典型殼體零件加工工藝及夾具設計
2015-07-31 12:41:46李婷
廣東教育·職教版 2015年6期
李婷
摘要:本文主要介紹殼體零件的數控加工中夾具裝夾設計及加工工藝分析,闡述保證零件位置公差的關鍵問題和裝夾零件時的注意事項。
關鍵詞:殼體零件;裝夾設計;加工工藝
中圖分類號:G712 文獻標識碼:A 文章編號:1005-1422(2015)06-0089-02
在機械加工中,由機床、夾具、刀具與被加工工件一起構成了這一加工過程的一個整體,這一整體稱為機械加工工藝系統(tǒng)。因而,分析機械加工精度的過程,也就是分析這一工藝系統(tǒng)在各種不同的工作條件下以各種不同方式反映工件的加工誤差,而機床、夾具又是這一工藝系統(tǒng)的重要組成部分,復雜的零件常用數控加工以達到其各種技術要求,在加工零件之前必須進行工藝規(guī)劃分析和設計,目的是希望得到使用數控機床后的最佳工藝制造流程,最大限度地提高生產效率。
對于殼體零件,采用數控加工,可有效提高零件質量,安裝容易,改善傳動性能,延長產品使用壽命,以下圖典型零件為例介紹殼體零件的加工過程中的部分工藝。
一、殼體零件的技術要求分析
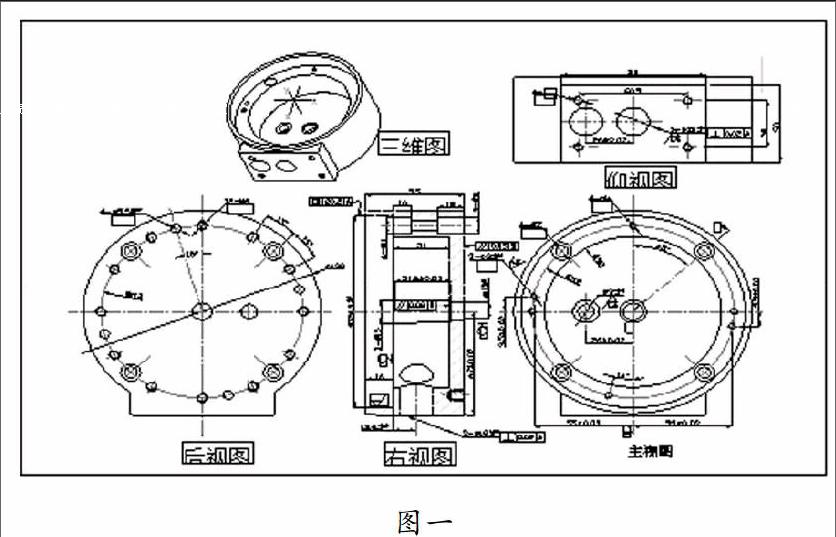
(1)如圖一所示零件,要確保主視圖位置公差26±0.02、55±0.02、9.5±0.02,主視圖B面與¢15沉孔平面距離31.6±0.02,平行度0.02符合圖紙要求。
(2)右視圖¢18+0.02孔與¢11+0.02軸承孔有垂直度要求,所以二次裝夾所用基準要保持相互垂直關系。
(3)右視圖平面與¢11+0.02軸承孔中心有67±0.02位置公差要求。
(4)后視圖孔位置與主視圖孔位置有同位度要求。
二、在安排工藝流程中主要考慮的因素
(1) 選擇最短的加工工藝流程。
(2) 盡量發(fā)揮機床的各種工藝特點,追求最大限度地發(fā)揮數控機床的綜合加工能力特長(多工序集中的工藝特點),應在生產流程中配置最少的機床數量、最少的工藝裝備和夾具。
(3)工序集中與工藝加工漸精原則的矛盾。
(4) 在對典型工件族工藝流程的安排中,應妥善安排各臺機床和生產線的手工調整和檢測等工作,即人工干預的影響。
三、關鍵裝夾工具的解決方案
夾具的作用是使工件相對于機床和刀具具有一個正確的安裝位置,因此,夾具的制造誤差對工件的加工精度影響很大。一是基準不重合誤差,在零件圖上確定某一表面尺寸、形狀、位置所依據的基準稱為設計基準。在工序圖上用來確定本工序所加工表面加工后的尺寸、形狀、位置所依據的基準稱為工序基準。在機床上對工件進行加工時,須選擇工件上若干幾何要素作為加工時的定位基準,如果所選用的定位基準與設計基準不重合,就會產生基準不重合誤差。二是定位副制造不準確產生的誤差,夾具上的定位元件不可能按基本尺寸制造得絕對準確,其實際尺寸(或位置)都允許在規(guī)定的公差范圍內變動。
加工此零件,首先要解決裝夾問題,這是加工的前題和準備工作,必須要做好,也就是要制作一套工裝夾具,是用來確保¢18+0.02孔與各位置公差達到圖紙要求,下面對夾具進行設計。
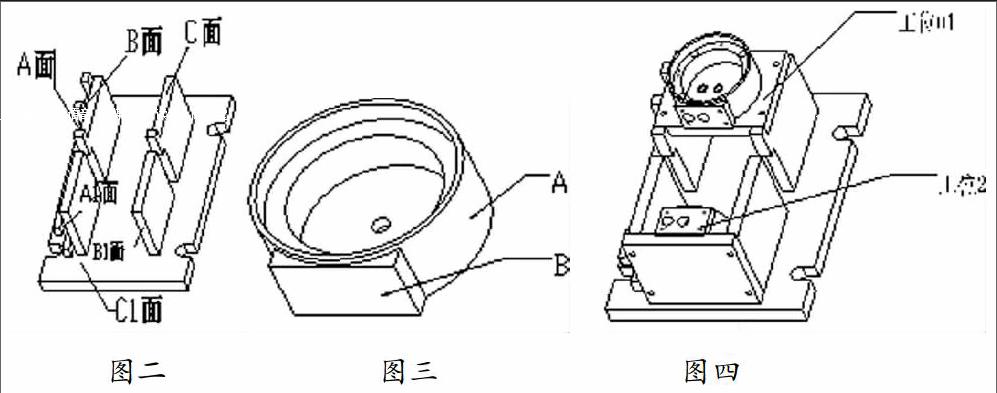
夾具如圖二所示(已省略安裝螺絲及零件壓緊螺絲),在夾具上設置了兩個工位01和02,工位01的定位基準為圖示的A、B、C三個平面,三平面于空間構成工位01的坐標標系。此工位的作用:一是用于加工主視圖上螺孔,軸承孔,定位孔,通孔和臺階,二是用于加工后視圖上的螺孔,定位及沉孔,工位02的定位基準是圖示的A1、B1、C1三個平面,同樣此平面于空間亦構成工位02的坐標系,其作用是用于加工上視圖尺寸¢18+0.02孔,M5螺紋孔,平面到¢11+0.02軸承孔中心距離67±0.02,此夾具的制造關鍵在于保證兩坐標系的平行與垂直關系,夾具制造完后,須經嚴格檢驗,方向投入生產加工使用。
四、主要加工工藝規(guī)劃
(1)利用普通車床和普通銑床分別加工圖三所示的件A和B,并組裝成圖三所示的毛壞。其中外圓¢132.mm車至尺寸,內圓為¢98. mm車至尺寸,殼體高度為55.3mm(圖紙要求是55mm,留0.3mm余量),內圓¢125. mm臺階深16.3mm (圖紙要求¢124.5+0.3+0.0,深度16. mm,分別留0.5 mm和0.3 mm余量),¢11+0.02孔在車床鉆孔至¢10,此孔未精加工之前作為加工4個¢11工藝沉孔時壓緊零件用。67±0.02尺寸留1-2mm余量。
(2)加工主視圖所需尺寸,在機床上校正夾具的坐標方向并壓緊夾具,把模板放置在01工位上壓緊,再把殼體放置于模板上,以殼體外圓¢132 mm和鑲件80mm尺寸定位工件,用一支M10內六角螺絲穿過殼體¢10通孔壓緊零件(見圖四),找出內圓¢125. mm中心為加工零點值X1Y1,并把其輸入到數控機床內,首先加工4個¢11工藝沉孔,加工¢7通孔時,由于孔較深,為防止鉆頭拆斷,必須采用G83啄鉆方式。加工完4個¢11工藝沉孔后,用4支M6內六角螺絲穿過¢11沉孔壓緊零件,拆去原先M10壓緊螺絲。用中心鉆分別定位M4螺紋孔,¢3+0.02孔¢9+0.02孔,中心鉆選用英寸中心鉆,選用該中心鉆的特點是,定位孔時通過深度控制,一次把定位和孔口倒角加工完,減少孔口倒角工序。M4螺紋孔按鉆底孔¢3.3后用M4絲攻攻牙,¢3+0.02¢9+0.02孔分別采用鉆孔、粗鏜、精鏜,¢11+0.02孔已有¢10底孔,采用粗鏜、精鏜。粗鏜時單邊留0.15余量精鏜,這樣既可保證加工精度,亦能充分發(fā)揮加工中心的高效率性,在加工過程中,為防止鋁屑粘刀,提高加工表面粗糙度,必須加冷卻液,具體的切削參數,粗鏜主軸1500r/m,進給速度50mm/m,精鏜主軸轉速2000 r/m,進給速度40 mm/m,完成孔的加工后,精銑B面與¢15沉孔平面,B面只有0.3 mm余量,采用¢20平刀一次精銑到尺寸,為避免在B面上留下進退刀痕跡,必須采用切線進退刀方式,切削參數主軸轉速S1000 r/m,進給速度為200 mm/m,¢15沉孔平面加工采用¢8平刀一次精加工到尺寸,進刀和退刀也采用切線進刀和退刀方式,加工程式見附表程式0001。完成主視圖所需加工尺寸后,利用加工中心Y方向讀數測量出67±0.02的實際距離,計算出加工余量,為在02工件加工67±0.02作準備,測量方法是用¢10零位棒,在01工位的加工零點,也是¢11+0.02孔的中心Y向讀數為零,再移動Y向工作臺,使零位棒接觸67±0.02側面,Y向讀數會顯示實際距離,這樣的測量方法只需用于首件加工,以后加工就不需要。
(3) 上視圖尺寸的加工,把零件與模板構成的整體從工位01移置于工位02上(見圖四),壓緊后,X方向加工零點與01工位數值相同,Y方向加工零點定在¢18+0.02孔中心上。首先用¢16平刀粗銑67±0.02尺寸,加工時根據在01工位測量出67±0.02余量是多少,留0.3 mm余量精銑,粗銑完后用中心鉆定位¢18+0.02孔和M5螺紋孔,M5螺紋孔的加工按鉆底孔¢4.2后用M5絲攻攻牙,¢18+0.02孔的加工過程,分別采用¢12鉆頭鉆孔,¢16平刀擴孔,¢17.7鏜刀粗鏜,¢18鏜刀精鏜,要注意的是,由于¢18+0.02孔較深,鉆孔必須采用G83啄鉆方式,以方便鋁屑排出而防止鉆頭拆斷。鏜孔時,要采用剛性好的鏜刀,鏜孔完后用¢16平刀精銑67±0.02到尺寸。
(4)最后加工后視圖面各孔,從02工位拆下模板和零件,把模板重新裝夾在01工位上,用殼體外圓¢132和¢9+0.02孔定位后壓緊。加工零點和主視圖加工零點數值相同,首先用中心鉆定位M6螺紋孔,¢5.5+0.02孔,¢11沉孔已加工¢7通孔,直接用¢11平刀擴孔,M6螺紋孔的加工按鉆底孔¢5.1后用M6絲攻攻牙,¢5.5+0.02孔按鉆底孔¢5.1后用¢5.5鏜刀精鏜到尺寸。
參考文獻:
[1]漆向軍.車工工藝與技能訓練[M].北京:人民郵電出版社,2009.
[2]譚雪松.數控加工技術[M].北京:人民郵電出版社,2009.
[3]于作功.數控銑床和加工中心編程與操作[M].北京:人民郵電出版社,2009.
責任編輯 賴俊辰