增量式PID控制在全鋼內襯層生產線中的應用
2015-08-16 08:52:58吳斌劉晶方秀華
橡塑技術與裝備 2015年3期
吳斌,劉晶,方秀華
(杭州朝陽橡膠有限公司,浙江 杭州 310018)
增量式PID控制在全鋼內襯層生產線中的應用
Application of incremental PID control in all steel inner production line
吳斌,劉晶,方秀華
(杭州朝陽橡膠有限公司,浙江 杭州 310018)

我公司全鋼內襯層生產線的全線速度采用浮動輥進行檢測調節,并采用增量式PID進行控制,實現了全線各單機、各皮帶之間較好的速度匹配,生產的制品不打褶、不拉伸,始終保持在公差范圍內,滿足了生產和工藝的要求。
內襯層;PID;速度控制
內襯層處于輪胎的最里層,其目的是減少內胎與輪胎胎體之間的相互摩擦,避免胎體內部被濕氣和空氣滲透。內襯層由氣密層和過渡層貼合而成,當生產線各段速度不匹配時,容易造成打褶或拉伸,因此,速度的控制對于內襯層生產線至關重要。
目前,內襯層生產線的全線速度控制常采用浮動輥進行檢測調節,因此具有滯后性、時變性和非線性等特點,想通過建立精確的數學模型十分困難。而PID控制由于算法簡單,可靠性強,被廣泛的應用在工業過程控制中。
我公司在21世紀初從德國克虜伯公司引進了全鋼內襯層生產線,該生產線代表了國際90年代末和21世紀初的工藝技術水平。生產線全線速度匹配采用浮動輥進行檢測調節,并采用增量式PID進行控制,設備使用至今,全線各單機、各皮帶之間速度控制仍能保持較高的精度,生產的制品不打褶、不拉伸,始終保持在公差范圍內。
1 全鋼內襯層生產線簡介
我公司引進的全鋼內襯層生產線采用的是兩輥壓延雙擠出生產法,該生產線主要包括:1#擠出機和1#壓延機,用于生產氣密層;2#擠出機和2#壓延機,用于生產過渡層;以及風冷冷卻房和卷取裝置。
2 PID控制簡介
2.1 常規PID控制
常規PID控制根據給定值和設定值之間的偏差,通過比例、積分和微分對偏差構成控制量,實現對被控對象的控制。常規PID的理想算法為[1]。

式(1)中,u(t)為PID控制器輸出,e(t)為控制偏差,Kc,Ti和Td為PID控制器的比例增益、積分時間常數和微分時間常數。
由于計算機控制采用的是采樣控制,因此需對式(1)進行離散化處理,可得式(2)。

式(2)中,Kc為比例增益;Ki為積分系數,Ki=KcT/Ti,Kd為微分系數,Kd=KcTd/ T。
2.2 增量式PID控制
PID控制主要有兩種算法,位置式PID控制算法和增量式PID控制算法。相比之下,采用增量式PID控制算法可以減少設備的誤動作,減輕PLC的計算負擔[2]。根據式(2),通過遞推原理,得:
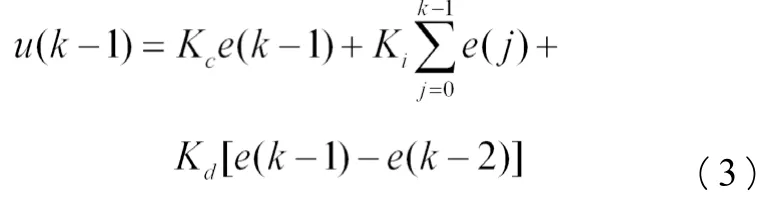
式(2)和式(3)相減,可得

式(4)即為增量式PID控制算法。
3 增量式PID控制的應用
在西門子PLC的Standard Library里提供了現成的PID控制功能塊PID Control Block,用戶可以根據需求,選擇相應的功能塊,也可以自己動手編寫PID程序。在本系統中,我們采用STL語句編寫了PID控制功能塊FB42,控制算法的流程圖如圖1所示。各單機、各皮帶之間速度控制均通過調用功能塊FB42,實現對速度的控制。在調用FB42時,只需給相應的變量賦予對應的地址即可使用。圖2顯示了對中輸送帶PID控制程序。
3.1 參數整定
對于PID控制來說,采樣周期和控制參數的整定至關重要,直接影響了系統的動態性能和靜態性能。
在本系統中,采樣周期的時間設置為PLC的掃描周期,控制參數的整定則采用工程法中的試湊法。具體步驟如下[3]:
(1)先設控制器積分時間Ti=∞, 微分時間Td=0。將系統投入運行, 整定比例增益Kc。 如果曲線振蕩頻繁, 則加大比例增益Kc;如果曲線超調大, 且趨于非周期過程,則減小比例增益Kc。
(2)引入積分作用,此時需將上述比例增益Kc加大1.2倍。將Ti從大到小進行整定。如果曲線波動較大,則應該增大積分時間常數Ti;如果曲線偏離設定值長時間回不來,則需要減小Ti,以獲取良好的過渡過程曲線。
(3) 引入微分作用,使Td=(1/4-1/3) Ti,并且由小到大進行調整。如果曲線超調大而衰減慢,則增加微分時間常數Td;如果曲線震蕩厲害,則減小Td。調整過程中,觀察曲線狀況,適當調整Kc和Ti,直至獲得滿意的控制曲線。
通過上述方法,各參數整定后的結果為:

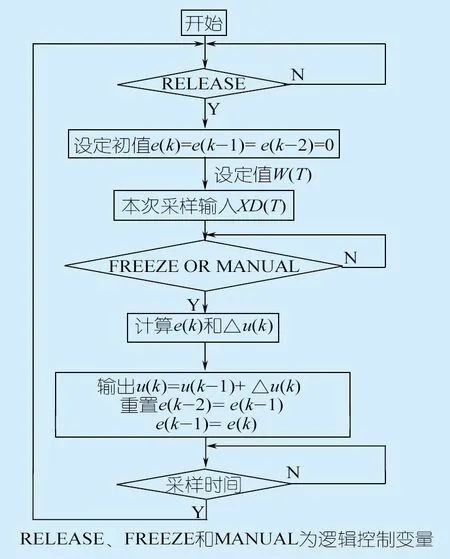
圖1 PID控制算法流程圖
3.2 增量式PID控制效果
為了驗證加入增量式PID控制后的控制效果,我們以之前常用的普通控制方法作為對比,給系統一個擾動,觀察二者控制效果,結果如圖3所示。
從圖3可以看出,加入增量式PID控制后,系統穩定時間明顯減少,并且控制性能也得到了提高。
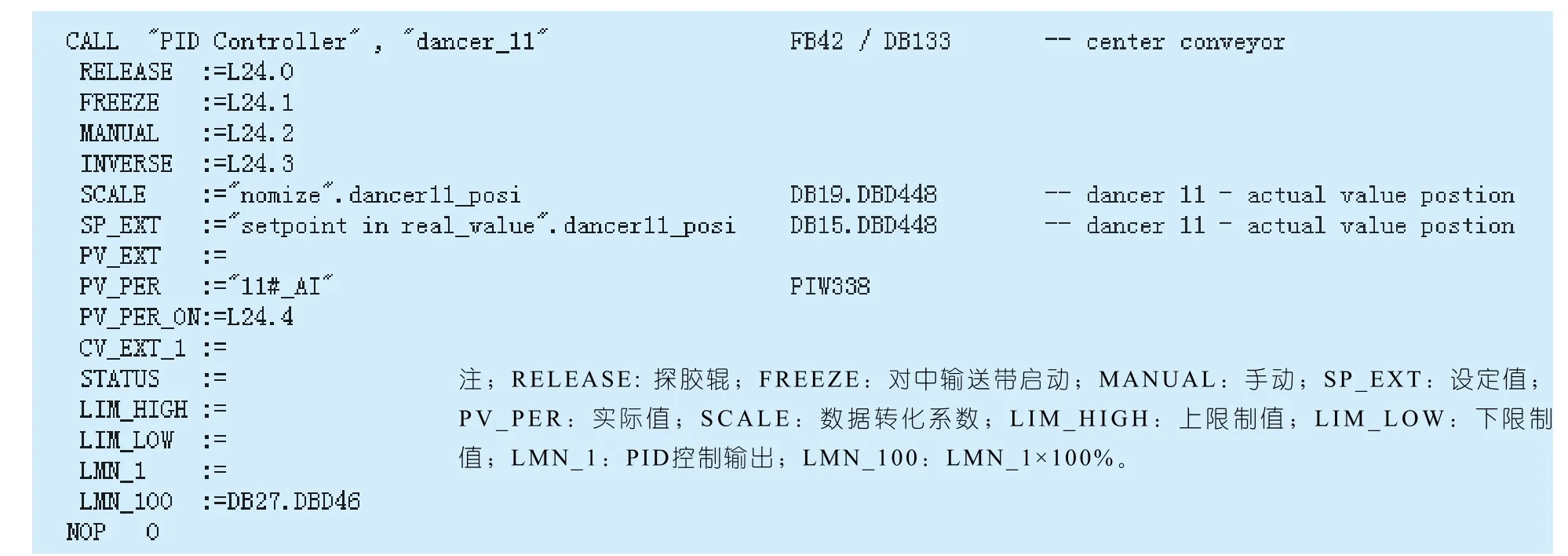
圖2 對中輸送帶PID控制程序
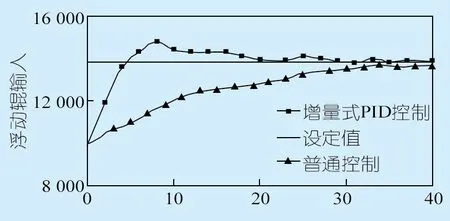
圖3 控制方法比較結果
4 結語
通過采用增量式PID進行速度控制,我公司全鋼內襯層生產線生產的制品不打褶、不拉伸,控制效果滿意,可以滿足生產和工藝的要求。
[1] 曹剛. PID控制器參數整定方法及其應用研究[D]. 杭州:浙江大學, 2004.
[2] 嚴曉照, 張興國. 增量式PID控制在溫控系統中的應用[J]. 南通大學學報, 2006, 5(4): 48~51.
[3] 何芝強. PID控制器參數整定方法及其應用研究[D]. 杭州:浙江大學, 2005.
(XS-02)
TQ330.493
:1009-797X(2015)03-0053-05
BDOI:10.13520/j.cnki.rpte.2015.03.010
吳斌(1982-),男,杭州朝陽橡膠有限公司工程師,從事輪胎設備電氣技術及管理工作。
2014-04-25