某船主機異常振動原因分析
2015-08-26 08:27:02福建船政交通職業學院王必改
世界海運 2015年7期
福建船政交通職業學院 王必改
某船主機異常振動原因分析
福建船政交通職業學院王必改
介紹某輪主機異常振動故障的發生經過及故障的排除過程。通過故障原因的分析,指出主機扭振減振器進油軸加工精度不夠是造成故障的主要原因。通過對此次故障原因的思考,提出通過改進設計、提高加工精度、安裝質量及加強管理,可以有效避免類似事故的再次發生,對保證船舶的安全航行具有重要的意義。
船舶;主機;異常振動
船舶作為海上交通工具,為了保證在海上的正常航行及船上人員的正常生活,需要安裝諸如主推進動力裝置等各種動力設備或裝置。當船舶在海上航行時,由于受到各種動力裝置產生的不平衡力及不平衡力矩等激勵源的作用,不可避免地會產生各種不同程度的機械振動,如振動系統固有頻率與激勵頻率一致或接近時,會產生共振現象。即使一些不處在共振狀態的裝置,由于激勵增大,也可能產生劇烈振動。過度的船舶振動,除對人員的健康產生不利外,還可能引起局部構件的疲勞破壞,或導致機械設備故障,甚至影響船舶的正常航行。[1]因此如何控制船舶的有害機械振動成為造船行業、航運業等必須面對并不得不解決的一個重大問題。
隨著科學技術的進步與造船技術的發展,船舶振動問題在很大程度上得到了解決和控制,但隨著船舶噸位的增加、主機功率的提高及新設備的使用,船舶產生有害振動的現象仍時有發生,因此作為輪機管理人員,必須對船舶振動問題引起重視。本文主要介紹一起船舶發生振動的故障事例及故障的解決過程,希望對解決類似問題能起到一定的參考作用。
一、故障經過
某新造散貨輪,由國內某船廠建造,2014年1月底下水,74600t載重噸。主機采用國內某柴油機廠生產的MANB&W5S60ME-C8.2tierII型柴油機,主機額定轉速98r/min,額定功率8197kW。
2014年1月29日,該船從船廠開始她的處女航,前往秦皇島港裝煤到廣州港。早上09:00開始備車,10:33主機開始動車,12:42駛出港區,期間主機運轉一切正常。之后主機開始加速,當加速到75r/min時,開始出現振動,大管輪巡回檢查后發現機艙多處有不同程度的振動現象,同時主機前端鏈條箱有輕微敲擊聲。之后隨著主機轉速升高,振動加劇,在主機前端鏈條箱處出現的敲擊聲也逐漸加大。當加速到85r/min后,1號缸出現汽缸蓋冷卻水管破裂,如圖1所示。經停車修理后,主機繼續運轉,當再次加速到86r/min時,5、4缸汽缸蓋冷卻水管相繼破裂。至此斷定主機出現異常振動。經與公司機務商議后決定,主機以71r/min降速運行,繼續開往秦皇島錨地,同時請柴油機廠服務工程師上船參與故障分析與診斷。

圖1 汽缸蓋冷卻水管斷裂情況
2月7日,船開到秦皇島錨地,柴油機廠人員登船。經過廠方與船方人員共同分析后,決定先對鏈條箱進行檢查。經檢查發現鏈條導軌橡膠條已破碎,如圖2所示,經分析疑為鏈條松動。在對碎裂的鏈條導軌進行更換,并對前端鏈條進行重新上緊后,在錨地附近進行動車試驗,發現振動問題依然存在,打開鏈條箱后發現導軌橡膠條再次破碎。經多方檢查查找未找到根本原因。為此我們對船舶振動及其故障原因進行了深入的綜合分析。

圖2 鏈條導軌橡膠破損情況
二、故障原因分析
1.船舶振動機理
船舶振動主要是由于船舶在激勵源的作用下,當激勵源頻率與船舶結構或設備的固有頻率相等或接近時,引起船舶結構或設備發生共振,或由于激勵過大引起強迫振動。
2.激勵源
船舶的激勵源分為原發性激勵源與繼發性激勵源兩種。它們都會引起船舶整體性、局部結構及設備的振動。
(1)原發性激勵源。主要有:柴油機主機不平衡力矩激勵;軸系校中不良激勵;螺旋槳激勵;船舶輔機等激勵;波浪激勵。
(2)繼發性激勵源。主要有:軸系縱向振動;軸系扭轉振動;軸系回旋振動;柴油機機架橫向振動;柴油機縱向振動。
3.解決船舶振動的技術路線
研究和解決船舶振動的基本方法是,首先分析原發性激勵源與繼發性激勵源,然后研究激勵源傳遞的途徑,再計算分析與振動體產生共振的可能性。如產生強迫振動或共振,則判斷振動量級是否超過衡準,如超過衡準,則應研究原因,提出經濟有效的解決方案。[2]如圖3所示。
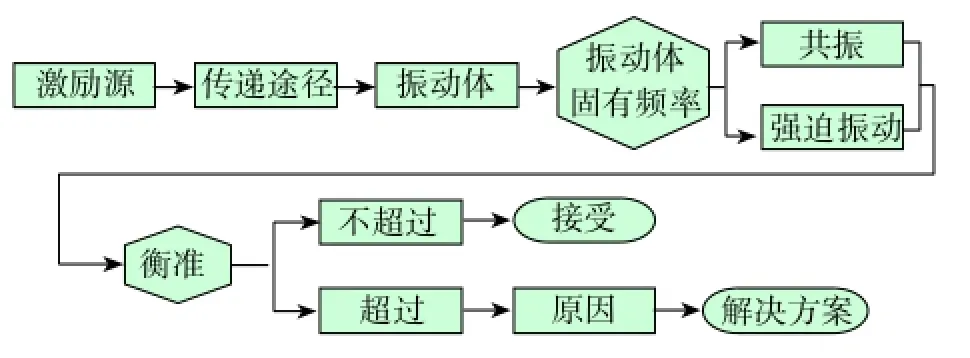
圖3 解決船舶振動的技術路線
4.船舶的減振原理
根據船舶振動的機理,船舶減振主要從如下三個方面著手:
(1)避免共振。改變結構的固有頻率或激勵頻率防止共振的產生。
(2)減小激勵力。進行動平衡或結構改型減小激勵幅值。
(3)減小振動或激勵力的傳遞。增加阻尼以吸收振動能量,裝設減振裝置以達到減小振幅的目的。[3]
5.船舶振動控制流程
由于船舶振動的復雜性,往往很難通過一次的設計計算就完全解決船舶的振動問題。對于每條船舶來說,控制船舶振動往往需要有關詳細的船舶資料,因此,對船舶振動的控制必須貫穿船舶設計、建造與使用的全過程,是一個逐步深入的過程。目前,對船舶振動的控制主要分為四個階段,分別為初步設計階段、詳細設計階段、建造階段和營運階段。
(1)初步設計階段。
在初步設計階段,振動控制的主要任務是:根據船舶建造設計任務書的說明收集振動的相關資料,在決定船舶主尺度、主機機型及螺旋槳葉片數時,就船舶防振方面提出合理的意見。
(2)詳細設計階段。
在詳細設計階段,振動控制的主要任務是:根據設計圖紙,對振動進行計算與研究,如不滿足要求,采取必要的減振措施。
此階段,振動控制設計的主要內容有:①螺旋槳脈動壓力估算;②柴油機不平衡力矩及振動計算;③軸系校中及振動計算;④船舶設備及管路等機械振動計算;⑤船體結構及局部構件振動計算。通過計算,對全船性機械振動作出預報并進行綜合分析,提出船舶振動控制的綜合性意見與建議。
(3)建造階段。
建造階段包括船舶建造階段和試航階段。此階段的主要任務是:根據船舶生產圖紙與施工工藝文件,對船舶建造施工過程,就機械振動控制方面,對施工工藝進行監督控制,提高施工質量,防止施工工藝偏差對振動控制造成不利影響,同時編制《船上振動測量大綱》。在試航時,要根據《船上振動測量大綱》,進行各種振動測試并編制《船上振動測量報告》。
(4)營運階段。
在營運階段,振動控制的主要任務是:對船舶在實際營運過程中出現的船舶振動進行分析研究并采取必要減振措施,防止船舶出現有害振動,確保船舶航行的安全與人員生活的舒適性。
6.船舶防振與減振的措施
為了防止有害振動,要求在設計階段必須進行振動計算,并采取預防措施;在營運階段必須對出現的有害振動采取減振措施。設計階段的防振措施與營運階段的減振措施,兩者只是處理對象的差異和處理角度的不同,其基本原理都是一樣的。根據振動的機理與減振原理,減小船上有害振動的措施主要有:
(1)防止共振。
①改變激勵頻率;
②改變激勵源的作用位置;
③改變結構的固有頻率。
(2)減小激勵的幅值。
(3)減小激勵的傳遞。
(4)船、機、軸、槳合理匹配。
(5)合理設計船體結構。
(6)增加阻尼或裝減振裝置。
7.船舶的減振方法
根據船舶的振動機理與減振原理,我們制定了解決異常振動的方法,如圖4所示。
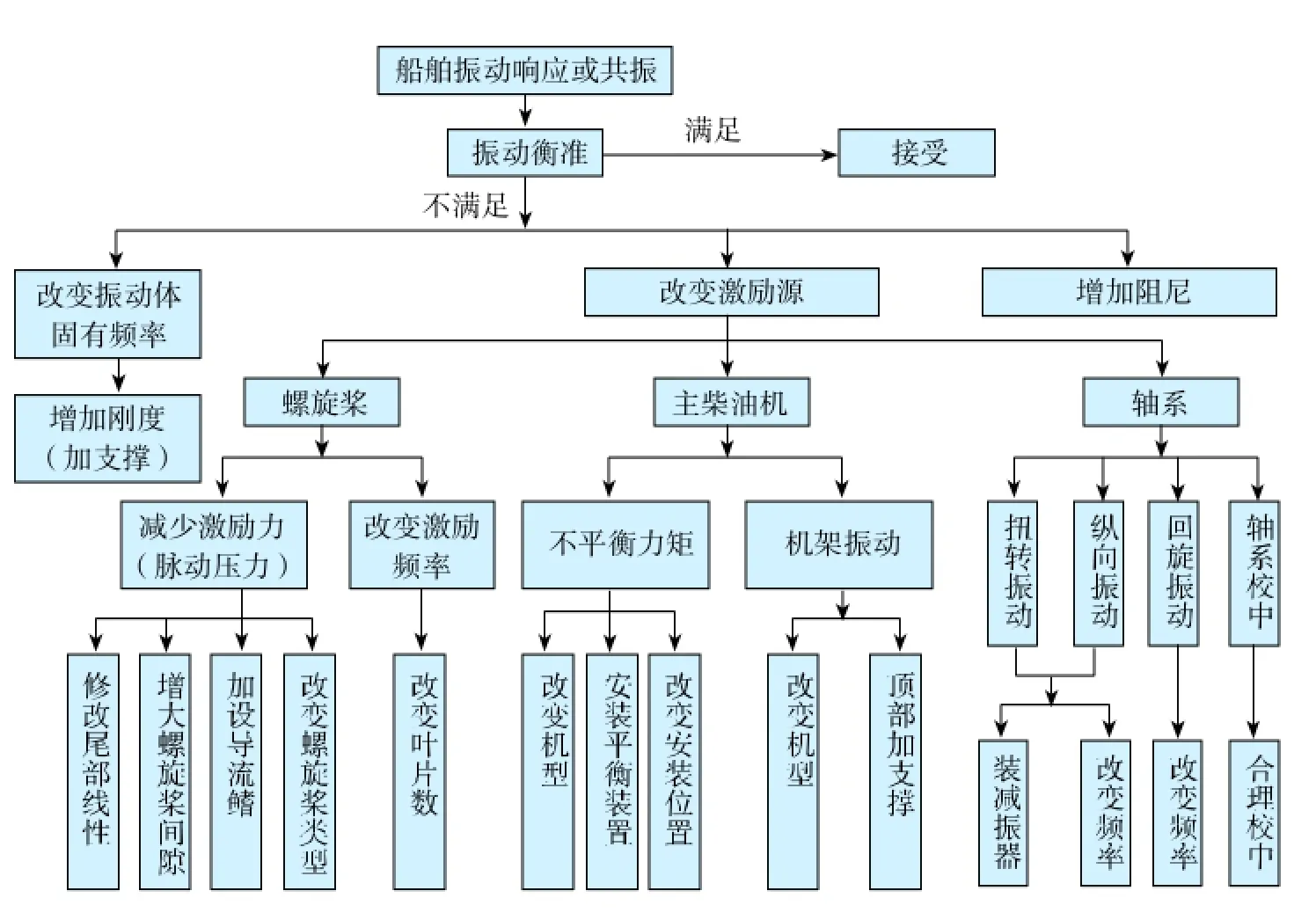
圖4 減振方法
三、故障解決經過
1.振動測量
經過船廠方、柴油機廠方、船公司方及船上輪機人員共同研究分析后,決定首先進行振動測量。為了便于對比分析,振動測量點在試航時的《船上振動測量報告》中測量點的基礎上加上振動比較明顯的位置。經過測量分析后,確認船上實際振動比測量報告中的大,同時通過參加試航的人員回憶,試航時確實未出現這樣的振動,進一步確定船上存在有害振動。
2.故障排除經過
本船在船廠建有多條姐妹船,通過詢問其他在航的船舶,得知其他船運行正常,可以排除船舶結構設計、主機機型、螺旋槳等設計選型的因素。
對軸系重新校中,檢查結果為正常,排除軸系對中不良的原因。檢查主機等各設備的支撐情況,發現除主機支撐個別接頭螺栓稍有松動外,沒有其他問題,排除支撐的問題。通過綜合分析,認為最可能出現問題的地方在主機平衡裝置及減振裝置上,但通過檢查未發現明顯異常。至此故障分析陷入僵局。
為了進一步觀察了解故障情況,經多方共同商議后決定先行裝貨,主機降速運行前往廣州,途中派船廠與柴油機廠人員跟船同行以進一步觀察主機運轉情況,并應對可能出現的問題。
2月9日,船舶裝貨后,主機以72r/min運轉開航前往廣州。
2月10日16:05,主機振動加大,經檢查后發現扭振減振器滑油進油壓力下降,停車檢查發現扭振減振器進油軸軸套密封圈磨損,見圖5、圖6。因無備件,船上臨時用尼龍棒加工密封圈密封后,以71r/min開往廣州。
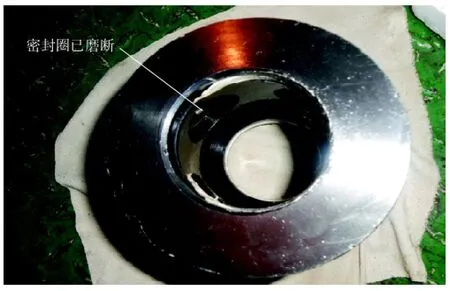
圖5 扭振減振器進油軸軸套密封圈磨損情況
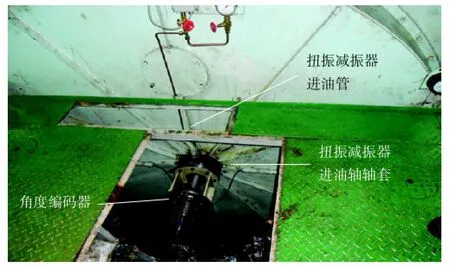
圖6 扭振減振器進油軸軸套與角度編碼器圖
2月17日,船靠港后,柴油機廠人員送上備件,對扭振減振器進油軸軸套進行了更換。同時檢查進油軸的對中性,發現其跳動量為2.40mm,遠超標準值。對進油軸重新對中,發現無法調到標準值以內,懷疑進油軸加工精度不足,要求加工廠送新件上船。因加工廠無法在短時間內送貨上船,遂決定船先開往曹妃甸港。
2月19日卸貨后,船開航前往曹妃甸港,主機運行狀態正常。2月21日,主機開始出現振動。降速后繼續運轉。
2月24日,在曹妃甸錨地,拆開角度編碼器及扭振減振器進油軸進行檢查,發現軸與軸套再次磨損。
2月22日22:32,主機突然自動停車,經檢查發現角度編碼器軸松動。因主機無法運行,船舶在海上漂航。故障解決后,繼續航行。
3月4日,柴油機廠人員上船更換進油軸與軸套,并對蓋斯林格、進油軸及角碼器軸進行調整,各對中度符合要求。經動車試驗后,發現振動減輕至合理的范圍內。經過多次航行后,未再出現異常振動,至此故障排除。
四、故障經驗教訓
1.故障造成的損失及風險
此次振動的故障造成了嚴重的后果,首先主機第1、4、5缸缸蓋冷卻水管相繼斷裂,造成船舶多次在海上漂航進行修理。其次主機無法加到全速,長時間低速運行造成主機工況惡化,影響主機運行的可靠性、安全性及使用壽命,同時給船東帶來了巨大的船期損失。同時因振動造成角度編碼器松動致使主機自動停車,造成船舶失去動力在海上漂航長達6個多小時,給船舶及船上人員安全帶來了極大的安全隱患。萬幸的是幾次漂航,海況均不錯,同時還有船廠與柴油機廠人員隨航,否則后果不堪設想。
2.對故障的幾點反思
對此次故障,我們進行了深刻的反思。從故障原因來看,此次故障絕非偶然。
對于B&WmE型共軌柴油機來說,角度編碼器是極其重要的。一旦出現問題,將造成主機無法運行,后果極為嚴重,下面從幾個方面談談一些個人的建議。
(1)改進設計。
從設計上來看,存在一定的缺陷或設計不夠理想。首先角度編碼器軸是通過內外螺紋連接在扭振減振器的進油軸上,如圖7、圖8、圖9、圖10所示。沒有防松設計,一旦出現振動,角度編碼器軸將會松動造成海上停車,存在極大的安全隱患。其次其對中度難以調整,同時影響對中度的因素過多,不夠簡單可靠。從圖中我們可以發現,角度編碼器軸的對中性,取決于扭振減振器進油軸及軸套的對中性;扭振減振器軸套的對中性取決于外面的保護罩,而扭振減振器軸的對中性取決于蓋斯林格;蓋斯林格又要與曲軸自由端進行對中。一旦中間任一環節對中不好,或加工精度不夠及在運行中螺紋出現損傷,角度編碼器將會出現故障,而一旦出現故障,船上人員將無法自行解決故障。建議改進設計,保證角度編碼器軸要直接連接在曲軸自由端上,同時改內外螺紋連接方式為其他更為可靠且便于調中的連接方式,以確保主機運行的可靠性與安全性。
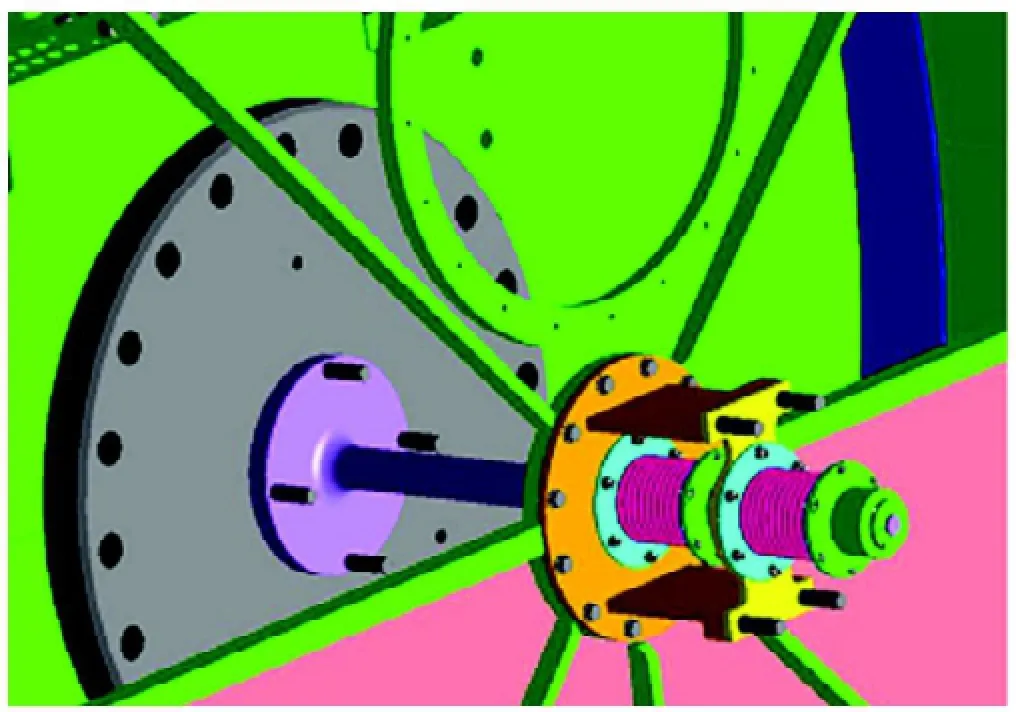
圖7 角度編碼器與扭振減振器圖
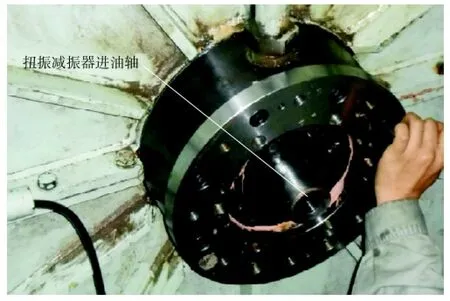
圖8 扭振減振器進油軸
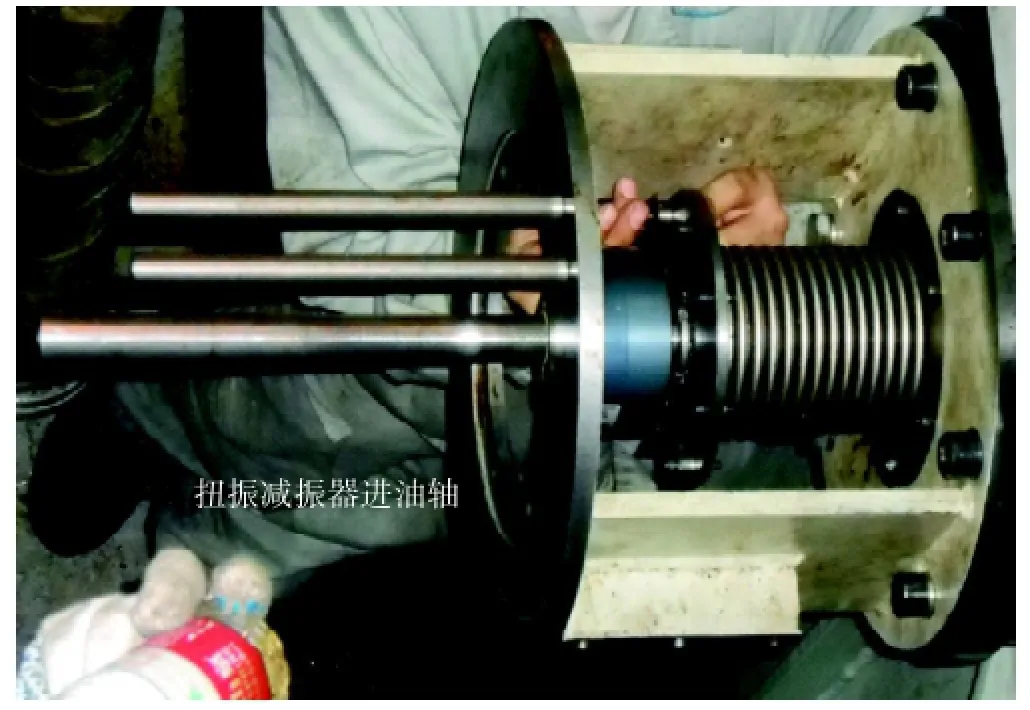
圖9 角度編碼器
(2)提高加工質量。
從本次故障原因來看,發生振動的根本原因就是由于扭振減振器進油軸加工精度不夠造成的,因此對于這種直接影響安全的關鍵部件,一定要提高加工精度,同時把好質量關,對于不合格的產品嚴禁出廠。
(3)提高安裝人員工藝水平和工作責任心。
本次故障除了部件本身有問題外,還與安裝人員的工藝水平不高及工作責任心不強有關。通過檢查發現,扭振減振器進油軸的跳動量及與軸套的對中度嚴重超過標準,通過調整可以大幅提高,說明安裝時安裝人員工藝水平不夠,出現問題沒有及時處理,而是抱著僥幸心理,說明工作責任心不強。
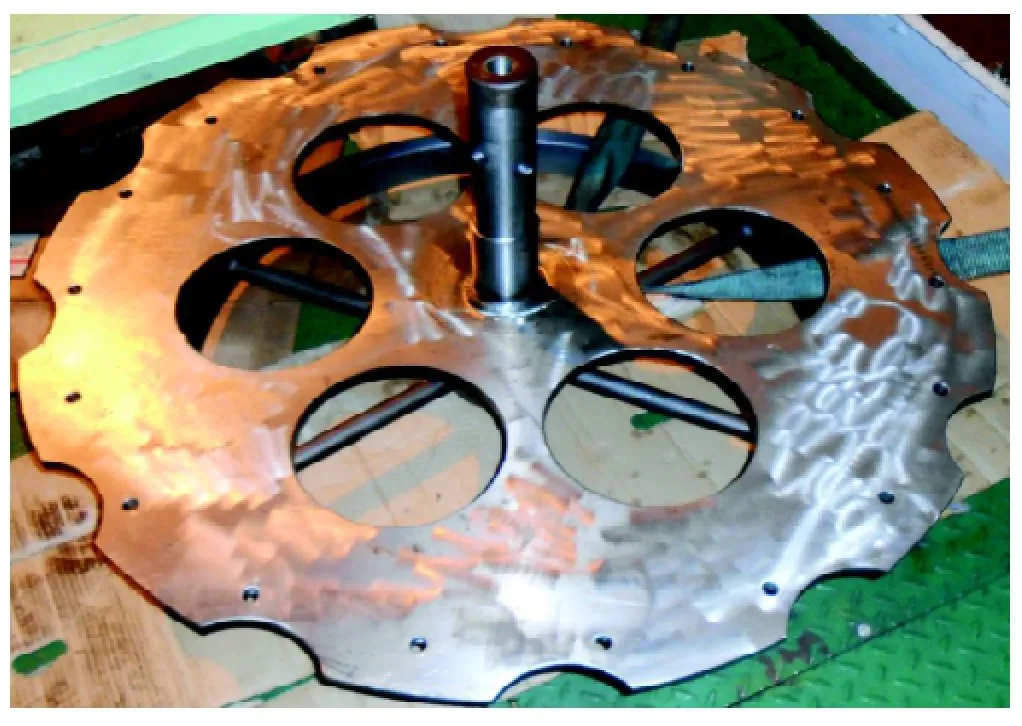
圖10 扭振減振器軸
(4)加強船舶監造。
據參加試航的人員說,本船在試航時由于連續出現主機多缸缸頭墊片漏煙的問題,且當時海況不好,主機全速試航的時間嚴重不足,從而使本該在試航時就可能發現的振動問題沒有及時解決,在一定程度上也是造成此次故障的重要原因。因此,加強船舶監造,嚴格按照相關文件與規范的要求對新船進行相應的試驗,對及時發現新船存在的問題,提高新船航行的安全性具有重要的意義。
五、總結
船舶振動問題是一個很復雜的問題。由于振動難以精確計算,往往需要借助振動模型及復雜的經驗公式。同時,船上人員往往很少經歷船舶振動的故障,缺乏相關的經驗,因此常常感到比較棘手。希望通過此次故障的分析,能夠對解決類似的振動問題起到一定的參考作用。
[1]李斌,王宏志,傅克陽,等.主推進動力裝置[M].大連:大連海事大學出版社,2012:729.
[2]中國船級社.船上振動控制指南2012[M].北京:人民交通出版社,2014:16-29.
[3]張永根.船舶振動原因及其減振方法[J].江蘇船舶,2005(3):25.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
天天愛科學(2020年6期)2020-09-10 07:22:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
汽車維修與保養(2019年7期)2020-01-06 03:30:42
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
