硫磺回收催化劑及工藝技術
2015-09-03 10:40:55達建文殷樹青
石油煉制與化工 2015年10期
達建文,殷樹青
硫磺回收催化劑及工藝技術
達建文,殷樹青
綜述了20世紀70年代以來中國石化硫磺回收催化劑及工藝技術方面的進步。回顧了LS系列硫磺回收及尾氣加氫催化劑的發展歷程,介紹了催化劑主要性能及工業應用情況,同時對大型引進硫回收裝置催化劑國產化進行了詳述。總結了通過對已引進的硫磺回收裝置消化吸收,借鑒國外先進技術和有益經驗,中國石化開發的具有自主知識產權的成套工藝技術,提出了對新建大型硫磺回收裝置的設計原則及建議。
硫磺回收 催化劑 工藝
我國克勞斯(Claus)法回收硫磺的生產起步于20世紀60年代中期,第一套硫磺回收工業裝置于1965年在四川東溪天然氣田建成投產,首次從含硫天然氣副產的酸性氣回收硫磺。1971年,中國石化齊魯分公司勝利煉油廠建成了以煉油廠酸性氣為原料的5 kt/a硫磺回收裝置,從此揭開了我國硫磺回收技術發展的序幕。近年來,隨著國內高硫高酸原油的加工規模擴大和大型含硫油氣田的開發,硫磺回收裝置迅速大型化,同時在國產催化劑系列化、尾氣處理技術多樣化、儀表控制先進化、國產設備成熟化和平面布置合理化等方面都取得了長足的進步,其中,中國石化齊魯分公司研究院(簡稱齊魯石化研究院)在系列硫磺回收催化劑開發方面具有獨特的優勢,已開發出適應于各種酸性氣組成和工藝條件的系列硫磺回收及尾氣加氫催化劑。本文主要綜述20世紀70年代以來中國石化硫磺回收催化劑及工藝技術方面的進步。
1 硫磺回收及尾氣加氫催化劑發展歷程
國內硫磺回收裝置早期使用天然鋁礬土催化劑,克勞斯轉化率只有80%~85%。齊魯石化研究院自20世紀70年代中期開始從事LS系列硫磺回收催化劑研究,20世紀80年代將最先研制成功的LS-801,LS-811,LS-821催化劑應用于工業硫磺回收裝置,Claus轉化率得到了顯著提高。進入20世紀90年代,齊魯石化研究院相繼開發了LS-300 Al2O3型催化劑、LS-901 TiO2基抗硫酸鹽化催化劑、LS-931 助劑型催化劑、LS-971脫“漏氧”保護型催化劑、LS-951 Co-Mo/Al2O3Claus尾氣加氫催化劑。近年來,齊魯石化研究院在催化劑載體研制開發、催化劑中毒機理研究、高水解活性催化劑開發以及配合大型硫磺回收催化劑裝置建設、引進裝置催化劑國產化等方面與多家科研機構、設計單位、應用廠家合作開發出LS系列新型硫磺回收催化劑。如LS-981多功能硫磺回收催化劑、LS-02新型Al2O3基制硫催化劑;LS-951T、LS-951Q等Co-Mo/Al2O3Claus尾氣加氫催化劑;LSH-02低溫Claus尾氣加氫催化劑、LSH-03適應S Zorb再生煙氣加氫的低溫型Claus尾氣加氫催化劑等。形成了自主知識產權、能夠適應于煉廠氣、天然氣、化工過程氣等含硫酸性氣體回收元素硫的凈化過程,具有很強的市場競爭力。
2 催化劑的主要性能及工業應用
2.1 制硫催化劑
制硫催化劑按制備類型和功能可分為活性Al2O3型、助劑型、TiO2基抗硫酸鹽化型、脫“漏氧”保護型、多功能型、硫化氫選擇氧化型。
2.1.1 活性Al2O3型硫磺回收催化劑 LS-801催化劑是以偏鋁酸鈉為原料經碳化成膠制備,原料易得,制備工藝簡單。在LS-801催化劑基礎上進一步優化制備工藝條件合成了LS-811 Al2O3型硫磺回收催化劑,與鋁礬土催化劑相比,在同一裝置和相同工藝條件下,裝置Claus轉化率可從原來的80%~85%提高到94%左右,COS水解率大于90%,尾氣中的硫化物質量分數則可降至1%以下,其它各項性能與法國CR催化劑相當。LS-300催化劑是采用水合氧化鋁快脫法制備,突出特點是生產工藝流程短、制備成本低、催化劑比表面積高,綜合性能達到了法國CR-3S催化劑的水平。
齊魯石化研究院在LS-300催化劑基礎上進行創新,開發了LS-02新型Al2O3型制硫催化劑。該催化劑具有更高的比表面積(大于350 m2/g)、更大的孔體積(大于0.4 mL/g)和大孔體積(大于0.15 mL/g),孔徑分布為3~10 nm,LS-02催化劑相比LS-300催化劑具有更多數量的中孔,具有更合理的孔分布,這都有助于提高催化劑的活性[1]。
2.1.2 助劑型硫磺回收催化劑 LS-821是一種TiO2-Al2O3助劑型硫磺回收催化劑,與單純使用LS-811相比,裝置Claus轉化率可從原來的94%左右提高至95.8%,有機硫化物的水解率接近100%,催化劑的各項性能與法國CRS-21催化劑相當。LS-931催化劑是在LS-811催化劑基礎上添加助催化劑開發的,與單純使用LS-811相比,裝置Claus轉化率可從原來的94%左右提高至95.1%,該催化劑Claus反應活性和穩定性以及耐硫酸鹽化中毒性能與美國S-501催化劑相當,可以在硫磺回收裝置的各個反應器進行使用[2]。
2.1.3 LS-901 TiO2基抗硫酸鹽化硫磺回收催化劑 LS-901催化劑的主要特點是在使用過程中不會因硫酸鹽化而中毒,Claus轉化率幾乎可以達到熱力學平衡轉化率水平,有機硫水解率可以達到100%。該催化劑的物化性能和催化活性達到了法國CRS-31催化劑水平[2]。
2.1.4 LS-971脫“漏氧”保護型硫磺回收催化劑LS-971是以專用氧化鋁為載體、添加專利助劑而制備的硫磺回收催化劑,其主要特點是不僅Claus活性高、活性穩定性好,而且具有脫除過程氣中微量“O2”的功能,從而確保本身及后續的催化劑不受硫酸鹽化的侵害。該催化劑的綜合性能與法國AM保護催化劑相當[3]。
2.1.5 LS-981多功能硫磺回收催化劑 LS-981催化劑的綜合性能與BASF公司的DD-431催化劑和美國Porocel公司的Maxcel727性能相當,在煉油行業和天然氣凈化行業得到廣泛應用[4]。該催化劑具有如下優點:①與純TiO2擠條催化劑相比,強度高、耐久性好,擠條后的純氧化鈦經過長期運行不能總是保持其良好的形狀;②比純氧化鈦催化劑更經濟節約,如果反應器在稍高的溫度下運行,性能相當;③對于仍然會有BTX(苯、甲苯、二甲苯)的轉化器原料氣,其性能明顯優于純氧化鈦催化劑。
2.1.6 LS-03硫化氫選擇氧化催化劑 在硫回收工藝中,直接氧化類工藝以操作簡單、硫回收率高而受到廣泛關注,應用最廣泛的為Super Claus工藝,其核心技術在于反應段采用了先進的硫化氫選擇氧化催化劑。2011年以來,齊魯石化研究院開展了硫化氫選擇氧化催化劑的小試開發及工業側線試驗,開發的LS-03硫化氫選擇氧化催化劑具有優異的催化性能,在硫化氫體積分數為1%~3%、氣體體積空速為400~1 600 h-1、反應溫度為200 ℃的條件下,硫化氫轉化率達到95%以上,硫磺產率達到90%以上[5]。
2.2 Claus尾氣加氫催化劑
目前工業裝置上使用的Claus尾氣加氫催化劑主要有3種:①使用溫度在280~320 ℃的常規Claus尾氣加氫催化劑;②使用溫度在220~240 ℃的低溫Claus尾氣加氫催化劑;③低溫耐氧高活性適應S Zorb再生煙氣處理使用溫度在220~240 ℃的低溫Claus尾氣加氫催化劑。
為了提高國內催化劑的市場競爭力,迫切需要開發環境友好、制造成本低廉、催化劑性能良好的Claus尾氣加氫催化劑。因此,齊魯石化研究院在LS-951催化劑基礎上研制開發了LS-951T、LS-951Q兩種不同外形的催化劑。LS-951T催化劑采用一次濕法混捏-擠條-烘干-焙燒技術制備,具有制備工藝簡單、環境友好、活性組分分散均勻和催化劑制造成本低廉的特點[7]。LS-951Q催化劑是通過大孔體積、大比表面積的球型載體浸漬活性組分制備而成,該催化劑克服了常規球型催化劑孔體積及比表面積小、堆密度大的缺點,提高了催化劑的加氫活性和有機硫水解活性。如系統壓力較低,一般使用條形催化劑,可有效降低催化劑床層的阻力降;如系統壓力較高,一般使用球形催化劑,球形催化劑具有容易裝卸的特點[8]。
2.2.2 LSH-02低溫Claus尾氣加氫催化劑 在傳統的Claus+SCOT工藝中,加氫段使用的常規加氫催化劑以γ-Al2O3為載體,Co、Mo為活性組分,催化劑床層操作溫度高,一般為300~330 ℃,加氫反應器的入口溫度一般控制在280 ℃以上,裝置能耗較高。為降低裝置運行能耗,簡化加氫段再熱操作,減小加氫反應器下游段冷卻器熱負荷,齊魯石化研究院開發了LSH-02低溫Claus尾氣加氫催化劑。該催化劑于2007年完成實驗室小試研制,2008年完成放大制備及工業側線試驗,2008年10月應用于中國石化齊魯分公司80 kt/a硫磺回收裝置上,運行結果表明,在反應器入口溫度220~250 ℃條件下,催化劑表現出良好的低溫加氫活性及有機硫水解活性,加氫反應器出口非硫化氫含硫化合物質量濃度小于50 mg/m3,較常規SCOT催化劑使用溫度降低60 ℃以上,硫磺加工成本節約50元/t以上,節能效果顯著[9]。
2.2.3 LSH-03 S Zorb再生煙氣處理專用加氫催化劑 對于S Zorb汽油吸附脫硫技術中吸附劑連續再生產生的含硫煙氣,國外通常采用堿液吸收的方法除去其中的SO2,但處理后廢堿液會造成二次污染,同時也浪費了硫資源。國內大多數煉油廠均配套硫磺回收裝置,選擇含硫煙氣進入硫磺回收裝置是較好的處理方式。如果進入尾氣加氫單元,由于煙氣中SO2和O2含量較高,普通加氫催化劑容易發生SO2穿透,很難達到裝置要求;同時由于煙氣溫度較低(160 ℃左右),達不到尾氣加氫單元的反應溫度要求,需增設加熱器,這使得裝置能耗升高。齊魯石化研究院成功開發了低溫、耐氧、高活性的LSH-03尾氣加氫催化劑,在加氫反應器入口溫度220 ℃的條件下,具有良好的加氫和水解活性;在不增設加熱設施的情況下,煙氣可直接進入尾氣加氫單元。LSH-03催化劑先后應用于中國石化齊魯分公司80 kt/a、北京燕山分公司10 kt/a、滄州分公司20 kt/a、高橋分公司55 kt/a等多套硫磺回收裝置尾氣處理單元[10-11]。
2.2.4 大型引進硫回收裝置催化劑國產化 近年來,隨著國內一些新的高硫大型氣田被開發,對天然氣凈化工藝提出了新要求。迄今為止,中國石化中原油田普光氣田天然氣凈化廠(簡稱普光凈化廠)是我國最大的氣體凈化廠,該廠年處理混合天然氣能力為1.2×1010m3,硫磺產能2 400 kt/a,擁有6套(12列)單列規模為200 kt/a的硫磺回收裝置,裝置采用美國Black&Veatch公司的工藝包,配套使用的催化劑均為進口。
2013年10月在普光凈化廠進行了LS-02氧化鋁基制硫催化劑、LS-981多功能硫回收催化劑和LSH-02低溫尾氣加氫催化劑國產化工業應用試驗,2014年10月進行了工業應用1年后的工業標定試驗,標定結果表明,裝置在80%,100%,110%,130%運行負荷下,單程硫回收率均在95%以上,總硫回收率均在99.9%以上,煙氣SO2排放濃度低于400 mg/m3,遠低于國家環保法規規定的960 mg/m3的排放標準。
裝置的大型化需要性能優異的催化劑作為基礎,在大型硫磺回收裝置上實現催化劑國產化具有重要意義,可節約外匯,降低催化劑采購成本,打破國外技術壟斷,形成中國石化具有自主知識產權的專有技術,通過開發自主技術實現催化劑國產化,可為高含硫氣田硫磺回收裝置長期安全低成本運行提供技術保障。
3 硫磺回收工藝技術
截至2012年,國內有150余家企業近300套硫磺回收裝置運行,其中中國石化59套,中國石油64套,其余為中海油、煤化工、化肥廠、發電廠、冶煉企業等。其中50 kt/a以上的裝置占總數的30%左右,主要集中在中國石化、中國石油和中化集團公司[12]。通過對已引進的硫磺回收裝置消化吸收,借鑒國外先進技術和有益經驗,中國石化在磺回收裝置工藝設計、單元設備改造、催化劑開發應用、分析控制、溶劑生產以及防腐節能等方面取得了顯著的進步,并形成了具有自主知識產權的成套硫磺回收工藝技術,可以滿足不同酸性氣組成、不同工藝條件、不同排放標準和不同規模的硫磺回收裝置的要求。
3.1 典型的大型硫磺回收裝置技術特點分析
中國石化青島煉油化工有限責任公司(簡稱青島煉化)220 kt/a硫磺回收裝置采用意大利KTI公司專利技術,由中國石化工程建設公司提供基礎設計,中國石化洛陽石油化工工程公司設計,裝置由相同的雙系列Claus制硫單元及單系列尾氣處理單元、尾氣焚燒單元、液硫脫氣單元4部分組成。普光凈化廠200 kt/a硫磺回收及尾氣處理裝置采用美國Black & Veatch公司的專利技術及PDP工藝包,由中國石化工程建設公司總承包,包括6個聯合共12套。其技術特點對比見表1[13-14]。
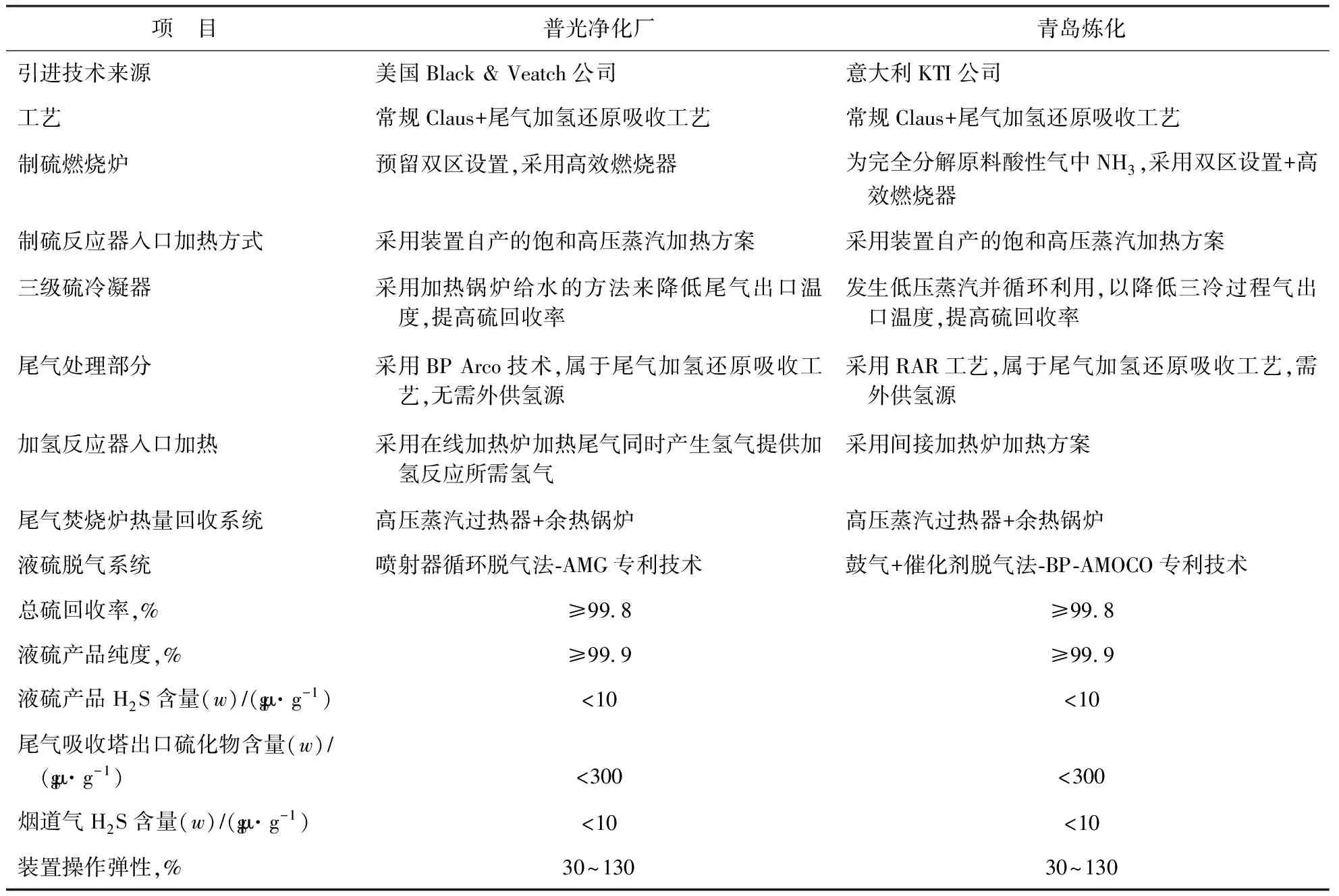
表1 大型硫磺回收裝置技術特點對比
3.2 國產化配套硫磺回收技術
3.2.1 SSR硫磺回收工藝 SSR工藝技術是中國石化集團公司1998年度“十條龍”重大攻關項目之一,由山東三維石化工程有限公司(原中國石化齊魯分公司勝利煉油廠設計院)開發。SSR工藝的主要特點:①對原料酸性氣的適應性強。該工藝已經廣泛用于石油化工企業和煤化工企業的硫回收裝置,酸性氣中H2S摩爾分數在30%~97%;②不使用在線加熱爐,避免了在線爐燃燒產生的惰性氣體進入系統,過程氣總量比在線爐的同類工藝少5%~15%,工藝設備規格和工藝管道規格較小,在同等尾氣凈化度時,尾氣污染物絕對排放量相對較少;③用外供氫作氫源,但對外供氫純度要求不高,從而使該工藝對石油化工企業硫回收裝置具有廣泛的適應性[15]。
3.2.2 ZHSR硫磺回收工藝 中國石化鎮海煉化分公司開發的ZHSR硫磺回收工藝,Claus部分采用在線爐再熱流程,尾氣凈化單元采用還原加熱爐,不需依靠外靠氫源。在尾氣凈化單元采用了兩段吸收、兩段再生的技術,尾氣凈化爐通過擴展雙比率交叉限位控制方案,使燃料氣和空氣在一定比例下實現輕度的不完全燃燒,使之既產生熱量又產生還原性氣體,并通過急冷塔后的H2分析儀在線監測和控制尾氣凈化爐配風量[16]。
3.2.3 LQSR節能型硫磺回收尾氣處理技術 近年來,國外專利商開始將降低加氫轉化器的入口溫度作為突破口,利用煉油廠方便得到的或硫磺裝置自產的中壓蒸汽將尾氣加熱到加氫反應所要求的溫度。齊魯石化研究院與中國石化洛陽工程有限公司合作開發了LQSR高效節能硫磺回收尾氣處理工藝包,Claus尾氣的再熱方式采用裝置自產的中壓蒸汽加熱到220~240 ℃,省去在線加熱爐或氣氣換熱器,同時也省去后部的廢熱鍋爐。在保證裝置的各方面工藝指標(如總硫回收率)不變的前提下,增加裝置運行的可靠性,降低裝置的能耗,減少裝置投資。
3.2.5 LS-DeGAS降低硫磺裝置SO2排放成套技術 《大氣污染物綜合排放標準》(GB 16297—1996)自1997年1月1日實施以來,對控制我國石油煉制工業污染物排放和推動技術進步發揮了重要作用。今后我國將執行新的環保標準,新的《石油煉制工業污染物排放標準(征求意見稿)》規定硫磺回收裝置煙氣SO2排放濃度小于400 mg/m3,特別地區排放濃度小于200 mg/m3。
現有硫磺回收工藝技術已不能滿足以上苛刻的環保要求,齊魯石化研究院開發了具有自主知識產權的LS-DeGAS降低硫磺回收裝置SO2排放成套專利技術,其核心技術主要體現在:①進行催化劑方案的合理級配。一級轉化器部分裝填LS-981多功能催化劑,增加有機硫的水解轉化率,降低凈化尾氣中COS含量;②配合使用高效脫硫劑,將凈化尾氣H2S質量分數降至50 μg/g以下;③采用液硫脫氣及其廢氣處理新工藝。通過開發滿足液硫脫氣廢氣加氫要求的LSH-03A加氫催化劑,將硫磺裝置自產的部分凈化尾氣用于液硫池液硫鼓泡脫氣的汽提氣,節約了氮氣、蒸汽的用量;液硫脫氣廢氣和Claus尾氣混合后進加氫反應器處理,加氫后通過急冷、胺吸收凈化、焚燒排放,使Claus尾氣達到高效凈化的目的。
該技術實施后可將液硫中的H2S質量分數脫至10 μg/g以下,煙氣SO2排放濃度降至200 mg/m3以下,優化操作后可降至100 mg/m3以下,滿足即將執行的新環保法規要求,達到國際領先水平[17]。
4 新建大型硫磺回收裝置設計原則及建議
目前新建大型硫磺回收裝置工藝、技術、設備立足國內,但影響裝置長周期運行和硫回收率的關鍵設備或分析儀器考慮國外引進。
4.1 工藝技術
考慮到硫磺回收裝置在煉油廠的作用與地位,科學合理配置硫磺回收裝置各單元操作規模、套數以及操作彈性。當硫磺回收裝置是煉油廠唯一酸性氣處理裝置時,它的停工將影響到整個煉油廠生產。因此,在硫磺回收裝置以及單元設置時主張多系列、能力有裕度和裝置安全可靠的應對思路。
從保護環境、滿足國家環境保護法規法律規定的要求和提高經濟效益出發,充分考慮硫資源回收,選擇具有較高硫回收率的工藝技術路線。采用先進控制方案,提高裝置抗原料組成波動的能力。為確保較高硫回收率,對酸性氣與空氣比例控制做特別的考慮。
4.2 裝置設備
根據硫磺回收裝置工藝特點,設備選型應考慮以下5個方面的問題:①選擇安全可靠的設備,確保裝置安全、穩定、可靠、長周期運行;②設備選型能力充分考慮過程氣通過壓力降,充分利用酸性氣進裝置有限的壓力能,盡可能地不外加機械能來完成所有的工藝過程;③根據不同酸性氣性質采用不同功能的燒嘴和控制系統;④提供的設備能夠確保操作平穩、運行可靠,可在設計負荷30%~130%范圍內正常操作,維修方便;⑤充分考慮大直徑臥式反應器徑向和軸向方向的分布結構,不致于偏流,保證整個催化床層發揮作用。
4.3 能 耗
節能降耗是提升裝置經濟效益的必要手段之一,主要采取如下措施:①根據不同溫位綜合考慮發生不同等級的蒸汽,降低能耗;②根據不同的供風壓力,分別設置風機,降低動力的總功率,有利于節能;③合理配制多系列動力設備的數量以及功率,采用高效率的電機,優化投資與節能降耗之間關系;④從節約水資源或降低循環水量出發,盡可能采用空冷代替水冷。主風機、機泵備用率按100%考慮。
5 結束語
(1) 國家有關部門正在醞釀修訂大氣污染物綜合排放標準,要求新建硫磺回收裝置二氧化硫排放濃度小于400 mg/m3(特定地區小于200 mg/m3)。為了滿足新的環保法規要求,齊魯石化研究院正致力于高性能系列硫磺回收催化劑的開發,以及由此帶來的工藝技術進步,并提出了降低SO2排放的建議。
(2) 新建大型硫磺回收裝置工藝、技術、設備立足國內,但影響裝置長周期運行和硫回收率的關鍵設備或分析儀器考慮國外引進。提高硫磺回收工藝水平,開好、開穩硫磺回收裝置,不但具有社會效益,還有較好的經濟效益。同時對于煉油企業來說,減少硫的損失是體現油品質量和企業生產管理水平的一個標志,也是實現減排和保護環境的客觀要求。
[1] 商劍峰,劉愛華,羅保軍,等.新型氧化鋁基制硫催化劑的研制[J].齊魯石油化工,2012,40(4):276-281
[2] 殷樹青,徐興忠.硫磺回收及尾氣加氫催化劑研究進展[J].石油煉制與化工,2012,43(8):98-102
[3] 殷樹青.LS系列硫回收催化劑的制備及應用[J].煉油技術與工程,2006,36(10):38-40
[4] 許金山,劉愛華,達建文.LS-981多功能硫回收催化劑的研制與開發[J].煉油技術與工程,2010,40(10):48-51
[5] 劉愛華,劉劍利,陶衛東,等.硫回收技術及催化劑進展[C]//張義玲.硫磺回收技術協作組第十一屆年會論文集.淄博:中國石化齊魯分公司研究院,2013:12-19
[6] 劉愛華,張孔遠,劉玉法,等.LS-951催化劑在Claus尾氣加氫裝置上的應用[J].石油化工,2003,32(2):146-148
[7] 劉愛華,張孔遠,燕京.LS-951T新型Claus尾氣加氫催化劑的工業應用[J].中外能源,2007,12(4):91-94
[8] 師彥俊.LS-951Q尾氣加氫催化劑在鎮海煉化的工業應用[J].硫酸工業,2013(2):49-52
[9] 張紹光.LSH-02低溫硫磺尾氣加氫催化劑的工業應用[J].化工進展,2010,29(4):782-786
[10]劉愛華,徐翠翠,陶衛東,等.S Zorb再生煙氣處理專用催化劑LSH-03的開發及應用[J].硫酸工業,2014,(2):22-25
[11]王建華,劉愛華,陶衛東.S Zorb再生煙氣處理技術開發[J].石油化工,2012,41(8):944-947
[12]張義玲,趙雙霞,宋曉軍.我國硫磺回收技術的進步[C]//張義玲.硫磺回收技術協作組第十一屆年會論文集.淄博:中國石化齊魯分公司研究院,2013:20-24
[13]劉煒,肖春,周家偉,等.200 kt/a硫磺回收及尾氣處理裝置技術研究與應用[J].石油化工設計,2010,27(4):50-53
[14]王新力,汪建華.青島煉化220 kt/a硫磺回收裝置運行總結[J].硫酸工業,2010(2):41-48
[15]范西四,曲思秋.不斷完善走向成熟的SSR工藝技術[J].當代石油石化,2007,15(17):37-40
[16]朱元彪,陳奎.ZHSR硫回收技術[J].煉油技術與工程,2008,38(11):6-10
[17]齊魯石化一新工藝居世界領先水平[EB/OL].http://www.sinopecgroup.com/group/xwzx/gsxw/20140115/news_20140115_ 356420000000.shtml,2014-01-15
(中國石化齊魯分公司研究院,山東 淄博 255400)
CATALYST AND PROCESS TECHNOLOGY FOR SULFUR RECOVERY
Da Jianwen, Yin Shuqing
(ResearchInstituteofSINOPECQiluCo.,Zibo,Shandong255400)
Progresses in catalyst and process technology for sulfur recovery since the 1970’s are reviewed. The development of the LS series catalysts for sulfur recovery and off-gas hydrogenation, and the performance and industrial applications are summarized, and the localization of the imported catalyst of sulfur recovery for large scale plant is described in detail. The process technologies developed by SINOPEC with complete self-owned intellectual property is summarized based on digestion and absorption of the imported plant and relevant advanced technologies and experiences. The design principles and advices for newly built large scale sulfur recovery plant are proposed.
sulfur recovery; catalyst; process
2015-05-06; 修改稿收到日期: 2015-06-01。
達建文,理學博士,教授級高級工程師,中國石化集團石油煉制領域集團公司首席專家,主要從事煉油化工領域的相關工作。
達建文,E-mail:dajw.qlsh@sinopec.com。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年3期)2014-08-16 13:23:50
