機單元的研發[J].中國制造業信息化,2012,05:64-66,70.
[2] 張沈生.直線導軌的原理及其應用[J].洪都科技,2004,02:44-49.
[3] 李陸俊,呂新民.聯合收割機割刀行星齒輪傳動機構設計[J].農機化研究,2011,04:67-70.
[4] 姚正武.基于AT89S51的雙紅外激光對射開關實現智能照明控制[A].中國照明學會(China Illuminating Engineering Society).2014年中國照明論壇——LED照明產品設計、應用與創新論壇論文集[C].中國照明學會(China Illuminating Engineering Society),2014:9
[5] 謝劍,金永喬,白江,王宇晗.高檔數控系統中的RS485串行總線接口研究與開發[J].組合機床與自動化加工技術,2010,05:22-25,30.
[6] 閆娓,陳忠提,趙安.PLC觸摸屏直接控制伺服電機程序設計[J].機床電器,2009,04:37-38,41.
猜你喜歡
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
小學生優秀作文(低年級)(2018年6期)2018-05-19 01:54:28
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
中國衛生(2016年5期)2016-11-12 13:25:28
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
中國衛生(2015年9期)2015-11-10 03:11:14
