華中8型數控系統的數控機床螺距誤差補償
2015-08-19 02:51:54李慧玲陳志楚劉凌云湖北汽車工業學院湖北十堰
設備管理與維修 2015年7期
關鍵詞:測量
李慧玲 羅 敏 馬 彬 陳志楚 劉凌云(湖北汽車工業學院 湖北十堰)
華中8型數控系統的數控機床螺距誤差補償
李慧玲羅敏馬彬陳志楚劉凌云
(湖北汽車工業學院湖北十堰)
利用英國RENISHAW公司的XL30激光干涉儀,對華中8型數控系統立式加工中心X軸的螺距誤差進行測量、補償及驗證。數控機床直線坐標軸定位精度的測量方法和螺距誤差補償方法。
激光干涉儀滾珠絲杠螺距誤差定位精度
數控機床的直線運動坐標軸,一般通過滾珠絲杠螺母副將伺服電機的旋轉運動轉換為直線運動。多數數控機床采用半閉環控制系統,當機床幾何精度得到保證后,機床坐標軸的反向間隙與滾珠絲杠螺母副的螺距誤差是影響機床定位精度與重復定位精度的主要因素,對其進行補償能極大提高機床精度,從而保證零件的加工精度。機床控制系統也對這個兩個補償參量設置了專門的參數,供坐標軸的誤差補償之用。
一、螺距誤差與補償
一方面,由于滾珠絲杠螺母副受加工設備精度及加工條件變化的影響,滾珠絲杠都存在螺距誤差;另一方面,由于數控機床安裝時,絲杠和螺母未能預緊到理想狀態,也會使機床運動部件在工作時不能達到預定的位置而產生誤差。通常稱此誤差為螺距誤差。螺距誤差的補償分為實時動態補償與靜態補償兩種方式。
實時動態補償也稱在線補償,是借助實時位置檢測系統所測得的數值控制機床運動軸定位的控制方法。這種補償方式可顯著提高機床的定位精度,但對機床系統的要求較高,機床成本相應增加。
靜態均化補償控制方法,是事先將螺距誤差的補償值存儲在數控系統參數表中,待補償值生效后,數控系統自動將目標位置的補償值疊加到插補指令上,實現螺距誤差的補償。
二、激光干涉儀誤差測量系統
XL30激光系統使用氦氖激光器,包含光學鏡組和電子線路,激光光束的穩頻、細分和干涉條紋計數。來自XL30激光頭的光束進入線性干涉鏡,在此光束被分成兩束。一束光稱為參考光束,被引向裝在分光鏡上的反射鏡,另一束光稱為測量光束,則穿過分光鏡到達第二個反射鏡。然后,兩束光都被反射回分光鏡,在此它們重新組合并被導回到激光頭,激光頭內的探測器監測兩束光之間的干涉。
用于測量線性定位精度的線性測量鏡組件包括1個分光鏡和2個線性反射鏡。將其中一個線性反射鏡和一個分光鏡組合,便成為一個線性干涉鏡組,它形成激光光束的參考光路,如圖1所示。
在線性測量過程中,一個光學組件保持靜止不動,另一個光學組件沿線性軸移動。通過監測測量光束和參考光束之間的光路差異的變化,產生定位精度測量值。它是兩個光學組件之間的差異測量值,與XL激光頭的位置無關。此測量值可以與被測機床坐標軸定位系統上的讀數比較,獲得坐標軸的精度誤差。
通常,將反射鏡設定為移動光學部件,將干涉鏡設定為靜止部件。二者可以反過來,但是最大測量距離將縮短。因此,在長軸測量時,通常線性干涉鏡靜止不動,而另一個反射鏡移動。在短軸測量時,為了方便可以反置。

圖1 激光干涉儀誤差測量系統
三、螺距誤差的測量與補償
以REN ISHAW公司的XL30激光干涉儀,測量華中HNC-818B數控系統立式加工中心X軸為例,介紹螺距誤差的測量與補償。
1.HNC-818B系統參數設置
(1)與X軸螺距誤差補償相關參數設置。開機進入HNC-818B數控系統參數設置界面后,選擇軟鍵“系統參數”,將光標移動到“誤差補償參數”后,按“ENTER”鍵將“誤差補償參數”展開。
選擇X坐標軸“補償軸0”,進行以下參數的設定,300020:螺距誤差補償類型,設為0,不進行螺距誤差補償。
(2)X軸軟極限的設置。設置好軟極限,以保證測量時激光干涉儀分光鏡和反射鏡不碰撞。
100006:正軟極限坐標,20.0 mm
100007:負軟極限坐標,-1020.0 mm
2.安裝并調整XL30激光干涉儀
(1)安裝激光頭和線性光學鏡組。XL30激光頭通過三腳架和勻臺固定,并初步調水平。三角架進行高度調整,云臺進行水平平移調整、角度扭擺(yaw)調整和角度俯仰(pitch)調整。
線性干涉鏡固定在工作臺,放置在XL30激光頭和線性反射鏡之間的光路上,反射鏡固定在主軸端面,如圖2所示。分光鏡機架上標有2個箭頭,指示其方向。箭頭應指向2個反射鏡。反射測量光束的反射鏡固定在主軸端面。

圖2 XL30激光干涉儀的安裝
(2)使用光靶簡單準直激光束。使用光靶,使光束在坐標軸全行程范圍內能擊中干涉鏡上的白色光靶。
第1步:光束水平調整。沿著坐標軸運動方向將干涉鏡組推離激光頭,直到看到光束水平方向開始移開光靶。當只有一半的光束仍然擊中白點時,如圖3a所示,停止移動。用云臺左后方的小旋鈕,調整激光頭的角度扭擺,以使光束橫掃過白色光靶。繼續移動光束,直到它位于相反方向偏離中心相同距離,如圖3b所示。
第2步:用云臺左邊中間的大旋鈕,平移激光頭,使光束返回光靶的水平中心線,如圖3c所示。

圖3 光束水平調整
第3步:垂直光束調整。沿著運動軸將干涉鏡組推離激光頭,直到看到光束垂直方向開始移開光靶。當只有一半的光束仍然擊中白點時,如圖4a所示,停止移動。使用云臺俯仰調整,直到光束位于相反方向離目標中心的距離相同的位置,如圖4b所示。
第4步:使用三腳架中心主軸上的高度調整輪來將激光頭上下移動,直到光束再一次擊中目標中心,如圖4c所示。
如何編篡教材,怎樣做到課堂教學生動靈活,如何使學生思想有效轉化等,解決這些問題需要科學的方法。編撰教材要采用教、學、做統一的方法。課堂教學采用專題講授、案例教學、課堂研討、實踐教學等方法,堅持以思政課為主,各類課程滲透,形成各類課程與思政課協同育人效應。進學生頭腦要多管齊下,加強自我教育、課外輔導、實踐實訓等方法,使習近平新時代中國特色社會主義思想內化于心,外化于行。
第5步:反復進行第1~4步,直到坐標軸全行程光束都能擊中光靶水平中心線和垂直中心線。
第6步:調整反射鏡,使之與干涉鏡各個表面保持平行。確保參考光束和反射光束重疊。
3.編寫X軸雙向定位誤差測量程序
測量從X=-1000.0開始,正向進給到參考點X0.0,每步進給20.0 mm;當正向測量結束,經過1.5 mm越程,消除反向間隙后,開始負向測量,每步進給-20.0 mm,終點為X=-1000.0。一次測量循環如圖5所示。

圖4 光束垂直調整
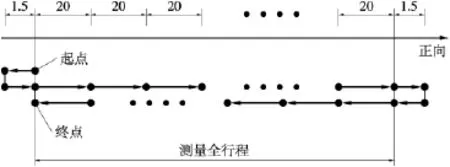
圖5 一次測量循環
測量程序如下:
G54 G90 G00 X-1000;
G01 X-1.5 F500;
G04 X1.0;
G01 X1.5;消除反向間隙
#100=1;
WHILE[#100 LE 50]
G91 G01 X20.0 F1000;正向步進20.0 mm
G04 X3.0;
#100=#100+1;
ENDWHILE;
G01 X1.5 F500;
G04 X1.0;
G01 X-1.5;消除反向間隙
WHILE[#100 LE 50]
G91 G01 X-20.0 F1000;負向步進20.0 mm
G04 X3.0;
#100=#100+1;
ENDWHILE;
M30;
4.誤差測量與計算
經5次測量,得到X軸正向和負向運動的定位誤差平均值,如圖6所示。
四、單向螺距誤差補償及效果
1.單向螺距誤差補償參數設定
300020:螺距誤差補償類型,設定為1,表示單向螺距誤差補償。

圖6 X軸正向和負向定位誤差
300021:螺距誤差補償起點坐標,設定-1000.0mm。
300022:螺距誤差補償點數,設定51點。
300023:螺距誤差補償點間距,設定20.0mm。
300024:螺距誤差取模補償使能,設定為0,關閉功能。
300025:螺距誤差補償倍率,設定1.0。
300026:螺距誤差補償表起始參數號,設定700000。X軸單向螺距誤差補償數據見表1。
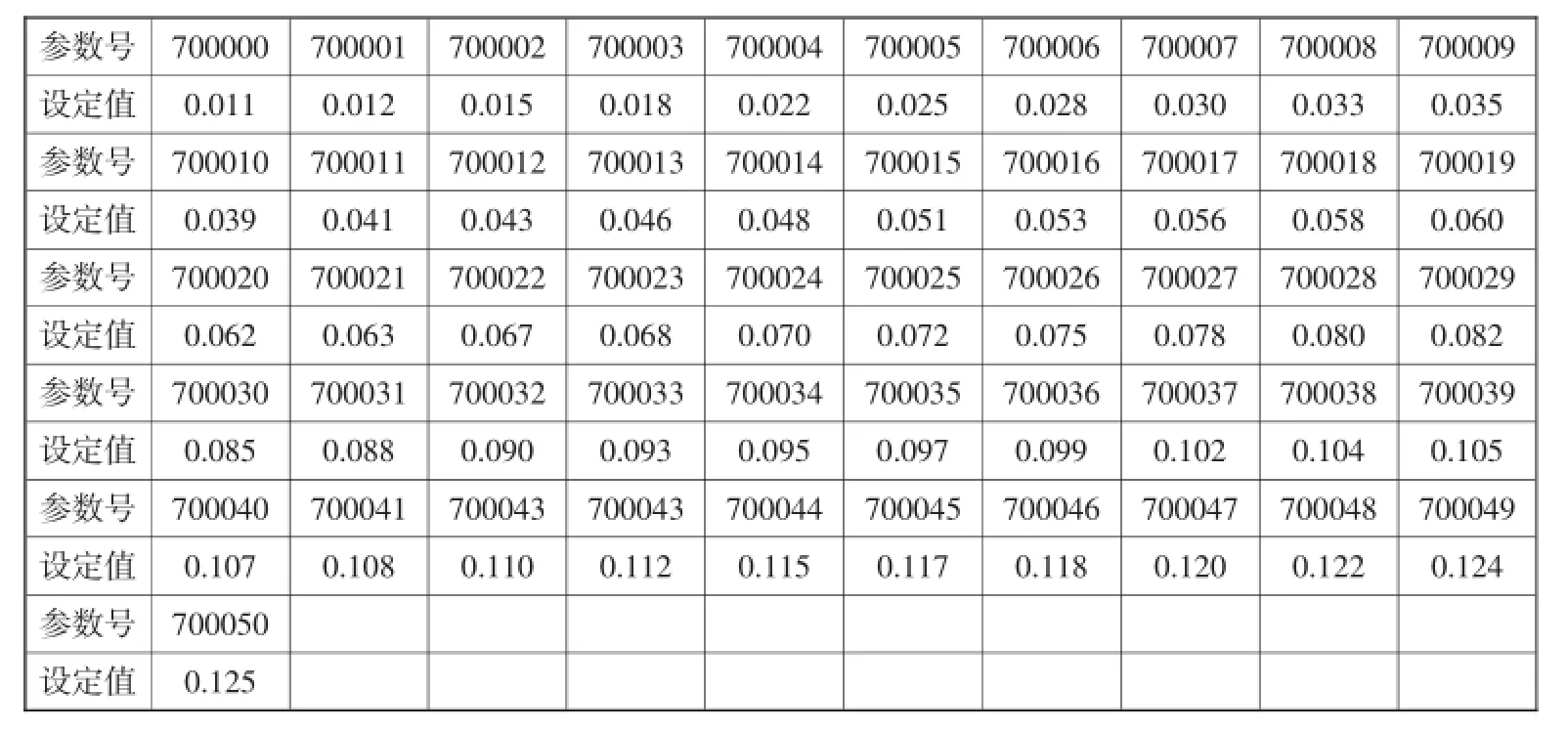
表1 X軸單向螺距誤差補償數據
2.單向螺距誤差補償結果
單向螺距誤差補償結果如圖7所示。X軸正向運動補償效果和負向運動補償效果均較差。

圖7 單向螺距誤差補償后的定位誤差
五、雙向螺距誤差補償及效果
1.雙向螺距誤差補償參數設定
300020:螺距誤差補償類型,設定為2,表示雙向螺距誤差補償。
300021:螺距誤差補償起點坐標,設定-1000.0mm。
300022:螺距誤差補償點數,設定51點。
300023:螺距誤差補償點間距,設定20.0mm。
300024:螺距誤差取模補償使能,設定為0,關閉功能。
300025:螺距誤差補償倍率,設定1.0。
300026:螺距誤差補償表起始參數號,設定700100。X軸雙向螺距誤差補償數據見表2。參數700100~700150為正向進給補償數據;參數700151~700200為負向進給補償數據。

表2 X軸雙向螺距誤差補償數據
2.雙向螺距誤差補償結果
雙向螺距誤差補償結果如圖8所示。X軸正向和負向運動補償效果均很好,正向運動定位誤差基本上在±2 μm以內,負向運動定位誤差基本上在±3 μm以內。
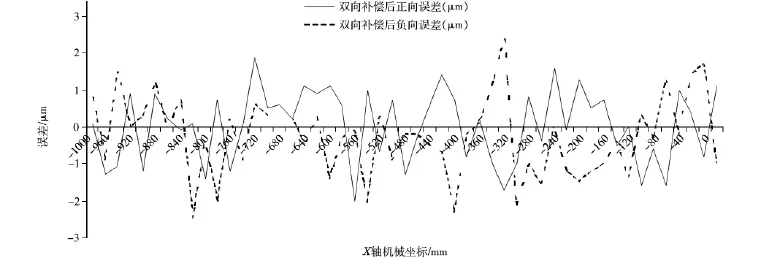
圖8 雙向螺距誤差補償后的定位誤差
六、結論
螺距誤差補償的基本原理是利用高精度測量系統多次對數控機床某坐標軸有效行程的一系列坐標位置進行測量,計算出指令位置與實際檢測位置的平均差值,并將此誤差值輸入數控系統中,數控系統在加工過程中自動對該軸補償點加以補償。
采用半閉環控制的數控機床,當滾珠絲杠螺母副磨損一段時間后或者本身滾珠絲杠螺母副精度不高時,為了獲得超過滾珠絲杠的運動精度,以便提高零件的加工質量,就需要進行螺距誤差補償。單向螺距誤差補償無法滿足高精度數控機床坐標正反向運動誤差一致性的精度補償要求,因此需要對機床做雙向螺距誤差補償。
〔編輯利文〕
TH16TG65
B
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00