鮮活水產品運輸中附屬零部件設備專利綜述*
2015-07-18 11:38:04廖秀麗竇碧霞國家知識產權局專利局專利審查協作廣東中心廣東廣州510000
江西水產科技 2015年1期
關鍵詞:設備
吳 倩 廖秀麗 竇碧霞 郭 帥(國家知識產權局專利局專利審查協作廣東中心,廣東廣州510000)
鮮活水產品運輸中附屬零部件設備專利綜述*
吳 倩 廖秀麗 竇碧霞 郭 帥
(國家知識產權局專利局專利審查協作廣東中心,廣東廣州510000)
在鮮活水產品運輸過程中,除了對運輸容器本體進行改進,以及對水產品活體進行各種理化處理外,對于附屬零部件設備,例如對于增氧、水體循環以及水質調節和溫度控制等設備的發明、使用以及改進也至關重要。從專利文獻的角度對鮮活水產品運輸過程中所使用的附屬零部件的發展脈絡進行闡述,對鮮活水產品保活運輸中亟待解決的問題提供相應的參考。
鮮活水產品;運輸;零部件;專利
引言
水產品具有低脂肪、高蛋白的特點,是合理膳食結構中不可缺少的重要組分。魚、蝦、蟹等各種“河鮮”、“海鮮”均深受廣大消費者的青睞。目前,國內外市場對活魚的需求量與日俱增,如香港人均年消費水產品40kg,其中90%是活鮮品,日本進口活魚量每年都以5%的速度增長。中國幅員遼闊,南北海岸線長,尤其是在遠離海岸線的內地,城鄉居民不易品嘗到沿海的鮮活海鮮,因此,鮮活水產品運輸日益成為水產養殖業中一個不可缺少的環節,如何實現南魚北運、北魚南調、東西互運等,確保水產品的鮮活運輸,已成為人們關注的焦點[1]。
影響水產品運輸效率和存活率的因素主要有水體溶氧量、水質以及溫度調控等[1]。各國在鮮活水產品的運輸過程中,已對運輸所采用的容器本體本身、對活體的理化處理方式以及所采用的附屬零部件等進行了大量的發明以及改進。在此,筆者主要對涉及附屬零部件設備的發明與改進的專利文獻進行總結,例如用于增氧、水體循環以及水質調節和溫度控制等方面的設備,闡述其發展脈絡,以期為鮮活水產品運輸的發展和研究提供參考。
1 鮮活水產品的運輸過程中所采用的附屬零部件設備的概念
在關于鮮活水產品運輸的現有技術中,會涉及對設備以及方法的改進,如公開號為SU963488的申請中,對于運輸容器本身結構進行改進,將其底部傾斜,便于廢棄物排出,又如公開號為JPS4969810的申請中,利用藥物對活體進行麻醉,公開號為JPS5497300的申請中通過添加激素以增強活體的抗應激能力,除上述容器本身結構以及對水產品活體進行各種理化處理外,其他的部件則概括為附屬零部件設備,例如用于增氧、水體循環以及水質調節和溫度控制等方面的設備。
2 技術發展狀況
2.1 全球申請量分析
筆者在中國專利文摘數據庫(CNABS)和德溫特世界專利數據庫(DWPI)中選取相應的關鍵詞和分類號進行檢索,并對檢索結果進行了分析。圖1顯示了鮮活水產品運輸過程中所采用的附屬零部件設備的全球申請量(數據統計從上世紀70年代開始,截止到2014年1月3日)。
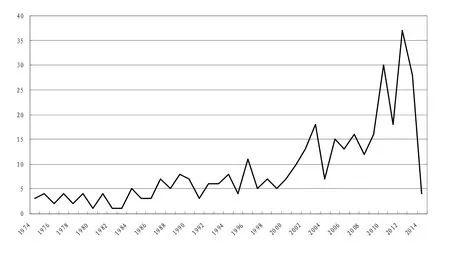
圖1鮮活水產品運輸過程中所采用的附屬零部件設備的全球申請量(數據統計從上世紀70年代開始,截止到2014年1月3日)
圖1 顯示了鮮活水產品運輸過程中所采用的附屬零部件設備的全球申請量(本文中所有數據統計從上世紀70年代開始,截止到2014年1月3日)。
從申請量來看,圖1反映出鮮活水產品運輸過程中所采用的附屬零部件設備的申請總量呈逐年上升趨勢,1974-1995年處于技術起步初期;1996年至2012年,鮮活水產品運輸過程中所采用的附屬零部件設備的總量大幅上升,技術進入良好的發展期,且申請量先后出現了四個峰點:1996年、2003年、2010年和2012年。這與世界漁業總產量的變化存在一定關系,如根據聯合國糧食及農業組織(FAO)的統計,從1994年開始,世界漁業連續7年增產,總產量突破1.3億噸大關,截止到2003年,總產量已達到1.33億噸,從2007年開始,世界漁業再次連續5年增產,從2007年的1.402億噸一致增產到2011年1.54億噸[2]。由此可見,這兩段時期內,漁業產量出現大幅度增產,不斷突破產量大關,相應的,其必然會使得鮮活水產品的運銷手段以及方式產生變化,促進了人們對該領域進行相應的研發和技術革新,因此出現多個專利申請高峰。2012年至2014年申請量有所下降,可能的原因是由于專利從申請到公開或公告需要一定的審查周期,許多專利還尚未出于公布狀態,并不能代表2012年以后專利申請的實際數量。鑒于圖1中所呈現出的歷史曲線,可以預測2012年后該領域的申請量還會迎來持續增長。
2.2 專利申請產出國分布
圖2顯示出上述領域專利文獻在主要產出國的分布。排名靠前的國家依次為中國、日本、美國、韓國以及前蘇聯。一般而言,一個國家擁有的原創技術越多,說明其在該技術領域的研發能力和技術實力越強。排名第一的中國的申請量遠高于其他國家,表示在該領域中,中國的研發活躍程度很高。
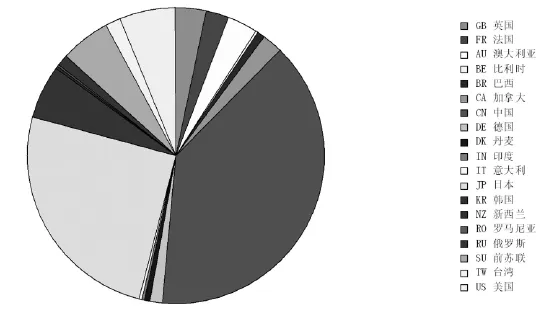
圖2 專利文獻在主要產出國分布
這與上述各國的水產養殖業產量以及經濟發展狀況有著密切關系,如截止到2010年,中國水產養殖產量3673.4萬噸,占世界水產養殖總產量61.3%,居世界首位;水產養殖業原來十分發達的日本,雖然2002年產量達到827115t后逐步下降,2010年減少到718284t,8年時間產量減少近9萬噸,但排名仍然在第11位;美國2004年產量達到607570t,以后逐步下降,2010年減少到495499t,6年時間產量減少11萬噸,但排名仍在第13位;韓國水產養殖業在進入新世紀后發展很快,年產量從2001年的294484t逐年增產到2007年的606122t,第二年減少到473794t,一年時間減產13萬噸,近兩年保產,排名從2007年的第12位降到第15位[3]。由此可見,上述幾大經濟體的水產養殖產量占全世界總量的比例很高,因此,其具備足夠的動機對水產養殖領域進行技術革命和發明創造,其中就包括鮮活水產品品運輸技術和設備。
除此之外,上述各國均為現今世界上經濟較為發達的經濟體,如美國、中國以及日本分別為世界前三的經濟體,具有雄厚的資金以及技術優勢用于支撐水產養殖業,其中包括鮮活水產品運輸技術的發展。其次,中國、韓國以及日本國土均具有廣闊的海岸線,具有悠久的漁業發展歷史,因此,在水產養殖業領域具有先天優勢,相關的專利申請量在總量中占有較大比例,尤其是隨著中國經濟的迅速發展以及國家產業升級以及轉型的需要,政府大力提倡與鼓勵發明創新,由此導致中國的專利申請量大大超過其他國家。
2.3 重點附屬零部件專利技術
圖3顯示出在對鮮活水產品運輸所采用的附屬零部件設備的改進中,最突出的幾個技術問題的比率分布:提高存活率(占比約39%);其次是方便運輸(占比約15%)、延長運輸距離(占比約13%)、防止活體損傷以及降低成本(占比均約為10%)、結構合理、簡單(占比約7%)以及保持保新鮮度(占比約6%)。
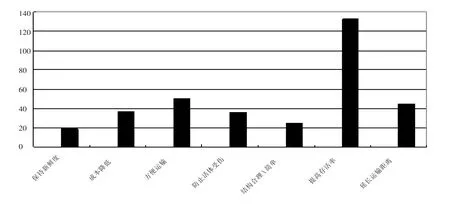
圖3 在對鮮活水產品運輸所采用的附屬零部件設備的改進中,所要解決的技術問題的比率分布
鮮活水產品運輸中,水中的溶解氧、水質狀況(如pH,氨氮含量等)以及溫度為常見的直接影響鮮活水產品存活率以及經濟效益的三大因素[1]。圖4顯示出涉及增氧、水體循環和水質調節以及溫度控制設備在鮮活水產品運輸所用的附屬零部件中所占有的比例(數據統計從上世紀70年代起,截止到2014年1月3日)。從圖4中可以看出以下趨勢,在總共345件專利申請文件中,涉及到增氧設備的文件有236件(占比約68%),水體循環和水質調節設備的文件有136件(占比約39%),溫度控制設備的文件有122件(占比約35%),由此可以看出,增氧、水體循環和水質調節以及溫度控制設備在鮮活水產品運輸所用的附屬零部件中占有極高的比例,說明實際操作中對于上述三種部件的開發和改進十分重視,這也與在實際的運輸過程中,十分注重對水體溶解氧、水質狀況(如pH,氨氮含量等)以及溫度的控制和調節相對應。
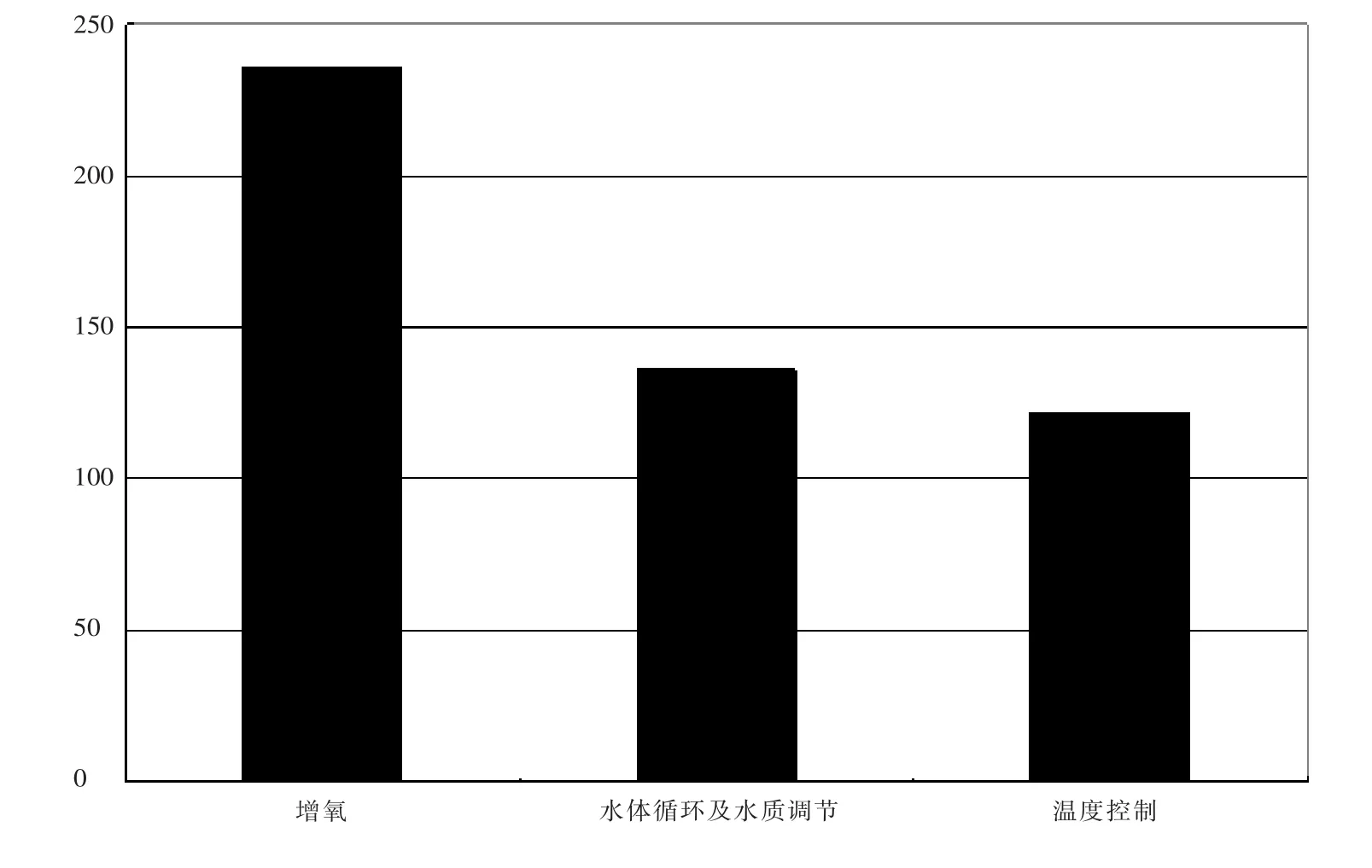
圖4 增氧、水體循環和水質調節以及溫度控制設備在鮮活水產品運輸所用的附屬零部件中所占有的比例(數據統計從上世紀70年代起,截止到2014年1月3日)
以下對增氧、水體循環和水質調節、溫度控制設備的發展趨勢做出相應分析:
(1)增氧設備
1974年,法國就提出有關增氧設備的發明專利申請(公開號FR2282225),其構造比較簡單,即通過管道連接噴嘴,通過電力驅動將氣體分散到水體中進行增氧,幾乎與此同時,在1977年的蘇聯,產生了一種活魚運輸容器(公開號SU646964),該容器中設置了滾筒,在滾筒上設置傳送帶,通過滾筒帶動傳送帶轉動,從而引起水體的循環運動,以此便可以增大不同水層與氧氣的接觸面積,起到對水體充氧的目的。
而上述機械設備供氧的方式存在結構復雜,使用成本高等缺陷,因此,針對上述缺陷,有發展出化學供氧的方式,即,利用化學物質之間的化學反應產生氧氣,以此來增加水體中的氧氣含量,但上述化學物質直接投放到水體中會導致水產品誤食,污染水體,并且無法長時間的保持增氧。為了改進上述缺陷,日本于1991年提出了一種供氧裝置的封套結構(公開號JPH01103902),其利用透氣但是不透水的膜材料制成一個封套結構,其中放入過氧化物等可以產生氧氣的反應物,這樣就可以直接將上述含有化學物質的封套結構直接投入水中,封套內部產生的氧氣可以透過滲透到水中,而外界的水體不能進入到封套中,因此可以長時間供氧,不會污染水體和引起水產品誤食。為了進一步提高氧氣在水體中的溶解效率,日本于1991年還提出了一種多孔碳材料制作的部件(公開號JP2984951),氧氣在通過該部件以后,可以在水中形成直徑很小的氧氣泡,以此可以極大提高氧氣與水體的接觸面積,顯著提高氧氣在水中的溶解率。
隨著自動化技術的不斷發展,人們越來越期望能產生一種自動化設備,用于實時檢測運輸容器水體溶氧量的變化,并且根據這種變化,通過反饋機制將變化的信息傳遞給相應的設備,并且自動控制增氧機進行增氧操作,以此減少人工觀察所產生的誤差以及人工增氧帶來的勞動強度,因此,日本于1992年發明的可自動調節水體溶氧量的系統應運而生(公開號JPH0678648),該系統包括可以對水體溶解氧進行探測的方式,一旦水體溶解氧產生變化,該探測方式可以將這種信息的變化反饋到相應的控制器,由控制器自動控制增氧設備進行增氧操作,實現了自動檢測、自動增氧的目的。
進入到21世紀,綠色產業逐漸成為主流,各類工業都在尋求綠色、環保、無污染的生產或運作模式。在這種的趨勢下,印度于2005年提出了一項專利申請(公開號IN200501065),即利用風力驅動相應的設備,使該設備在運輸容器內的水體中產生攪動,以此來產生旋轉的水流,提高溶氧效率。進入到2007年,隨著無線通信技術,韓國此時提出了一項新技術(公開號KR100898733),即利用調制解調器(MODEM)與移動終端,如用戶手機實現無線連接,可以實時將運輸容器水體的溶解氧等信息傳遞給用戶,使得用戶及時掌握水體的溶解氧信息,并且通過安裝在容器外的操作面板實現對增氧設備的控制,使得整個系統實現高度的信息化,更加有利于在長距離、長時間的水產品運輸過程中,對于水體溶解氧信息進行及時掌握和控制。進一步的,中國在2009年還提出了一種空調增氧機(公開號CN201528594),該發明中,將制冷機制冷后產生的新鮮空氣通過空壓機以及相應的管道送至存儲鮮活魚類的魚池,實現了一機兩用,使得制冷、充氧可同時進行。
由此可見,運輸容器的增氧設備已經由早期非自動化的機械增氧設備逐步轉化為與自動控制技術、無線通信技術結合,利用現有的傳感器,實現對水體溶解氧的精確探測與反饋,實現對增氧設備的自動控制,可以預見,隨著傳感器,控制器以及等電子元器件造價成本的逐漸降低,以及通信系統的進一步發展,這種自動化的增氧控制系統不久將大面積應用于實際的鮮活水產品的運輸過程中,同時結合微孔充氣技術,使得氧氣分子與水體充分接觸,形成“氧氣泡”,以此來大幅度提高氧氣在水體中的溶解效率,提高增氧效果。
(2)水體循環和水質調節
對于鮮活水產品運輸中的水體進行處理以及循環處理的專利申請最早出現于1975年,公開號為SU528071的前蘇聯專利申請中涉及到對運輸容器水體進行循環利用的方案,其設置有水循環室,利用泵、噴嘴以及閥門完成水體的循環利用,同年,巴西提出一種利用吸附材料對運輸容器內的水體進行凈化處理,然后再進行循環利用的技術方案(公開號BR7602819)。在此基礎上,日本于1979年將活性炭引入,來到對運輸容器內的水體進行凈化(公開號JPS5623823),其專門設置有活性炭層,利用活性炭巨大的表面積以及空隙來吸附因水產品的排泄物以及餌料腐敗而產生的有害物質,以此來對運輸容器內的水體進行凈化。
眾所周知,在鮮活水產品的運輸過程中,水產品不可避免的會進行排泄等代謝過程,大量的排泄物會導致水體中的氨氮含量上升,影響水體pH值,導致魚類等水產品產生氨氮中毒的現象,嚴重影響鮮活水產品的存活率。因此,如何減少水體中的氨氮含量一直是水產品運輸領域亟待解決的問題,這一問題在1985年得到有效解決,日本在該年提出一項新的方案(公開號JPH0728629),即設置過濾床對運輸容器內的水體進行處理,過濾床上培養有硝化細菌,利用硝化細菌的消化作用將毒性高的氨氣和亞硝酸根轉化成幾乎無毒的硝酸根離子,以此來答復降低水體中氨氮的含量,有效保證水產品的成活率。兩年后,即1987年,日本再次提出新的運輸容器內水體的處理技術,即,利用轉動的葉輪產生負壓,吸進空氣產生空氣泡,利用氣泡表面吸附混雜在水中的可溶性有機物,以此達到水質凈化的目的。這種技術與污水處理領域的蛋白質分離器的作用原理類似,也為后期將成熟的蛋白質分離器技術引入到運輸容器內水體的處理領域奠定了基礎。
1988年在法國還出現了一種新的水體凈化方式(公開號FR2627349),即,將牡蠣的運輸容器分成三個部分,牡蠣儲存于第一部分的水體中,第二部分中培養新鮮的藻類,一段時間后,將第一部分中養殖牡蠣的水體導入第二部分,通過第二部分的藻類吸收其水體中的氨氮化合物以及其他有機廢物等,促進藻類成長,再將經過第二部分中的藻類處理過的水體通過第三部分返回到第一部分,再次用于飼養牡蠣,由此實現水體的循環利用。上述水體凈化方式雖然比較新穎,并且是利用天然植物對水體進行凈化處理,沒有毒副作用,但是需要在容器中分隔出專門的空間來飼養新鮮藻類,使得整個容器結構變得更為復雜,且后續的處理上述藻類的過程會增加額外的工作量,增加了使用成本,因此不具有太大的實用價值。日本于1992年提出可自動調節水體氨氮含量的系統(公開號JPH0678648),該系統包括可以對水體氨氮含量進行探測的方式,一旦水體的氨氮含量產生變化,該探測方式可以將這種信息的變化反饋到相應的控制器,由控制器自動控制氨氮處理設備,利用多孔陶瓷材料進行氨氮清除操作,實現了自動檢測,自動清除水體氨氮的目的。2001年,日本再次提出一種利用電磁水處理系統對活魚存儲容器內的水體進行處理的全新水處理方式(公開號JP2003144002),具體的處理方式為,利用電極以及磁極形成電場和磁場,將水體通過上述電場被電解產生氧氣,為水體增氧,同時,水體通過磁場時,有機物分子與水分子之間會產生摩擦,這種摩擦會導致溫度升高,對有機物分子產生“燃燒”效應,使得能導致水體污染的有機物含量得到減少,通過上述電場和磁場的作用,可以對水體進行電磁處理,進行水體的消毒和凈化。此外,紫外線和臭氧因為能破壞細菌或病毒中的DNA(脫氧核糖核酸)或RNA(核糖核酸)結構而具有殺菌消毒效果,因此,韓國于2007年、中國于2011年分別將紫外燈以及臭氧發生器引入到水產品存儲容器中,利用其產生的紫外線和臭氧對水體進行高效消毒(公開號KR100926277;公開號CN102986581)。
由此可見,在對運輸水體進行水質調節的過程中,設置專門的過濾部件,其中采用相應的吸附材料,如活性炭等進行吸附處理,利用紫外線進行消毒殺菌或者利用硝化細菌進行生化處理的方式均已經出現,再將處理過的水體再次進行循環利用,可減少水體更換的頻率,上述方式因為取材方便,使用成本以及操作門檻低,有利于進行大規模的實際運用。同時,和增氧設備一樣,水體處理設備預期會逐步與自動控制技術、無線通信技術結合,利用現有的傳感器,實現對各水質指標(如pH、氨氮含量等)的精確探測與反饋,實現對處理設備的自動控制,這種自動化系統將極大的提高實際的鮮活水產品的運輸過程中,對于水體進行處理、凈化的工作效率,有利于降低經濟成本和人工操作的勞動強度。
(3)溫度控制
在水產品的運輸過程中,溫度也是影響水產品存活率,間接提高經濟效益的重要因素。因此在1981年,德國就提出了一種在水產品運輸過程中的溫度控制裝置(公開號DE3265074),即設置一噴嘴,水流通過該噴嘴后會被打散形成水霧,水霧被噴灑到空間中會吸收熱量,以此來達到將容器內的溫度控制在一定范圍內的目的。這種降溫方式使用成本高且工作效率低(需要不斷形成噴霧,降溫效果有限且低溫維持時間不長)。因此,針對上述缺陷,法國于1984年提出利用冷凝機制冷產生低溫的技術方案(公開號FR2572252),這種方式降溫效果明顯,能夠通過改變冷凝機的功率來使溫度達到預期的范圍,且只要冷凝機持續工作,制冷效果就會一直持續,因此,低溫維持時間長,適合長距離、長時間的運輸。但是冷凝機的使用必須要設置特定的安裝空間,且需要持續提供動力使其工作,使用成本較高,在短途運輸中不太適用,因此,美國在1987年又提出一種降溫方式(公開號US4712327),即在容器內設置一內壁結構,這樣內壁與外壁之間形成有填充空間,再向其中填充冷卻物質(如冰塊等),這樣就可以對容器內的水體進行降溫處理,適合于短途運輸。上述幾種溫控方式均需要人工觀察和進行操作,不能實現自動化控制。對此,日本于1992年提出可自動調節溫度的系統(公開號JPH0678648),該系統包括可以對溫度進行探測的方式,一旦水體溫度產生變化,該探測方式可以將這種信息的變化反饋到相應的控制器,由控制器自動控制加熱/降溫設備,實現了自動檢測,自動控溫的目的。進入到2007年,隨著無線通信技術,韓國提出一項新技術(公開號KR100898733),即利用調制解調器(MODEM)與移動終端,如用戶手機實現無線連接,可以實時將運輸容器內的水體溫度等信息傳遞給用戶,使得用戶及時掌握水體溫度信息,并且通過安裝在容器外的操作面板實現對溫度的控制,使得整個系統實現高度的信息化,更加有利于在長距離、長時間的水產品運輸過程中,對于環境溫度進行及時掌握和控制。
由上述內容可以看出,在鮮活水產品運輸的溫度控制設備方面所進行的創新不多,多采用的是冰塊、冷凝機等現有降溫設備,或者加熱器等常規的升溫部件,依照上述1992年日本提出的專利申請,將冷凝機或加熱器等設備與自動控制技術,無線通信技術相聯系,實現自動化、精細化以及小型化的溫度控制,使之適合于長、短途以及各類鮮活水產品的運輸將成為未來發展的主流。
3 結論
通過對上世紀70年代至2014年的全球專利文獻的統計和分析,梳理出了在鮮活水產品運輸領域,對于附屬零部件的發明以及技術改進的發展脈絡,展現了增氧、水體循環和水質調節、溫度控制設備的發展技術路線圖,同時對有代表性的技術方案進行了簡單的介紹,期望可以對鮮活水產品保活運輸中亟待解決的問題提供相應的參考。
[1]李利,江敏,馬允和李曉琴.水產品保活運輸方法綜述[J].安徽農業科學,2009,37(15):7303-7305.
[2]姚國成和關歆.世界水產養殖30年發展分析(下)[J].科學養魚,2013(2):1-3.
[3]關歆和姚國成,世界漁業總產量發展分析[J].世界農業,2013(1):60-63.
S981.1
A
1006-3188(2015)01-0040-07
2015-03-09
吳倩(1986-),男,漢族,研究實習員,現從事動物養殖領域發明專利審查工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00