1#復合壓出線φ200供膠皮帶控制系統改造
2015-08-16 08:52:58周璐
橡塑技術與裝備 2015年3期
周璐
(廣州市華南橡膠輪胎有限公司,廣東 廣州 511400)
1#復合壓出線φ200供膠皮帶控制系統改造
周璐
(廣州市華南橡膠輪胎有限公司,廣東 廣州 511400)

原有1#復合壓出線多處用到SEW直流電機,現在難以買到備件,為此將Φ200原SEW直流電機改為交流變頻電機,將MENTORⅡ直流驅動器改為MITSUBISHI交流變頻器。硬件上只是改變了電機和驅動裝置,軟件上更改了一段程序。改造后達到良好的效果,降低了成本。
復合壓出;控制系統;變頻器;直流電機;交流電機;矢量控制
1#復合壓出生產線是我公司最早引進的部件生產線,生產廠商為西德的TROESTER。該生產線至今已經有將近20年的歷史,很多電氣部件難于買到備件,其中整條線上多處用到SEW直流電機,使用過程中,如果壞一臺電機,便無備件更換,因此會嚴重影響生產。
1 現控制系統與原控制系統比較
1.1 原控制系統簡介
1#復合壓出線的控制系統采用西門子S7-318 PLC進行控制,應用PROFIBUS網絡進行PLC與各遠程I/O站之間的通訊。供膠皮帶傳動部分使用MENTORⅡ直流驅動器驅動SEW直流電機。驅動器通過直流電機的測速電機反饋回的電壓信號以保證直流電機速度的穩定性,直流電機的速度控制是全線主速度再結合供膠皮帶頂端的浮輥動作輸出的模擬量信號,通過遠程模擬量模塊傳到PLC,PLC結合全線的速度進行PID運算后,傳一個模擬量信號到驅動器實現電機的速度控制。原控制系統控制線路圖如圖1。
1.2 改造后控制系統與原控制系統比較
傳動部分:將原SEW直流電機改為2.2 kW交流電機,同時將MENTORⅡ直流驅動器改為MITSUBISHI的E500系列的交流變頻器。
控制部分:原控制系統為模擬量0~+/-10 V輸出控制直流驅動器的模擬量調速端,通過反模擬量信號的極性,來控制電機的正反轉;現控制系統則為模擬量0~10 V來控制變頻器的頻率,從而控制電機的旋轉速度,電機的正反轉則是通過數字量信號來控制的,同時還修改了PLC的程序,對變頻器進行控制。
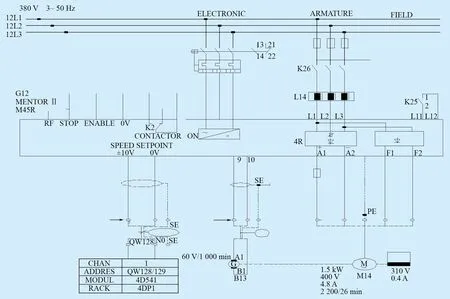
圖1 原控制系統控制線路圖
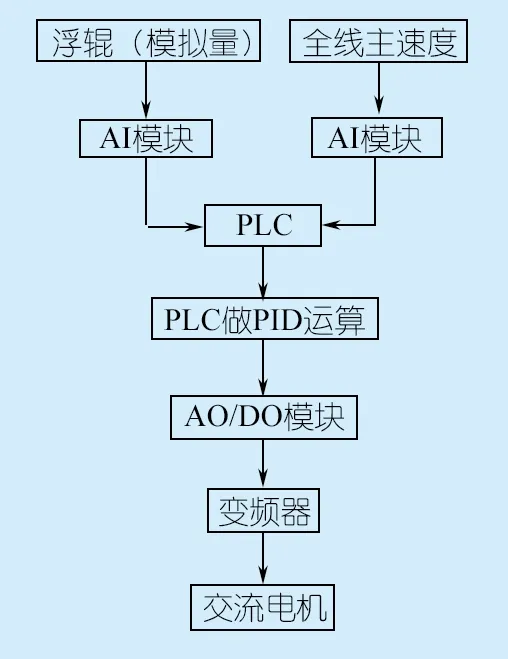
圖2 改造后的控制系統的硬件配置
2 改造后控制系統的組成
2.1 硬件配置
改造后的控制系統的硬件配置如圖2。
當浮輥動作,則產生一個模擬量信號,該信號傳遞給遠程AI模塊,再通過Profibus網絡傳遞給PLC,PLC結合全線傳過來的主速度進行PID運算,然后通過AO模塊輸出一個模擬量給變頻器作為頻率設定,通過DO 模塊輸出一個數字量信號給變頻器控制電機的正反轉。當變頻器接收到信號后,將控制電機動作,電機動作又會導致浮輥動作,從而形成了一個負反饋控制系統。
改造后控制系統的控制線路圖如圖3。
從圖3中我們便可以清楚的看到,經過改造后的系統接線簡便,便于查找故障。原系統是通過PLC的模擬量輸出模塊給出一個0~10 V的模擬量信號,用來設定驅動器給直流電機的速度,電機的正反轉是通過反模擬量給定來調節的。改造后的系統是通過PLC的模擬量輸出模塊給出一個0~10 V的模擬量信號用來設定變頻器的頻率,從而調節交流電機的速度,電機的正反轉則是通過PLC給定的數字量信號進行選擇的,從而改變了原系統的控制方法。
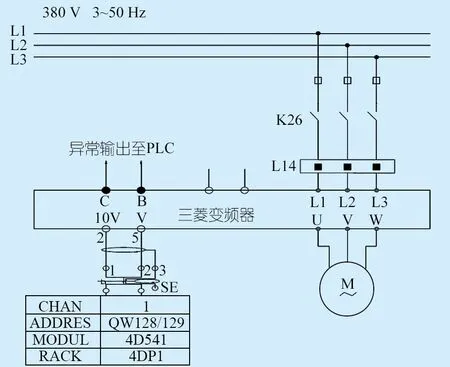
圖3 控制系統的控制線路圖
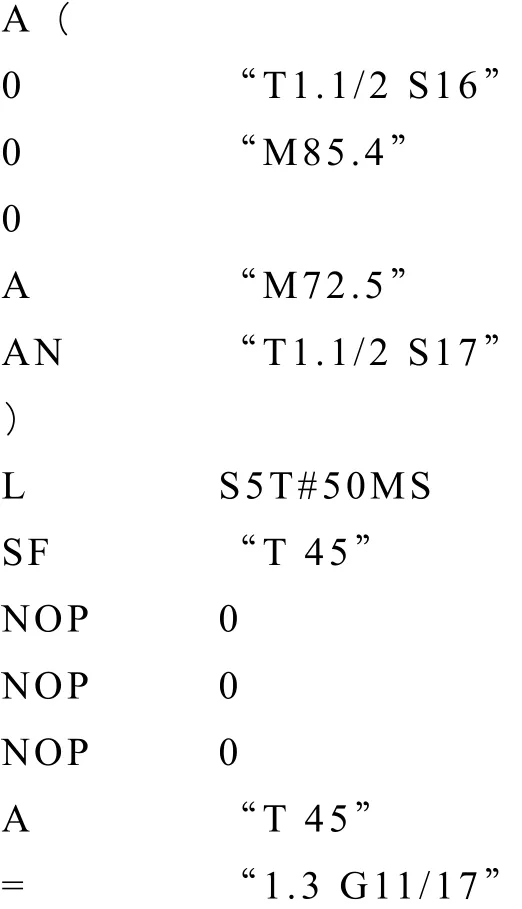
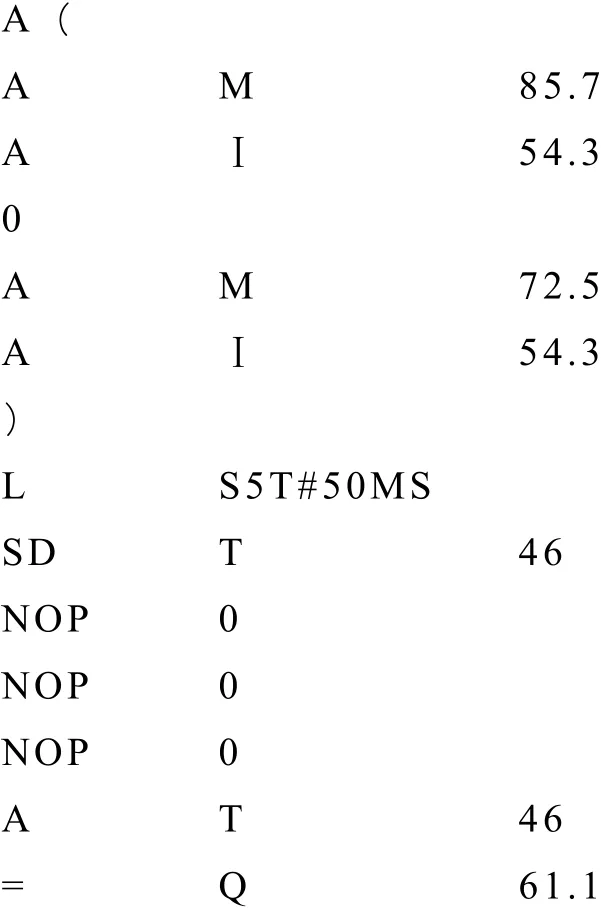
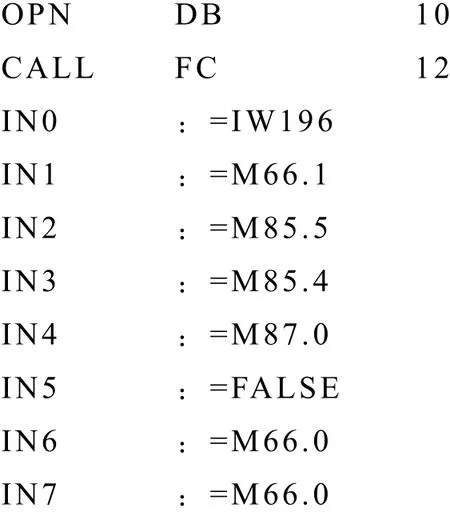
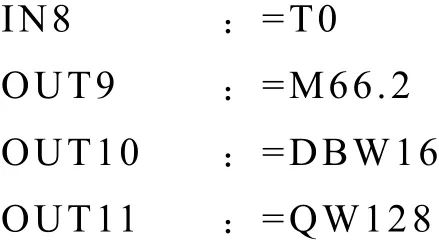
2.2 軟件編程
在FC46功能塊中更改的程序段如下:
對于Φ200供膠皮帶速度設定PLC輸出為4D541模塊第一通道QW128。
2.3 參數設置
2.3.1 選擇變頻器的操作模式
接通電源時(出廠時設定值),為外部信號的操作。
除一部分參數之外,參數的設定僅在用Pr.79選擇PU操作模式時可以實施。故首先要更改Pr.79這個參數,使其變成PU模式操作。
外部信號操作改成PU模式的具體做法如下:
將Pr.79 “操作模式選擇”的設定值, 由“2”(外部操作模式)變更為“1”(PU操作模式)的情況。
2.3.2 設置參數
選擇好PU模式后,就可以用操作面板進行參數的設置了。參數設置的方法同設置PU模式的方法一樣。改造后的系統,變頻器主要設置的參數如下:
(1)正轉設定

(2)反轉設定
(3)模擬量頻率設定
(1)加減速時間:用于設定電機加減速時間。
Pr.7為加速時間:該參數設為5 s或6 s。
Pr.8為減速時間:該參數設為5 s或6 s。
(2)電子過電流保護
Pr.9為電子過電流保護:該參數設定為電機的額定電流5 A。
(3) 5 V(10 V)輸入時頻率:當接于端子2~5間的旋鈕(頻率設定器)的頻率設定信號為DC 5 V(或DC10 V)時,可以設定頻率。
Pr.38為5 V(10 V)輸入時頻率:該參數設定為50 Hz。
(4)Pr.71為適用電機:將該參數設為3,即為標準電機。
(5) 0~5 V/0~10 V選擇:可以根據頻率設定電壓信號,切換輸入(端子2)得規格。因為出廠時設定為DC 0~5 V輸入,若輸入為DC 0~10 V時,請一定進行此設定。
Pr.73為0~5 V/0~10 V選擇:該參數設定為1,即為DC 0~10 V輸入。
(6)通用磁通矢量控制
①電機容量:可以選擇通用磁通矢量控制。通用磁通矢量控制可以提供大的啟動轉矩和充足的低速轉矩。電機常數雖有所不同,但不用設定特別的電機常數和調整,就可獲得安定的大的低速轉矩。
Pr.80——電機容量:該參數設為2.2,因電機的功率為2.2 kW。
②電機額定電壓:設定變頻器的額定電壓。
Pr.83——電機額定電壓:該參數設為380 V。
③電機額定頻率:設定變頻器的額定頻率。
Pr.84——電機額定頻率:該參數設為50 Hz。
④ 自動調整設定/狀態:所謂自動調整,即我們常說的變頻器的優化。就是用通用磁通矢量控制時,使電機發揮出最大限度性能的運行。
Pr.96—自動調整設定/狀態:該參數設為1,即為自動調整。
當設為1后,按啟動鍵啟動變頻器,自動進行調節,當參數被優化后變頻器顯示3時,即為優化成功。若顯示為9,則有故障。
3 現控制系統的優點
現控制系統與原控制系統的主要區別在于傳動部分進行了改造,所以現控制系統的優點主要體現在傳動部分優于原控制系統的傳動部分。
3.1 交流電動機的優點
現控制系統為交流調速系統,原控制系統為直流調速系統。交流調速系統較直流調速系統的主要優點在于交流電動機較直流電動機的優點。以前,我們常說直流電動機調速性能好,控制簡單等優點,卻往往掩蓋或者很少提及直流電動機的缺點,而這些缺點又是直流電動機固有的,它們限制了直流電動機在現代調速系統中的應用。其主要缺點是:
(1)直流電動機的機械性能換向器由很多銅片組成,銅片之間用云母片隔離絕緣,因此工藝復雜,費時費料,增加了直流電動機的技術,降低了功率/重量比值。與同等重量的鼠籠型異步電動機相比,直流電動機要貴幾倍,單位重量的功率要少一倍。且銅頭使用一段時間后,就要進行維護,保證其銅片和云母片的絕緣性。
(2)直流電動機的大部分功率(除勵磁外)都是通過換向器流入電樞的,轉子發熱多,電機效率低。由于轉子散熱條件差,直流電機需要強迫風冷或者水冷。
(3)換向器和電刷的磨損,降低了可靠性,增加了維修和保養的工作量。
與此相應,交流電動機雖然控制比較復雜,但其結構簡單、成本低、安裝環境要求低,適于易燃、易爆、多塵的條件,尤其是在大容量、高轉速應用領域。
改造后的控制系統的優點也就在于交流電機相對于直流電機的優點:
(1)交流電機沒有直流電機的銅頭,所以就節省了時間和人力去維護銅頭,并且交流電機的成本較低。
(2)現系統的交流電機不需要散熱風機,節約了電力資源。
(3)現系統的交流電機無碳刷,減少了維修和保養的工作量。
3.2 交流電動機的調速
交流電動機雖然機械結構簡單,但它是一個非線性、強耦合、多變量的控制對象,調速控制復雜,實現高精度控制較為困難。所以一直以來直流電機在傳動系統中一直占據著主導地位。但是隨著科技的進步,多種交流調速的先進理論和技術的采用,能夠彌補了交流電動機相對于直流電動機的這一弱點,并且使交流調速系統的性能達到直流調速的水平,而且系統成本、損耗大大降低。
改造后,我們用測速儀測量了供膠皮帶的速度,該速度穩定且能夠達到系統所要求的值。交流電機的控制系統能夠達到原直流電機的控制效果,其主要原因是采用了變頻器的矢量控制方法,矢量控制使得交流調速系統的性能可與直流調速系統相媲美。
4 結論
跟蹤改造后的供膠皮帶控制系統一段時間,系統運行穩定,變頻改造能達到直流調速效果。在達到直流調速的效果后,將有刷的直流電機改造成無刷的交流電機,不僅降低了維修成本,而且提高了維修效率。并且變頻器的接線簡單,維修起來較驅動器容易很多。改造后,維修效率有明顯提高,進而提高了生產效率。
Improvement of φ200 rubber belt control system in 1 # composite extruding line
Improvement of φ200 rubber belt control system in 1 # composite extruding line
Zhou Lu
(Guangzhou south China rubber tyre co., LTD., guangzhou ,511400 ,Guangdong)
the original1# composite extruding line use SEW DC motor in many palce,but it is hard to buy spare parts now. It will soon be change the SEW DC motor to AC frequency motor for Φ200 , change MENTOR Ⅱ DC driver to MITSUBISHI AC driver. It is only changed the motor and drive device in hardware and a program in software. After modifcation, the system can achieved good effect and reduced the cost.
composite extruding;control system;inverter;DC motor;AC motor;vector control
TQ330.493
:1009-797X(2015)03-0048-05
BDOI:10.13520/j.cnki.rpte.2015.03.009
(XS-02)
周璐(1986-),女,學士,畢業于北京化工大學自動化專業,現從事硫化工序及成型工序設備等電氣管理和維修工作。
2014-04-28
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農業(2021年14期)2021-10-14 08:35:28
鴨綠江(2021年35期)2021-04-19 12:24:18
防爆電機(2020年3期)2020-11-06 09:07:42
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
海峽姐妹(2020年8期)2020-08-25 09:30:18
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:25:42
電子制作(2017年7期)2017-06-05 09:36:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25