保證空中金屬件與非金屬件水平方向鉆孔垂直度
2015-07-18 08:10:38徐建忠江蘇常熟華海船舶設(shè)備廠江蘇常熟215513
中國新技術(shù)新產(chǎn)品 2015年9期
關(guān)鍵詞:船舶
徐建忠(江蘇常熟華海船舶設(shè)備廠,江蘇 常熟 215513)
保證空中金屬件與非金屬件水平方向鉆孔垂直度
徐建忠
(江蘇常熟華海船舶設(shè)備廠,江蘇 常熟 215513)
摘 要:船舶行業(yè)是現(xiàn)今國際貨運需求比較大的行業(yè)。在商業(yè)領(lǐng)域需要更多的船只安全有效的運送貨物和商品,以滿足不斷增長的世界經(jīng)濟需求。船只大小,技術(shù)是否先進或大型機械安裝操作方面都有著重要的影響。本文主要通過對船只上大型金屬件與非金屬件的制造與研究來提高物體鉆孔的穩(wěn)定性和工作效率。
關(guān)鍵詞:船舶;金屬件非金屬件;鉆孔
一、事由
在船舶行業(yè)以及大型機械安裝操作過程中,經(jīng)常會遇到大量空中物體(金屬件與非金屬件)的安裝牢固、孔位置度等裝配一系列問題。一般常常采用的是手槍鉆(有源線和充電式二種)來解決此問題。但在使用中碰到了一系列的質(zhì)量及效率問題。往往在水平方向鉆孔與物體造成很大誤差。經(jīng)過多次觀察和實踐,發(fā)現(xiàn)造成質(zhì)量問題的主要原因是操作工人無法判斷手槍鉆鉆頭與物體是否垂直,有的甚至直孔成了斜孔。造成這一問題的根本原因是完全靠工人的感覺來控制。假使物體硬度越高,材料為復(fù)合材料,金屬件與非金屬件,那么垂直度就無法控制了。通過長期一段時間的觀察,我大膽設(shè)想了一個方案,如何保證鉆孔的垂直度,難就難在空中鉆孔問題。
二、設(shè)定解決方案
在手槍鉆上或鉆頭上安裝氣泡式水平儀來解決此問題。如何產(chǎn)生氣泡,如何使產(chǎn)生的氣泡規(guī)格化,那么使我想象中產(chǎn)生設(shè)計的氣泡式水平儀中的氣泡大小是否一致,直接影響取決于鉆孔垂直的精度,能否保持氣泡大小的一致性就更為關(guān)鍵了。
三、制造氣泡式水平儀
如圖1所示,該水平儀由外殼、液體、O型圈、底板等組成。
四、零件的組成部分
(1)外殼
由透明PP料,使用注塑模,一次性注塑成型。
(2)底板
采用一般PP料,有注塑模注塑而成,底面、平面需加工基準(zhǔn)面。加工到一定精度,外殼與底板配合控制一定公差范圍。
(3)O型圈
采用硅橡膠,尺寸設(shè)計橡膠模型后定制。
(4)液體
采用特種油加熱后使用。
(5)氣泡
主要原理及工藝結(jié)構(gòu)采用電腦控制溫度和加熱裝置以及流量控制來灌裝,待特種油回落到常溫狀態(tài)下時,即產(chǎn)生大小一致的理想氣泡狀態(tài),達到最佳效果。
五、灌裝工作流程示意圖(如圖2所示)
開啟液體加熱和流量控制系統(tǒng)開關(guān),指示燈由紅變成綠后,系統(tǒng)進入工作狀態(tài)。油介質(zhì)一定要控制在一定的設(shè)計溫度范圍內(nèi),把O型圈裝在外殼的相應(yīng)處,然后把裝有O型圈的外殼反裝在工裝上,轉(zhuǎn)動旋轉(zhuǎn)臂,使灌裝口對準(zhǔn)外殼中心,打開液體加熱流量控制系統(tǒng)灌裝開關(guān),自動下料液體到一定的流量,操作工人即可蓋上底班,一只氣泡式水平儀就誕生了。再把此氣泡式水平儀放在專用架中,待液體溫度下降到常溫,氣泡就誕生了。利用氣泡水平儀可以輕松地鉆出垂直于物體的孔。
結(jié)語
綜合上述的工藝過程,得到了垂直鉆孔的應(yīng)用,可以在不同場合的金屬件與非金屬件,特別是空中物體,使鉆孔質(zhì)量得到了可靠性與穩(wěn)定性。同時減輕了無謂的體力勞動強度,提高了整個的工作效率,得到了領(lǐng)導(dǎo)的認(rèn)可與好評。
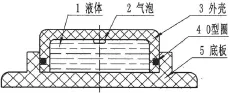
圖1
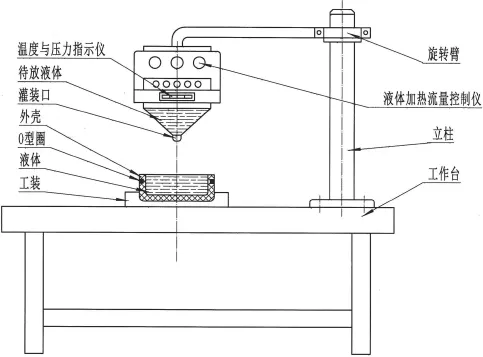
圖2
參考文獻
[1]楊藴霞,王小虹.航運安全新理念—介紹船舶安全的IM模型[J].航海教育研究,2001(02).
[2]全燕鳴.機械執(zhí)照自動化[M].廣州:華南理工大學(xué)出版社,2005.
中圖分類號:TG1
文獻標(biāo)識碼:A
猜你喜歡
艦船科學(xué)技術(shù)(2022年14期)2022-09-22 03:08:26
艦船科學(xué)技術(shù)(2022年14期)2022-09-22 03:07:40
機械工業(yè)標(biāo)準(zhǔn)化與質(zhì)量(2022年6期)2022-08-12 02:07:42
艦船科學(xué)技術(shù)(2022年2期)2022-03-29 01:12:44
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學(xué))(2019年10期)2020-01-18 09:16:22
船舶標(biāo)準(zhǔn)化工程師(2019年4期)2019-07-24 07:21:12
軍工文化(2017年12期)2017-07-17 06:08:06
中國船檢(2017年3期)2017-05-18 11:33:09
船海工程(2015年4期)2016-01-05 15:53:30
