橡膠注射成型模具的設計
2015-07-29 06:53:28呂曉東吝偉偉
橡膠科技 2015年11期
關鍵詞:工藝
呂曉東,吝偉偉,葛 旋
(山東科技大學先進制造技術研究中心,山東 青島 266590)
隨著科學技術的進步,對橡膠制品質量、產量和生產效率提出了更高的要求。橡膠制品的主要成型技術有模壓成型技術、傳遞成型技術、纏貼成型技術和注射成型技術,其中注射成型技術采用自動進料、自動控制計時、自動出模的工藝方法,大幅提高了橡膠制品的生產效率,同時生產的橡膠制品飛邊少、質量高,是橡膠制品的主流生產技術。
橡膠注射成型模具作為注射成型設備的關鍵配件,其設計十分重要。現將橡膠注射成型模具的設計要點介紹如下。
1 橡膠注射成型設備及工藝
1.1 設備
橡膠注射成型設備有柱塞式注射成型機、螺桿式注射成型機和螺桿-柱塞式注射成型機,這3種注射成型機均采用兩步(膠料塑化和注射)法技術。目前,青島科技大學對兩步法注射成型技術進行了改進,提出了膠料塑化和注射同步進行的方法,并研制出一步法注射成型機,其成型方法是膠料塑化、定量、注射同步完成。
在注射成型模具設計時首先分析注射成型機的結構、功能、工藝參數及脫模裝置,這是確定模具注射形式、模具分型面、開模順序和脫模方式等的前提條件。
1.2 工藝
橡膠注射成型新工藝主要有:抽真空注射成型工藝、冷流道注射成型工藝和氣體輔助注射成型工藝[1]。
抽真空注射成型工藝是在合模后啟動真空系統,將模腔內氣體抽出,3~5 s后模腔的真空度達到設定值,真空泵自動關閉,然后再進行膠料注射。抽真空注射成型工藝用于高精度橡膠制品和形狀復雜橡膠制品的制備。
這是因為形狀復雜的模具采用排氣槽和分型面來排氣,很難將模腔內氣體排凈,從而導致橡膠制品質量缺陷。另外,抽真空注射成型工藝制備的橡膠制品不需要修整飛邊,生產效率提高。
冷流道注射成型工藝是將停留在主流道和分流道中的膠料控制在硫化溫度以下,脫模時只脫出橡膠制品,流道中的膠料仍保留在流道中,下次注射時再將流道中的這些膠料注入模腔。這種注射成型方法不僅減少了原材料浪費和節省了能源,而且制品脫模時不帶流道廢料,同時減小了開模距離和縮短了成型周期。
氣體輔助注射成型工藝可將氣體壓力均勻地施加于膠料上,從而補償膠料冷卻時所產生的收縮,避免橡膠制品凹坑和縮痕等缺陷。這種工藝尤其適用于中空橡膠制品成型。該工藝注射膠料不完全充滿模腔,膠料充模壓力很小;輔助注射氣體為非粘性,可有效地傳遞壓力,氣體注射壓力和鎖模力小,可降低能耗和設備制作成本。
2 注射成型模具設計
橡膠注射成型模具根據注射成型機工藝條件和橡膠制品結構、特性和使用要求設計,設計原則[2]為:(1)確定注射成型機性能和工藝參數;(2)確定膠料收縮率和性能;(3)選定橡膠制品分型面、撕邊槽和余膠槽;(4)模具結構合理、定位可靠、模腔數量適當、便于加工和使用;(5)模具材料強度和剛度足夠,模具外形尺寸和質量盡量小。
2.1 模具注射參數以及鎖模力
模具大小主要取決于注射成型機規格,橡膠制品成型所需的注射量應小于注射成型機的最大注射量[3],即:
式中,M為橡膠制品成型時所需的注射量,g或cm3;G為注射成型機的最大注射量,g或cm3;n為模腔數量;M1為每個橡膠制品的質量或體積,g或cm3;M2為澆注系統中容納的膠料質量或體積,g或cm3。
鎖模力是指注射成型機合模機構對模具所能施加的最大夾緊力,是為抵抗膠料充入模具時所產生的漲模力所設定的。設計鎖模力有2個重要因素即產品投影面積(沿模具開合方向所能看到的最大面積)和模腔壓力[4]。鎖模力計算式為:

式中,F為鎖模力,t;S為產品投影面積(包括流道面積),cm2;P為模腔壓力,MPa;K為安全因數,一般取1~1.6。
2.2 模腔數量及排列
模型腔數量主要根據以下因素確定:(1)橡膠制品質量與注射機注射量,模具型腔總容量不超過注射成型機最大注射量的80%;(2)橡膠制品投影面積與注射成型機鎖模力;(3)模具外形尺寸與注射成型機安裝模具的有效面積(或注射機拉桿內間距);(4)橡膠制品尺寸精度;(5)橡膠制品有無側抽芯及其處理方法;(6)橡膠制品產量;(7)經濟效益(每模產值)。這些因素是互相制約的,因此在確定模腔數量時,必須全面協調,保證滿足主要條件。
模具模腔排列分為等距排列和不等距排列,但遵循優先選擇等距排列的原則,這樣膠料流入各個模腔的距離相等,產品的密度比較均勻[5]。同時,按模腔距注澆嘴由近到遠,注澆道及注澆口尺寸由小變到大,且盡量使膠料注入各模腔的時間相同。圖1為模腔的2種簡單等距排列示意。
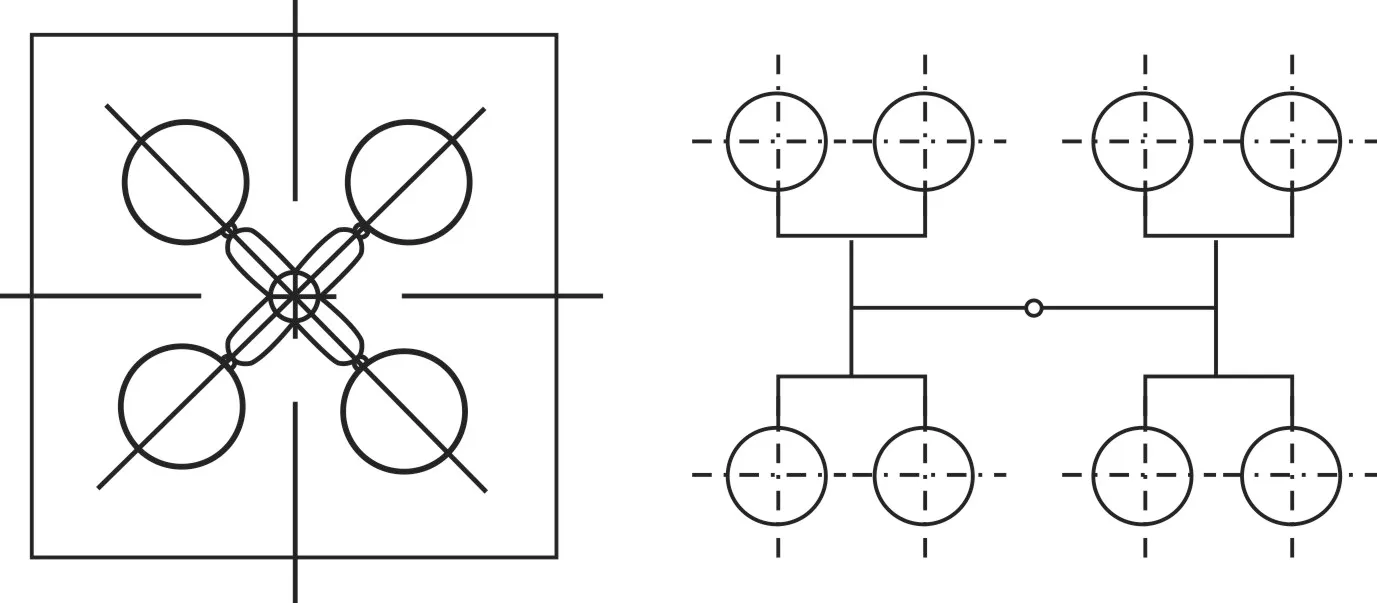
圖1 模腔的2種等距排列示意
2.3 分型面
模具分型面直接影響橡膠制品的外觀質量和尺寸精度、模具的加工制造難度和操作性能等各個方面,所以分型面設計是否合理是衡量模具結構優劣的重要標志之一。模具分型面的設計必須考慮橡膠制品的工作面、高度、外觀和脫模等因素。
注射成型模具分型面設計原則[6]為:(1)分型面盡可能避開橡膠制品工作面(如圖2所示);(2)在保證橡膠制品質量和注射成型機工藝要求的情況下,分型面越少越好;(3)避免分型面部位模具高度和型腔深度過大(如圖3所示);(4)盡量采用平面、組合階梯面、錐面等易加工和制作的分型面。
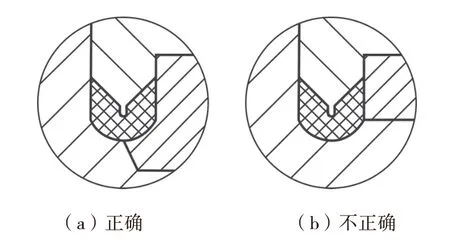
圖2 模具分型面位置
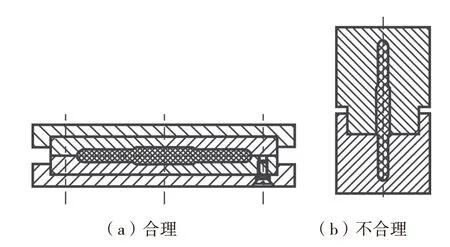
圖3 模具分型面布局
2.4 澆注系統
注射成型模具澆注系統主要是由主澆道、分澆道和澆口3部分組成。
注射成型模具主澆道中心線和注射成型機噴嘴中心線重合,垂直于分型面,在主澆道中膠料流動方向不變。主澆道的形狀一般選擇上小下大的圓錐形(錐角2°~6°),內壁表面粗糙度Ra小于0.8以下,這樣有利于主澆道中膠料(凝料)隨橡膠制品及分澆道的膠料一起拔出。注射成型機噴嘴頭面一般為球面和錐面。注射成型機噴嘴頭面為球面時,其半徑與其相接觸的主澆道始端球面半徑相同或者前者小于后者1~2 mm;為錐面時,要求兩面緊密吻合。由于注射成型模具造價相對較高,要求使用壽命長,而主澆道與注射成型機噴嘴反復接觸和碰撞,容易受損,因此一般將主澆道和模板設計成兩部分,方便更換。此外,主澆道應盡量短,以縮短膠料注射時間,降低膠料消耗和壓力,減少熱量損失[7]。常用的澆道截面形狀有圓形、半圓形和梯形等。為使膠料流動效果最好,要求膠料的流動率包括流經澆道的流動率最大,澆道截面最好為圓形,其次是梯形[8]。
分澆道是將主澆道的膠料沿分型面引入各型腔,單腔注射成型模具無分澆道。膠料通過分澆道時應盡快流到型腔,分澆道阻力越小越好。因此,分澆道的直徑較大和長度較小,但分澆道的直徑不宜過大,否則會導致膠料浪費。從進料口到主澆道的分澆道深度一般從0.8 mm過渡到4 mm,分澆道的投影形如圖4所示。
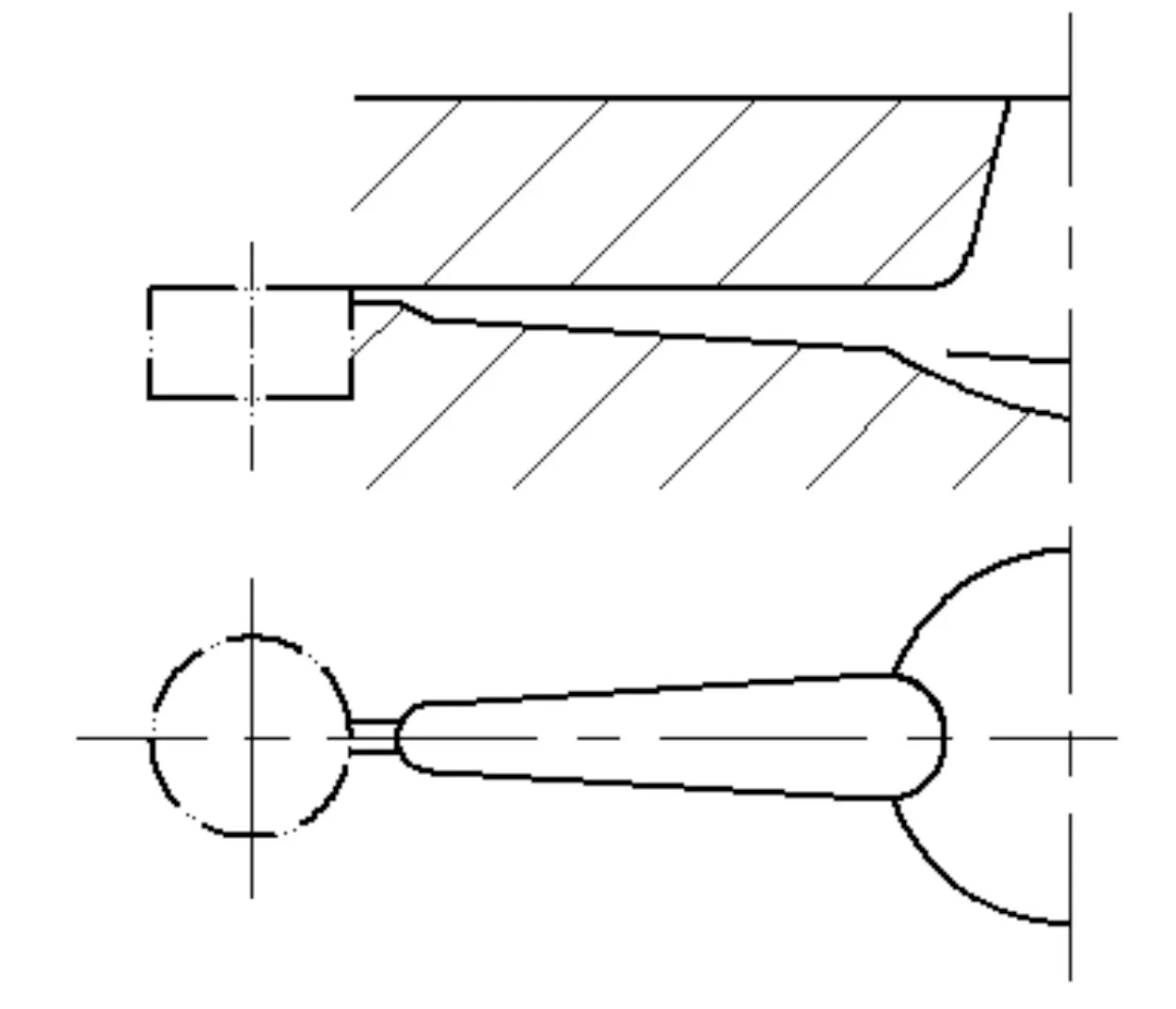
圖4 分澆道投影示意
分澆道布局與模具型腔布局密切相關。為使膠料均衡地同時流入各個型腔,一般采用分澆道長度、形狀和斷面尺寸對應相等的均衡式結構。
澆口應在橡膠制品容許殘留澆口痕跡之處,不損害橡膠制品性能。澆口形態對膠料流動的壓力損失較小,避免或減少紊流,防止橡膠制品出現流痕或將其流痕減到最小。澆口的形式有直接澆口、側澆口、盤式澆口、點澆口等。澆口應盡量小并易于制品脫模,放在制品最厚部位,保證產品外觀質量。
3 常見問題及解決方案
低粘度膠料制品易出現變形、氣孔、裂紋、邊部卷入模具等問題,原因是注射時間過長[9]。針對此問題,對模具結構進行改進,盡可能縮短主澆道和分澆道,同時分澆道的直徑應盡可能大。此外,清理模具的死角和邊角,合理開設氣孔。
4 結論
橡膠注射成型技術主要用于橡膠制品批量化生產,注射成型模具的設計應從結構和尺寸、模腔數量和排列方式、分型面位置多方面考慮,以實現高效率地生產高質量、低成本的橡膠制品,充分發揮橡膠注射成型技術的優勢。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52