利用微分法計(jì)算定位誤差的改進(jìn)研究
2015-08-28 05:10:09馮酉南胡文港葉翰堯
卷宗 2015年7期
馮酉南 胡文港 葉翰堯
摘 要:定位誤差的計(jì)算是夾具設(shè)計(jì)中不可缺少的重要環(huán)節(jié)。文章將對機(jī)械制造工藝學(xué)中多元素定位誤差微分法求解時(shí)的矛盾進(jìn)行數(shù)學(xué)分析。解釋普通微分法的矛盾原因,并且根據(jù)高等數(shù)學(xué)微分法的性質(zhì)對該算法進(jìn)行改進(jìn)。并通過具體實(shí)例對改進(jìn)方法進(jìn)行驗(yàn)證。
關(guān)鍵詞:定位誤差;微分法調(diào);整加工法
1 概述
在采用調(diào)整法加工時(shí),工件的定位誤差實(shí)質(zhì)上就是工序基準(zhǔn)在加工尺寸方向上的最大變動(dòng)量。定位誤差的來源主要有兩方面:1.由于工件定位表面或夾具上的定位元件制作部準(zhǔn)確而引起的定位誤差,成為基準(zhǔn)位置誤差,常用ΔJW表示。2.由于工件的工序基準(zhǔn)與定位基準(zhǔn)不重合而引起的定位誤差,稱為基準(zhǔn)不重合誤差,常用ΔJB表示[1]。定位誤差的計(jì)算時(shí)夾具設(shè)計(jì)中必不可少的重要環(huán)節(jié),也是檢驗(yàn)夾具是否滿足精度要求的必要條件。目前計(jì)算定位誤差的方法有三種:定義法、合成法、微分法。三種方法從不同的解題思路來計(jì)算定位誤差。所謂定義法是根據(jù)定義,直接求工序基準(zhǔn)的最大變動(dòng)量。合成法是根據(jù)誤差來源,分別計(jì)算出ΔJW和ΔJB,然后求和得出定位誤差定義法和合成法都屬于幾何計(jì)算方法,目前已有的定位誤差自動(dòng)分析軟件大多采用幾何法進(jìn)行計(jì)算。由于尺寸公差遠(yuǎn)小于工件基準(zhǔn)尺寸,因此可以視此微小變量為其公稱尺寸上的微分。微分法就是尋找不受工件尺寸、加工精度影響的固定點(diǎn),并使該點(diǎn)與工序尺寸有一定的聯(lián)系,這種聯(lián)系必須通過工序尺寸上的投影或者平移而同向(工序尺寸方向同向)建立,從而建立工序基準(zhǔn)點(diǎn)與固定點(diǎn)之間的線性尺寸關(guān)系,通過全微分的方法即可求出該工序定位誤差值[2]
但是普通微分法在多元素定位誤差分析時(shí)可能會得出錯(cuò)誤結(jié)論,本文主要闡述多元素定位誤差微分法計(jì)算時(shí)產(chǎn)生的矛盾,并從高等數(shù)學(xué)的角度進(jìn)行解釋,以此為依據(jù)提出改進(jìn)算法,并用實(shí)例加以證明。
2 問題提出
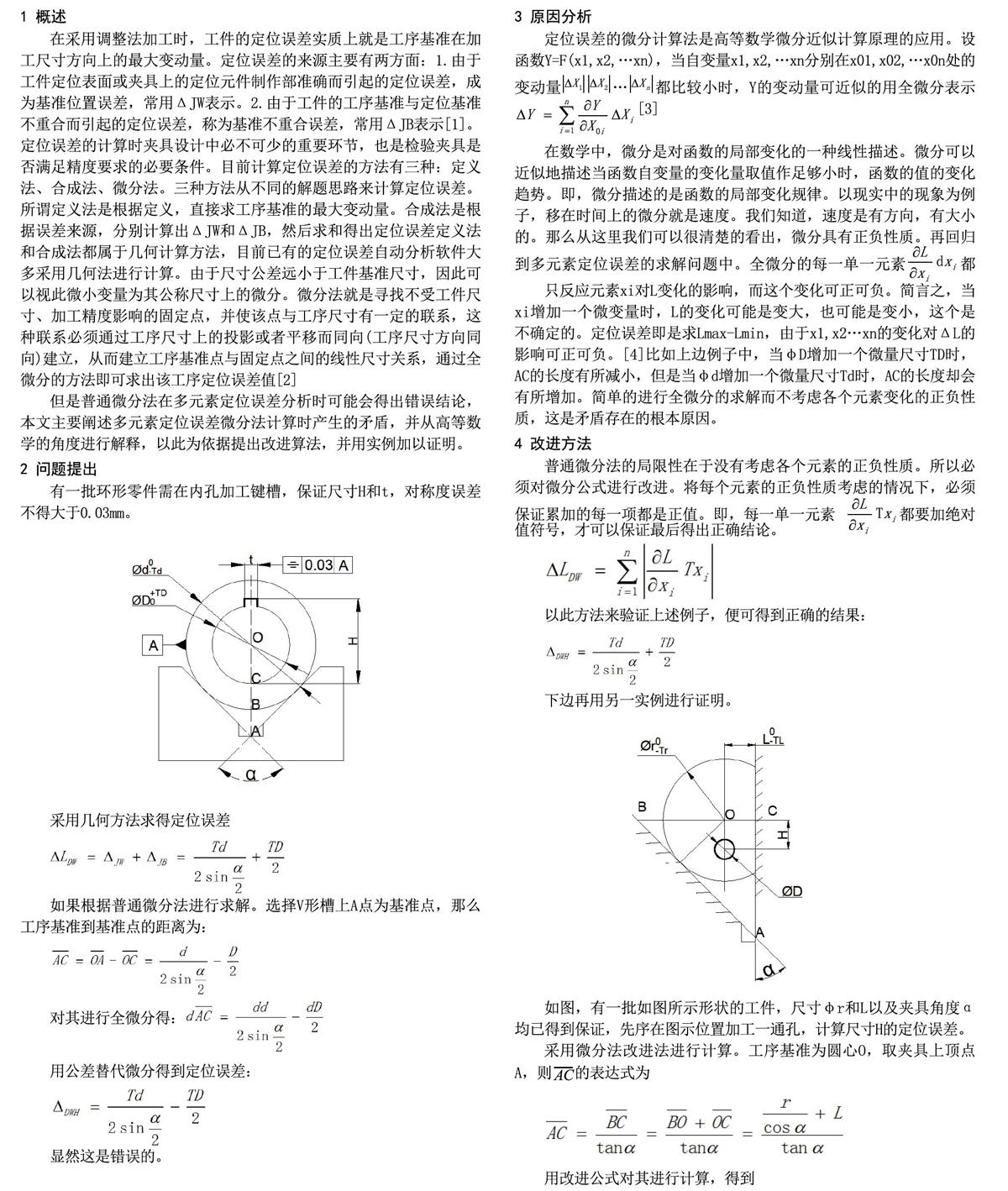
有一批環(huán)形零件需在內(nèi)孔加工鍵槽,保證尺寸H和t,對稱度誤差不得大于0.03mm。
3 原因分析
定位誤差的微分計(jì)算法是高等數(shù)學(xué)微分近似計(jì)算原理的應(yīng)用。設(shè)函數(shù)Y=F(x1,x2,…xn),當(dāng)自變量x1,x2,…xn分別在x01,x02,…x0n處的變動(dòng)量1XΔ2XΔ…nXΔ都比較小時(shí),Y的變動(dòng)量可近似的用全微分表示Σ=Δ..=ΔniiiXXYY10[3]
在數(shù)學(xué)中,微分是對函數(shù)的局部變化的一種線性描述。微分可以近似地描述當(dāng)函數(shù)自變量的變化量取值作足夠小時(shí),函數(shù)的值的變化趨勢。即,微分描述的是函數(shù)的局部變化規(guī)律。以現(xiàn)實(shí)中的現(xiàn)象為例子,移在時(shí)間上的微分就是速度。我們知道,速度是有方向,有大小的。那么從這里我們可以很清楚的看出,微分具有正負(fù)性質(zhì)。再回歸到多元素定位誤差的求解問題中。全微分的每一單一元素iixxLd..都
只反應(yīng)元素xi對L變化的影響,而這個(gè)變化可正可負(fù)。簡言之,當(dāng)xi增加一個(gè)微變量時(shí),L的變化可能是變大,也可能是變小,這個(gè)是不確定的。定位誤差即是求Lmax-Lmin,由于x1,x2…xn的變化對ΔL的影響可正可負(fù)。[4]比如上邊例子中,當(dāng)φD增加一個(gè)微量尺寸TD時(shí),AC的長度有所減小,但是當(dāng)φd增加一個(gè)微量尺寸Td時(shí),AC的長度卻會有所增加。簡單的進(jìn)行全微分的求解而不考慮各個(gè)元素變化的正負(fù)性質(zhì),這是矛盾存在的根本原因。
4 改進(jìn)方法
普通微分法的局限性在于沒有考慮各個(gè)元素的正負(fù)性質(zhì)。所以必須對微分公式進(jìn)行改進(jìn)。將每個(gè)元素的正負(fù)性質(zhì)考慮的情況下,必須保證累加的每一項(xiàng)都是正值。即,每一單一元素 iixxLT..都要加絕對值符號,才可以保證最后得出正確結(jié)論。
以此方法來驗(yàn)證上述例子,便可得到正確的結(jié)果:
下邊再用另一實(shí)例進(jìn)行證明。
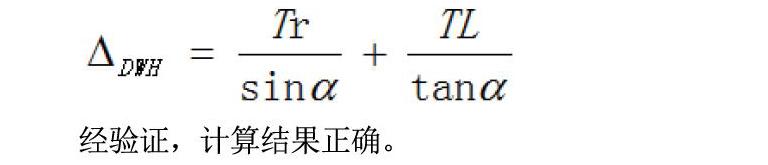
如圖,有一批如圖所示形狀的工件,尺寸φr和L以及夾具角度α均已得到保證,先序在圖示位置加工一通孔,計(jì)算尺寸H的定位誤差。
采用微分法改進(jìn)法進(jìn)行計(jì)算。工序基準(zhǔn)為圓心O,取夾具上頂點(diǎn)A,則AC的表達(dá)式為
用改進(jìn)公式對其進(jìn)行計(jì)算,得到經(jīng)驗(yàn)證,計(jì)算結(jié)果正確。
5 總結(jié)
針對普通微分法求解多元素定位誤差出現(xiàn)的矛盾,本文進(jìn)行了簡要的原因分析,提出了相應(yīng)的改進(jìn)方法。通過典型例子的證明驗(yàn)證了新方法的可行性。
參考文獻(xiàn)
[1]王先逵.機(jī)械制造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,2013.106—107
[2]馬成習(xí).微分法在定位誤差計(jì)算中的應(yīng)用[J].制造技術(shù)與機(jī)床,2008(4):130-132
[3]承惠娟,華如.定位誤差的微分計(jì)算法[J].煤礦機(jī)械,2002(1):37-38
[4]徐鐵華.定位誤差計(jì)算方法探究[J].湖南科技學(xué)院學(xué)報(bào),2009,30(8):17-19