失效軸承套圈顯微組織變異原因分析
2015-07-26 06:59:52趙燕趙開禮張凱勝徐雷
軸承 2015年12期
趙燕,趙開禮,張凱勝,徐雷
(1.中航工業(yè)哈爾濱軸承有限公司,哈爾濱 150036;2.中國人民解放軍駐哈爾濱軸承集團公司軍事代表室,哈爾濱 150036)
1 概述
某型號大尺寸M50鋼制軸承內(nèi)、外圈直徑分別為133.35,201.725 mm,內(nèi)、外圈寬度分別為35.85,39.4 mm,在使用過程中多次發(fā)生外滾道剝落故障(圖1),該型號軸承工作壽命要求500 h,而發(fā)生故障的軸承工作時間普遍小于100 h。剝落位置均發(fā)生在外圈滾道工作表面,除剝落面積存在差異外,剝落表面整體形貌基本相似,經(jīng)顯微鏡放大觀察,剝落表面均為輾壓和擠壓特征。
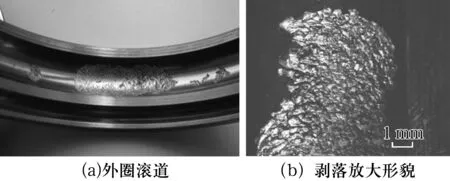
圖1 軸承外滾道剝落形貌
2 檢測與分析
對故障軸承進行了系統(tǒng)的尺寸精度檢測,并對零件冷、熱加工質(zhì)量進行排查,確認故障軸承的尺寸精度滿足要求,滾道表面無磨削燒傷和原始裂紋缺陷,零件硬度和金相組織合格。
2.1 故障軸承顯微組織
分別在故障軸承的剝落區(qū)及非剝落區(qū)截取試樣,顯微鏡下觀察其縱截面,發(fā)現(xiàn)滾道剝落區(qū)和非剝落區(qū)的亞表面均有成片的白色組織,類似蝴蝶形貌(以下簡稱為 “蝶形”組織)。從試樣中可見“蝶形”組織距離滾道表面深度最大可達0.8 mm,長度最長可達0.2 mm,部分組織邊緣上可見細小的微裂紋,裂紋尾部分叉,相比之下 “蝶形”組織在剝落區(qū)域次表面分布較多(圖2)。掃描電鏡下 “蝶形”組織略呈水印形貌(圖3),與基體顏色基本相同,說明“蝶形”組織成分與基體相近,其邊緣有裂紋缺陷。
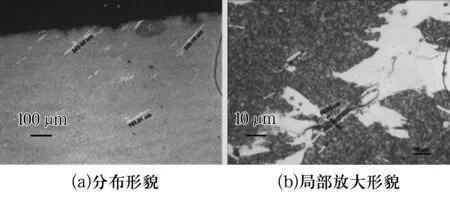
圖2 顯微鏡下白色“蝶形”組織形貌
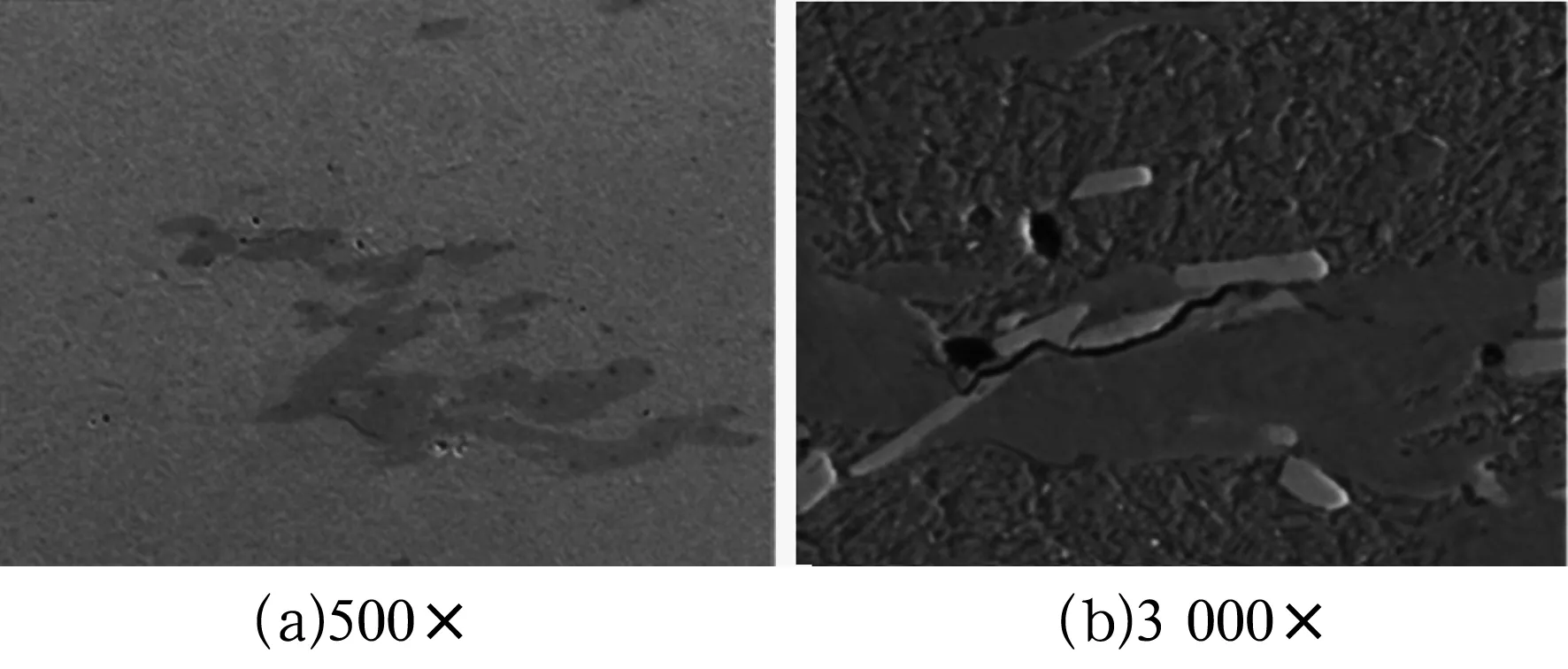
圖3 掃描電鏡下“蝶形”組織形貌
顯微鏡下觀察,試樣心部組織為回火馬氏體+細小均勻分布的碳化物,其熱處理質(zhì)量符合JB/T 2850—2007《滾動軸承 Cr4Mo4V高溫軸承鋼零件熱處理技術(shù)條件》的要求。
2.2 故障軸承微區(qū)成分及顯微硬度
分別對故障軸承中“蝶形”組織和基體進行能譜分析,掃描位置如圖4所示,掃描結(jié)果見表1。由表可知, “蝶形”組織與基體組織元素相同,說明二者成分無明顯差異。
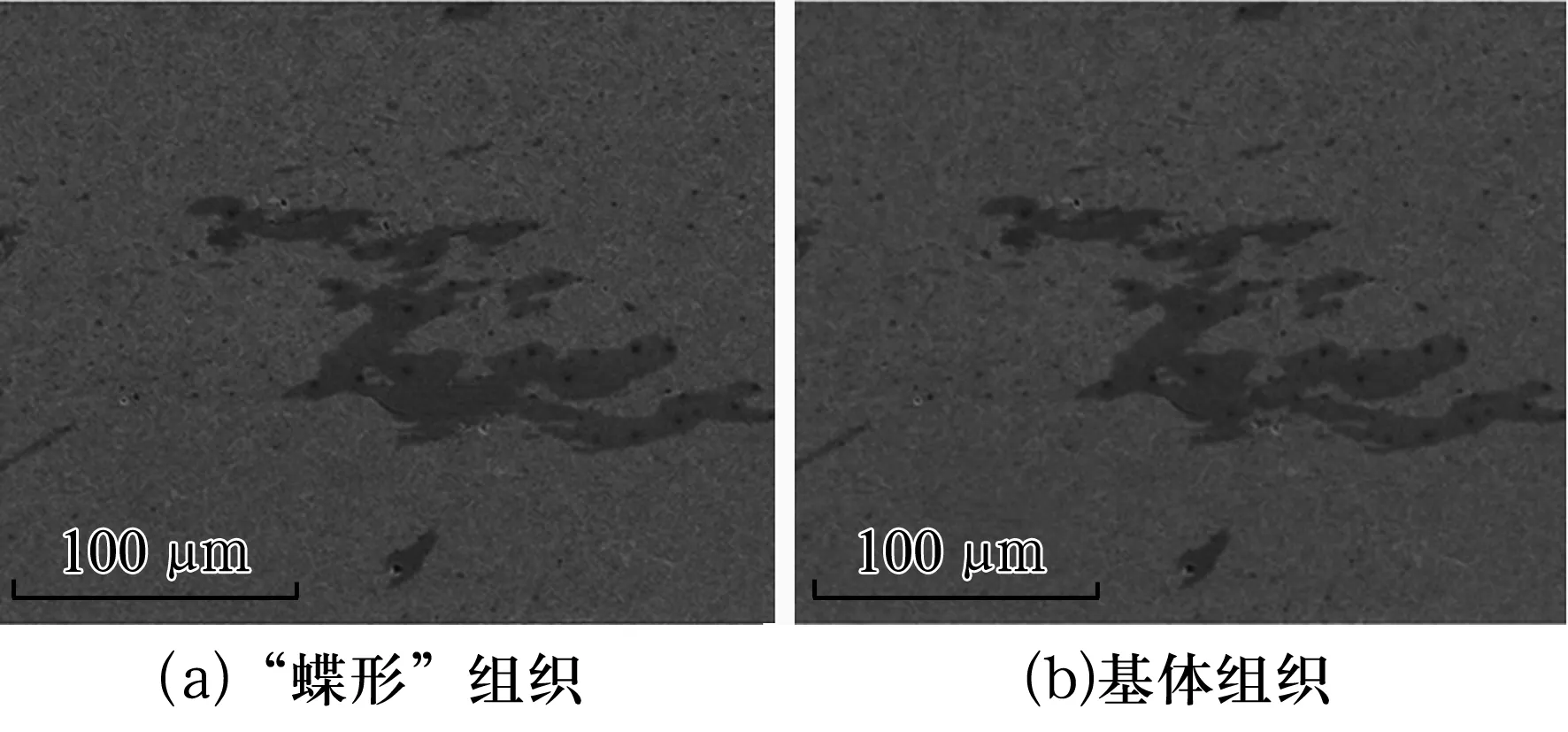
圖4 能譜點掃描位置

表1 組織表面能譜點掃描結(jié)果 w,%
分別選取3處剝落試樣的“蝶形”組織、基體組織進行顯微硬度測試,結(jié)果見表2。由表可知,“蝶形”組織硬度比基體硬度高約150 HV0.1。

表2 “蝶形”組織和基體的維氏硬度 HV0.1
2.3 到壽軸承顯微組織
任取3套使用狀態(tài)良好、未發(fā)生故障的到壽軸承,在顯微鏡下觀察滾道次表面,均未見明顯的白色組織、夾雜及裂紋等缺陷(圖5)。
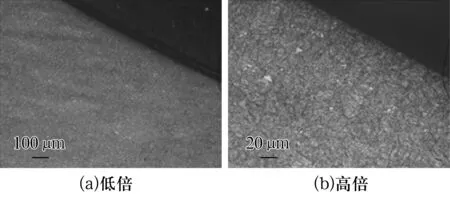
圖5 到壽軸承滾道邊緣組織形貌
3 原因分析
3.1 “蝶形”組織的產(chǎn)生
“蝶形”組織是顯微組織變異形成的白色浸蝕部分[1],通常認為其形成一方面是由于軸承承受的重載作用,致使?jié)L動接觸零件產(chǎn)生顯微組織變異;另一方面,軸承零件存在內(nèi)部缺陷,在交變應(yīng)力的作用下缺陷附近的顯微組織發(fā)生變異[2]。
該型軸承工作過程中需承受軸向載荷30 000 N(短時70 000 N),徑向載荷1 100 N(短時5 500 N),轉(zhuǎn)速13 725 r/min,整體上看,軸承的承載和轉(zhuǎn)速要求較高,但對多套到壽軸承截取試樣觀察,并未發(fā)現(xiàn)試樣滾道次表面有“蝶形”組織和裂紋缺陷,說明該型號軸承的使用性能可滿足工況要求,可排除載荷過大對組織轉(zhuǎn)變的影響,因此,故障軸承“蝶形”組織的產(chǎn)生可能與內(nèi)部缺陷有關(guān)。
采用水浸超聲無損檢測方法,對故障軸承、到壽軸承、廠內(nèi)庫存未使用的成品套圈和鍛件套圈4種狀態(tài)共160多件外圈進行內(nèi)部缺陷檢查,發(fā)現(xiàn)故障軸承外圈滾道次表面均有缺陷, 個別故障軸承在外徑面次表面也有缺陷;此外有25件庫存成品套圈和鍛件分別在外徑面或滾道次表面也存在缺陷,而到壽軸承狀態(tài)均良好。
對以上故障套圈、庫存成品套圈和鍛件3種狀態(tài)套圈的缺陷位置進行耦合,發(fā)現(xiàn)缺陷主要分布在外徑表面下約2.4~6.4 mm和滾道次表面,其中也有部分套圈缺陷位于滾道承力側(cè)附近(圖6)。
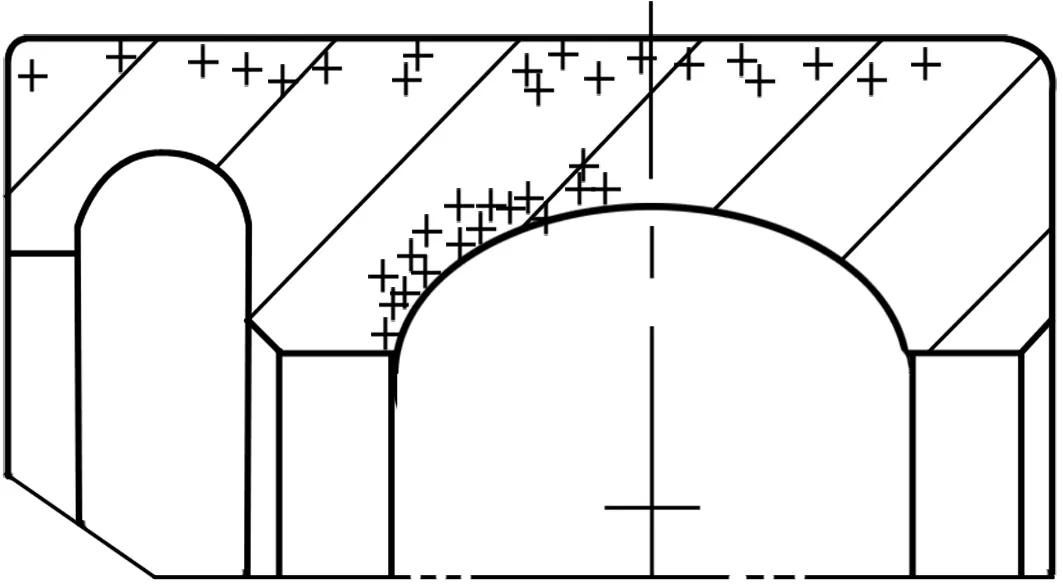
圖6 水浸超聲檢測缺陷集中位置
在存在缺陷的鍛件套圈中,抽取信號幅度較大的鍛件,在信號顯現(xiàn)部位切取金相試塊,經(jīng)磨拋后在光學(xué)顯微鏡和掃描電鏡上觀察,未發(fā)現(xiàn)“蝶形”組織,但在缺陷顯現(xiàn)部位發(fā)現(xiàn)了裂紋缺陷,其形貌如圖7所示。對缺陷進行能譜分析,未發(fā)現(xiàn)除基體以外的其他元素存在,且每個缺陷均有深度,說明這些缺陷屬于基體,從缺陷所處的位置、形態(tài)及金相組織形貌等綜合分析認為,該缺陷是鍛造缺陷,屬鍛造內(nèi)裂。
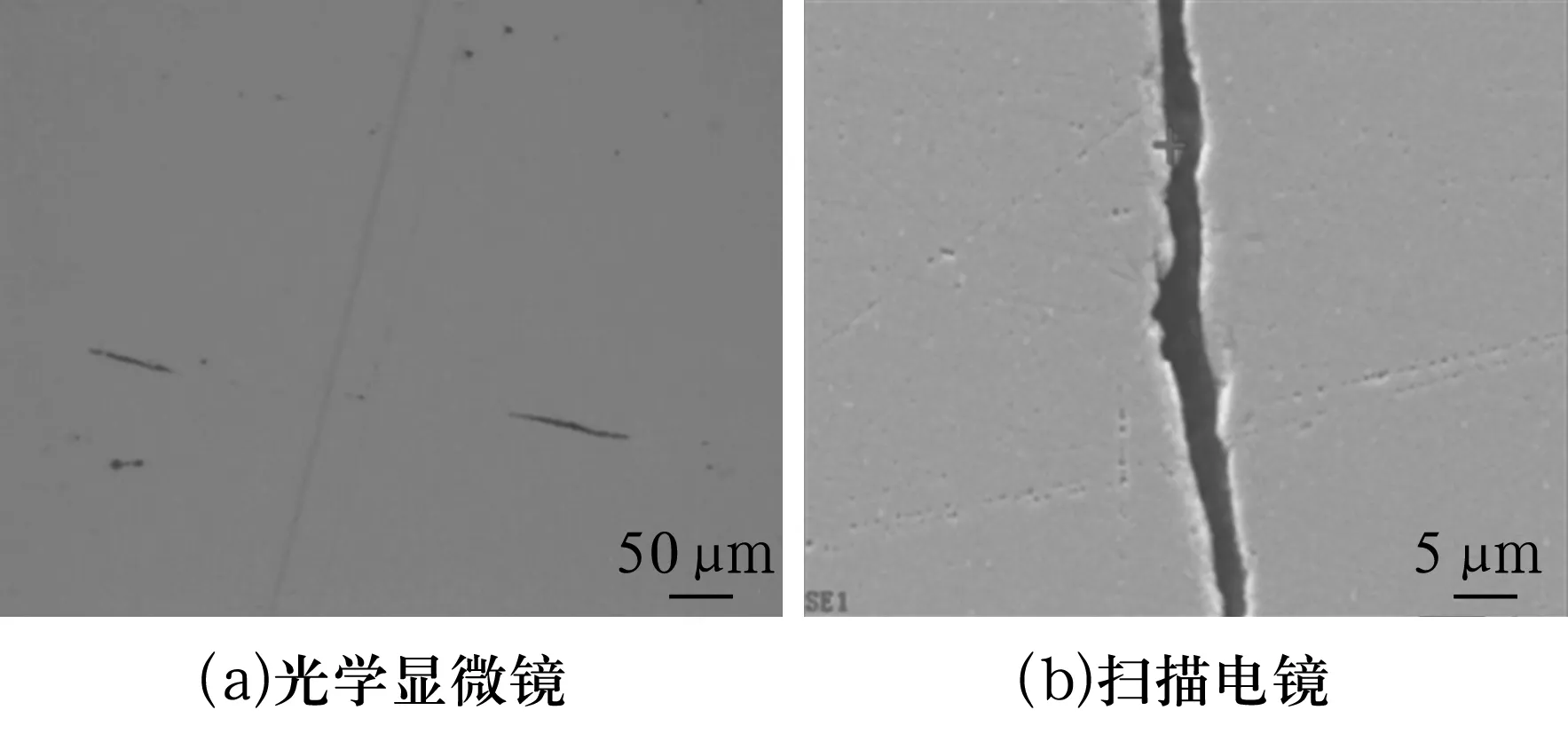
圖7 裂紋缺陷形貌
多件鍛件套圈的缺陷與故障軸承缺陷相似,結(jié)合到壽軸承均未見“蝶形”組織和裂紋缺陷,說明“蝶形”組織的形成與其存在內(nèi)部缺陷有關(guān),是軸承在交變應(yīng)力的作用下,滾道次表面缺陷附近的顯微組織發(fā)生變異引起的,這也是 “蝶形”組織與基體組織成分無明顯差異的原因。
3.2 裂紋缺陷的產(chǎn)生原因
通過對軸承的原材料和套圈生產(chǎn)加工過程的排查,發(fā)現(xiàn)軸承內(nèi)部裂紋缺陷是在鍛造加工過程中形成的。
軸承外圈是將φ80 mm×103.7 mm的料段在鍛造溫度下經(jīng)鐓粗、復(fù)合擠壓沖孔、去沖孔連皮、輾擴等工序加工,最終形成外徑φ206 mm、寬44.5 mm的環(huán)形鍛件,鍛造工藝流程示意圖如圖8~圖10所示。

圖8 鍛造工藝流程示意圖
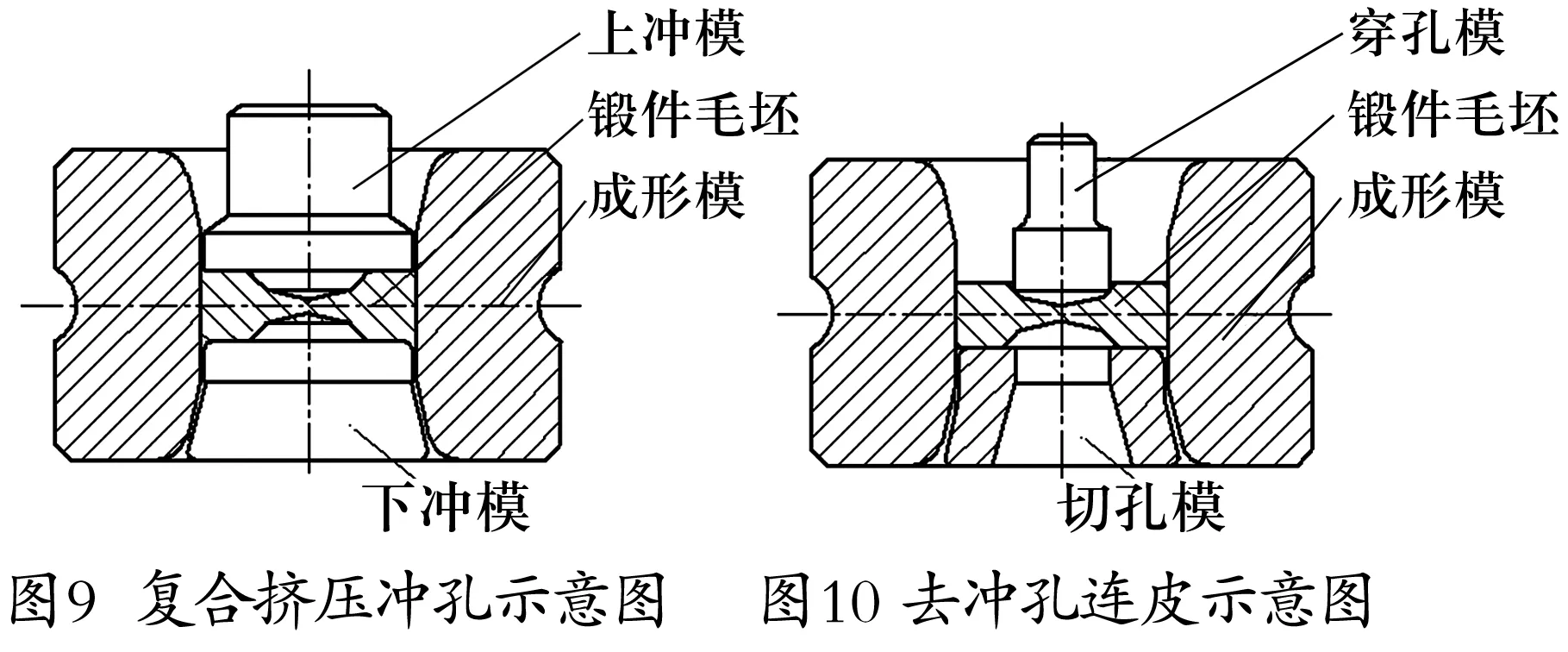
在鍛造加工過程中,因復(fù)合擠壓沖孔和去沖孔連皮孔工序用的成形模和輾擴工序用的輾擴輪均未進行預(yù)熱(為20 ℃左右的室溫狀態(tài)),而料段溫度為1 000 ℃左右,最先加工的料段因其外表面與室溫下的模具或輾擴輪接觸而使外表面快速降溫,使其表面與心部材料出現(xiàn)較大溫差,導(dǎo)致其金屬流動和變形速度不一致,形成較大的內(nèi)應(yīng)力,并在次表面產(chǎn)生內(nèi)部缺陷;另外,鍛件在輾擴過程中,當(dāng)心部與表面的溫差達到一定程度時,在輾擴力和輾擴速度等外部因素的共同作用下,當(dāng)表面和次表面的剪切應(yīng)力大于材料的抗拉強度時,也會導(dǎo)致內(nèi)部產(chǎn)生裂紋缺陷。
4 機理分析
綜上所述,套圈存在鍛造缺陷是導(dǎo)致其次表面顯微組織發(fā)生變異,形成“蝶形”組織的直接原因。
因軸承的運轉(zhuǎn)速度和工作載荷極高,工作過程中,滾道在高應(yīng)力循環(huán)滾動接觸作用下,次表面缺陷附近的材料發(fā)生彈性變形,滾動體離開此部位后彈性變形恢復(fù),滾道次表面下的缺陷部位由變形到恢復(fù)的頻繁變化在缺陷邊緣產(chǎn)生大量形變熱,并向周圍擴散,形成類似“蝶形”的熱影響區(qū),使該區(qū)域材料的顯微組織發(fā)生變異,形成“蝶形”組織。因其硬度略高于基體組織,在交變載荷作用下,缺陷沿著“蝶形”組織的邊緣產(chǎn)生擴展,且兩者之間相互促進發(fā)展,隨著工作時間的加長最終在滾道表面產(chǎn)生疲勞剝落。
因變異后的“蝶形”組織一般很難浸蝕,所以在光學(xué)顯微鏡下呈白色;但因其成分與基體元素相同,所以在掃描電鏡下二者顏色相近。
5 改進措施
為避免類似故障的重復(fù)發(fā)生,保證軸承的使用性能和可靠性,對軸承的鍛造加工和缺陷控制采取以下措施:
1)提高套圈鍛件加工質(zhì)量,優(yōu)化鍛造工藝,對模具和輾擴輪進行有效預(yù)熱,合理確定沖孔連皮位置、尺寸及去除方法,并嚴格控制鍛造溫度,避免鍛造缺陷的產(chǎn)生。
2)對套圈鍛件開展水浸超聲無損檢測,有效剔除存在內(nèi)部缺陷的鍛件。
通過驗證和外場使用,確認改進措施有效,避免了鍛造缺陷的產(chǎn)生,同時,該措施已推廣應(yīng)用于多個重點型號大尺寸M50鋼軸承的工藝控制過程中,有效地提高了軸承鍛件的加工質(zhì)量,保證了軸承的性能滿足可靠性要求。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
