汽車覆蓋件拉伸模常見故障及解決
2015-08-28 04:11:05董超
卷宗 2015年7期
董超
摘 要:汽車覆蓋件(以下簡稱覆蓋件)是指構成汽車車身或駕駛室、發動機和底盤的薄金屬板料制成的異形體表面和內部零件。拉伸是以平板毛坯通過拉伸模制成筒形(或其它斷面形狀)零件,或以筒形(或其它斷面形狀)的毛坯再制成筒形(或其它斷面形狀)零件的工序。拉深材料的變形主要發生在凸緣部分,拉深變形的過程實質上是凸緣處的材料在徑拉應力和切向壓應力的作用下產生塑性變形,凸緣不斷收縮而轉化為筒壁的過程,這種變形程度在凸緣的最外緣為最大,本文主要通過拉伸原理及變形過程分析,解決拉伸過程產生的開裂問題。
關鍵詞:汽車覆蓋件;拉伸模;問題解決
1 緒論
汽車覆蓋件一般都具有特殊的外形(空間曲面),大都采用拉伸成形,才能滿足產品外觀和尺寸的特殊要求。大多數汽車覆蓋件在拉伸過程中不僅成形困難,而且容易產生回彈、起皺、拉裂、表面缺陷和平直度低等質量問題。拉伸工序在沖壓件的整個設計、生產過程中是至觀重要的。所以如何解決好覆蓋件在拉伸工序中出現的各類問題,一直以來都是沖壓工藝人員孜孜以求、不斷探尋的目標。
2 汽車覆蓋件拉伸時的變形基理
要想解決好汽車覆蓋件在拉伸時出現的各種質量問題,必須需先要了解汽車覆蓋件在拉伸過程中的變形基理,即在拉伸過程中的受力情況及應力應變的狀態。
工件的凸緣部分是拉折式的主要變形區。這部分受三個方向應力作用。其徑向受拉應力的σρ作用,切向則受壓應力σθ作用。這兩種應力是坯料產生塑性變形,并向中心移動逐漸進入凸模與凹模所形成的間隙里,追中形成零件的側壁。在凸緣的厚度方向,由于壓邊圈的作用,皮料又受到壓應力σt的作用,在一般情況下,σρ和σe的絕對值要比στ大得多。
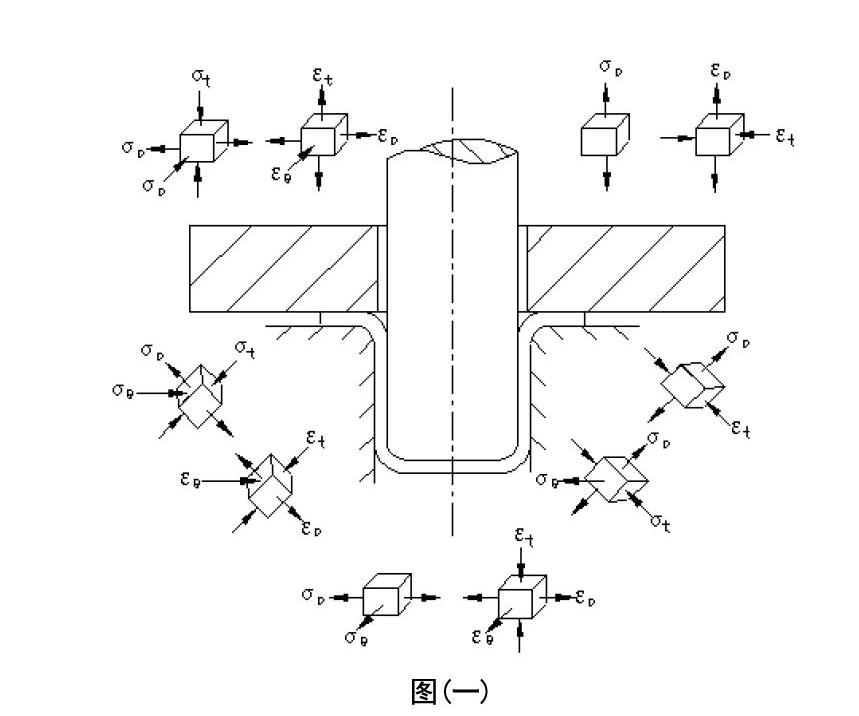
工件圓角部分是一個過渡區。這部分材料的應力及應變比較復雜。處在徑向受拉應力σe和切向壓應力σθ外,還由于承受凹模圓角的壓力和產生彎曲作用,而在厚度方向承受壓應力σt的作用如圖(一).
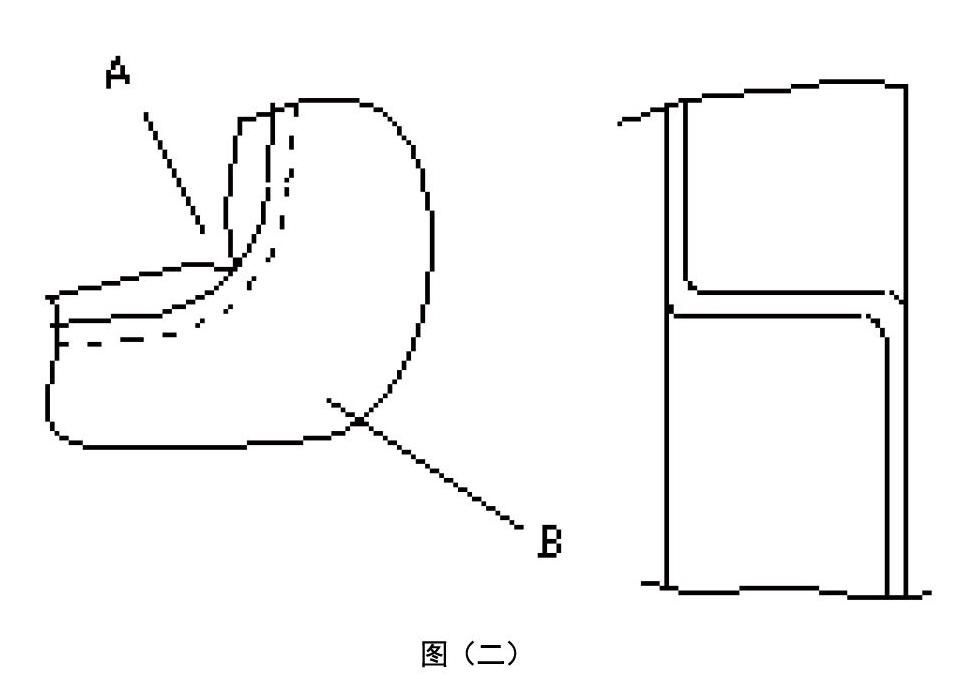
工件側壁部分是已經經歷塑性變形的變形區。這部分在繼續拉伸時,凸模的拉伸力邀京側壁傳遞到凸緣部分,因此這部分承受單項拉應力σe作用發生少量的縱向拉長和變薄,如圖(二)。
工件底部凸模圓角是過渡區域。它承受徑向拉應力σe和切向拉應力σθ的作用。同時,咋愛厚度方向上由于凸模的壓力和彎曲作用,而又受壓應力σt的作用,如圖(一)。
材料在拉伸前后,工件底部始終是平的,不產生大的變形。但由于拉伸作用,材料蔣受兩向拉應力,厚度變薄,如圖(一)。
隨著應力的分布不同,材料的應變狀態各部分也不一樣。這可根據工件變化情況來分析應變狀態。一般情況下,工件拉伸后地步略有變薄,但基本上等于元坯料厚度。側壁部分在拉伸過程中,處于凸緣部分位置時,同時受到徑向拉應力σe和切向壓應力σθ的作用。由于越到凸緣,需要轉移的材料越多,切向壓應力值越大,致使越到下部變薄越大,使工件側壁上段增厚,而由于需要轉移的材料少,切向壓應力的值小而徑向拉應力值大,致使越到下部變薄越大,由壁部向底部轉角稍向上處則出現嚴重的變薄現象。另外從硬度角度來分析,材料拉深后,沿高度方向上零件個部分的硬度也不一樣,越到上沿,硬度值也越高。
綜上所述:平板坯料拉伸過程中的應力應變狀態可以這樣來理解:拉伸時,由于坯料受力而發生了坯料內部的相互作用,使坯料內部各點產生了內應力,在徑向產生了拉應力σe,在切向產生了壓應力σθ。在σθ和σe的共同作用下,凸緣區的材料先發生了塑性變形,并不斷被拉如凹模內,因而成為不同壁厚的工件。
3 汽車覆蓋件在拉伸工序中的常見故障及解決措施
3.1 法蘭邊起皺及其引起的開裂
拉伸件轉角部位法蘭邊在拉伸過程中始終處于徑向受拉,切向受壓的雙向應力狀態。由于切向壓應力的作用,法蘭邊處的板料不可避免的被壓縮起皺,使板料增厚。若拉伸的深度越深,轉角半徑越小,法蘭邊的寬度越寬,則產生的褶皺越嚴重。如果法蘭邊為工藝補充部分,經后道工序修邊可以去掉時,則法蘭邊的起皺可適當的放松控制,以不影響其它部位的成型為宜。如果法蘭邊是制件的一部分,必須保留時,這種起皺必須加以有效控制,控制方法是:
(1)增加拉伸時的壓邊力(壓機本身壓料力;拉延筋、拉延檻、壓料面的控制)。增加壓邊力的方法是增加模具的壓邊面的面積。因此壓邊力不能無限制地增加,以防止其他部位產生失穩。
(2)在壓邊力不增加的情況下,適當地調整圓角半徑部位的頂桿壓力,如圖所示在頂桿上部與壓邊圈下平面之間加調整墊片,利用壓邊圈輕微變形使圓角部分的壓邊力增加,從整體上平衡壓邊面上的各處壓邊力。
(3)將凹模圓角半徑變大,減小板料進入凹模時的變形阻力,可有效解決開裂現象。
(4)壓邊圈平面處于良好配合狀態,拉伸是通過凹模平面和壓邊圈來控制材料的均勻流動,而且板厚隨沖壓行程作相應變化,因此,必須通過研磨適應這種變化。淺拉深時,出于板料的變化量小,拉伸凹模面和壓邊圈平面只要研平就行,所以研磨沒有問題。當進行深拉伸時,板厚的變化很大,所以必須與模具很好地配合。
3.2 凸模圓角部位的開裂現象
凸模圓角處的開裂,原因有兩個方面:
(1)凸模圓角過小。由于板料在拉伸過程中此處變薄最為嚴重,因此過小的圓角會加劇板料的變形程度,最終導致開裂。拉伸的深度越深,這種變薄的程度就越大。因此必須對凸模圓角加以修正,放大。這種情況在現場處理最好。
(2)法蘭邊部分的壓邊力過大,具體的判斷方法是仔細觀察法蘭邊板料表面的變化,壓邊力過大時,可以明顯地看出,法蘭邊的起皺現象非常輕微,局部有發亮的地方。如果此時這個壓邊力值是必須的(防止其他部分的側壁出現緩松現象),那么在平衡塊或凹模四角(產生開裂部分附近)與壓邊圈上平面之間可增加一個調整限位墊片。一般比料厚度高0.15~0.25,但由于板料會有差別,因此限位裝置必須在現場調整,以確定最終合適的高度值。
3.3 直邊側壁的緩松現象
緩松現象在直邊側壁上比較明顯,其原因是直邊部分的板料在經過凹模圓角進入凹模的,必然會產生彎曲變形。欲消除這種變形,側壁材料必須獲得足夠大的拉應力以產生足夠的塑性變形。一般情況下,對于淺拉深件由于深度淺,緩松現象不明顯,基本上可以滿足產品要求。而對拉深較深的零件,這種現象就不能不引起關注。
直邊側壁的緩松現象多發生在拉伸的中后期,由于法蘭邊(壓邊圈表面的板料)面積越來越小。生成的阻力也隨之減少,造成側壁材料內部拉應力不能使板料產生足夠的塑性變形。彈性變形的成份相對增加,因此在拉伸件脫模后,受彈性變形的影響,直邊側壁產生回彈造成緩松。為此,解決的辦法是拉伸后期仍要為側壁材料提供足夠大的拉應力,如增加壓邊力,增加拉延筋。
對深拉深件,設計制造模具應有意識地對凹模圓角半徑在合理的取值范圍內取最小值。其優點是:
(1)較小的凹模圓角半徑取值與較大取值相比,前者在拉深后期壓邊圈內沿周邊失去壓邊控制的面積小,產生的進料阻力大。
(2)在拉深后期單靠壓邊圈提供的進料阻力是不夠的,此時凹模圓角半徑小,材料經過凹模洞口時產生的變形阻力就大,可為側壁提供較大的拉應力,使側壁被拉直,最大限度地減小回彈量。
(3)較小的凹模圓角半徑取值,也符合模具設計的一般原則,半徑小,放大容易,而半徑大,變小則困難。
3.4 法蘭邊圓角內凹情況下法蘭邊的開裂
這種情況多發生在汽車覆蓋件及形狀不規則的拉伸件上,如圖二所示,A處開裂與法蘭邊壓邊力的大小關系不大,而主要與法蘭邊處的板料形狀、法蘭邊處的板料形狀,法蘭邊寬度有關,是由A處板料在拉深過程中所處的應力狀態決定的。A處板料始終處于徑向,切向均受拉的雙向拉應力作用下,產生的失穩必然是板料變薄開裂。這種開裂往往會波及到拉深件的側壁,易造成廢品。因此必須加以克服。但有一點必須注意,并不是拉深時A處不開裂,拉深件就是合格的。對B處而言,其應力狀態是切向受壓,徑向受拉,產生的缺陷是B向起皺。為此,在解決A處開裂的同時,必須以B處不起皺為前提。因此,在實際的調試過程中,要求A處的展開料應盡量小,始終保證A處相對B處在拉深時處于相對的弱區狀態,同時法蘭邊邊緣的剪切圓弧應光滑連接,無毛刺,無加工硬化,凹模圓角半徑應光滑,這樣的開裂現象基本上可以解決。
4 結束語
汽車覆蓋件在拉伸的過程會遇到很多方面的情況,其解決方法具體運用起來不應是單純、孤立的,在具體調試操作中還應考慮到諸如板料的機械性能,沖床的成形速度,板料及模具的潤滑,板料定位位置,拉深模的間隙等各方面因素。
對汽車覆蓋件中的拉伸件,為了控制拉深過程中材料流動均勻,變形充分而又不出現起皺和拉裂,在沖壓上采用措施的基本原則是開流和限流。開流就是在需要材料流動的地方減小阻力,使其順利流動,以避免材料變薄破裂。限流就是在不需要材料流動的地方增大阻力,限制其流動以免多余的材料產生波浪而發生起皺。
參考文獻
[1]《汽車覆蓋件模具設計》 胡平 主編
[2]《沖模設計手冊》 機械工業出版社
[3]《冷沖壓及技術問答》 彭建生 編著
[4]《沖壓件缺陷及消除方法》 重慶大學出版社