基于UG數控車加工環境設置常見問題的解析
2015-09-13 11:44:58蓋立武郭旭紅
制造業自動化 2015年19期
蓋立武,郭旭紅
(1.蘇州市職業大學 機電工程學院,蘇州 215104;2.蘇州大學 機電工程學院,蘇州 215021)
0 引言
車削加工是最重要的機械加工形式之一,據統計占零件制造總量的30%~40%。由于數控車的編程可以通過手工編程來完全實現,導致CAM界一直存在著重銑輕車的觀念。隨著制造業柔性化的不斷發展,機械制造中出現越來越多的單件和小批量的車削加工件。在這種情況下采用手工編程不僅編程效率低,程序編制的正確性也很難保證。在過去的CAM研究中無論是書籍還是論文對于數控車自動編程的研究都比較膚淺,大都是介紹性的概述,所選的實例也比較簡單,沒有給出車削自動編程一種全面的解決方案。本文根據作者多年的實踐經驗,對基于UG環境下數控車自動編程的設置方法進行了探索性的研究,取得了較好的實際應用效果。
1 工件坐標系的設置
在對零件進行編程之前首先應對零件進行工件坐標系的設置,圖1所示的這種不需要掉頭加工的簡單零件,只需要在幾何視圖里的MCS_SPINDLE環境下設置即可,設置要求與手工編程一樣,并選擇車床的工作平面為ZM-XM平面,工件坐標系設置后的效果如圖1所示。
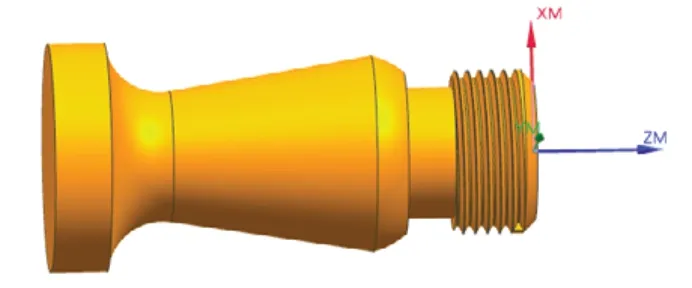
圖1 工件坐標系的設置方法一
對于圖2所示以a截面為界需要掉頭加工的復雜零件,由于零件的左右兩部分是按照不同的工件坐標系進行編程加工的,因此在UG環境下也要設置兩個坐標系。
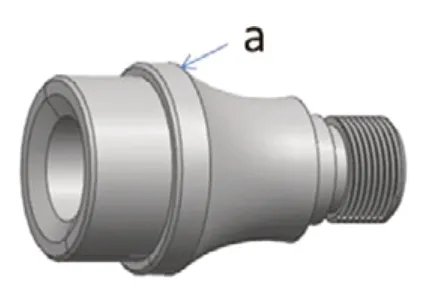
圖2 需掉頭加工的零件
在以前的參考文獻中遇到這種需要掉頭加工的零件,采用將部件分兩次調入UG的加工環境,以設置不同的工件坐標系來實現零件的掉頭加工。這樣設置容易造成坐標系的混亂,給后面的編程帶來了麻煩。為了避免這種麻煩,此處首先按照圖1所示零件的設置方法建立一個工件坐標系,然后插入一個新的幾何體,再創建一個MCS_SPINDLE_1坐標,即完成兩個工件坐標系的設置。設置完工件坐標系的效果如圖3、圖4所示。通過這種設置工件坐標系的方法,使得UG能在一個部件的加工環境下完成零件的掉頭加工,操作的便捷度提高了不少。

圖3 工件坐標系的設置方法二

圖4 工件坐標系圖標
2 加工毛坯的設置
加工毛坯的設置影響切削區域的產生范圍,設置不正確會影響到后面刀軌的生成。如圖1所示的簡單零件,可以在包絡整個部件的長度范圍內設置毛坯,產生的切削區域范圍如圖5所示。

圖5 毛坯的設置方法一
對于圖2所示需要掉頭加工的零件,當先加工左端時如設置的毛坯包絡整個部件范圍,則產生的區域范圍也會包絡整個部件如圖6(a)所示,如在a截面對切削區域進行軸向的編輯,軟件會發生報警,這是因為UG軟件是在毛坯的范圍內自動產生切削區域。正確的設置是:把毛坯的安裝位置設置在如圖2所示的a截面處,產生的切削區域范圍如圖6(b)所示。
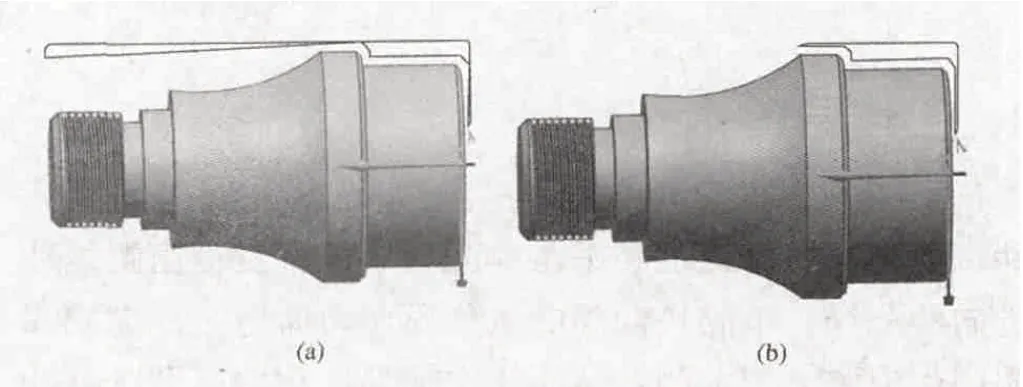
圖6 毛坯的設置方法二
3 共用刀具的設置
對于只需要一個工件坐標系即能完成編程的簡單零件,刀具的設置方法比較簡單,只需要對刀具的幾何角度進行定義。當加工如圖2所示需要掉頭加工的零件時,就要考慮共用刀具的設置,這是因為在UG的加工環境下,有些刀具既屬于工件坐標系MCS_SPINDLE,又屬于工件坐標系MCS_SPINDLE_1,這種情況下需對共用刀具進行設置。設置方法是:對于共用刀具在“車刀標準”對話框,先選擇刀具屬于某一個工件坐標系,例如工件坐標系MCS_SPINDLE,當工件坐標系MCS_SPINDLE1要應用該刀具時,只要在相應的工序設置里把刀具方位設為“繞夾持器翻轉刀具”,這樣該刀具也會適應工件坐標系MCS_SPINDLE1下的加工環境。
4 切削區域的修剪
由于UG環境下切削區域在部件毛坯的整個范圍內生成,因此當進行各工序的設置時必須對切削區域進行修剪。對圖2所示的零件,當進行端面加工工序,設置切削區域時應選擇軸向的修剪方式,以零件最右端的倒角點作為修剪平面,修剪后的切削區域如圖7(a)所示。當進行外形的加工設置時應選擇徑向的修剪方式,并選擇右端倒角的起點作為徑向修剪點,修剪后的切削區域如圖7(b)所示。
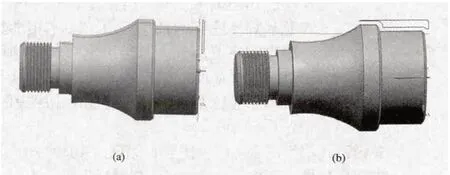
圖7 切削區域的修剪一
對于帶有多個槽的零件如圖8(a)所示,采用軸向修剪的辦法,軸向修剪點1選擇最右邊上槽的右槽邊上的一點,軸向修剪點2選擇最左邊上槽的左槽邊上的一點,修剪后的切削區域如圖8(b)所示。內孔的修剪方法和外形一樣,在此就不贅述。
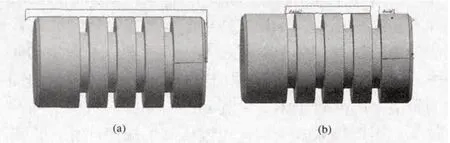
圖8 切削區域的修剪二
5 刀具路徑的優化
當零件的切削區域修剪完后,設置好適當的切削速度和刀具進給速度就可以進行刀具路徑的生成。如果按照UG的默認設置直接生成刀具路徑,雖然也能產生加工軌跡,但零件的加工表面質量、生產效率以及加工過程中測量零件都會受到一定的影響。因此零件的切削區域修剪完后,需要對刀具路徑進行優化。刀具路徑的優化主要在“非切削移動里”進行設置。為了使切削過程平穩,減少因進、退刀而產生的接刀痕,進、退刀一般采用圓弧自動的方式。
刀具的逼近點和離開點的設置方法和加工零件的形狀有關。當加工外形時逼近點和離開點的設置,軸向上要遠離毛坯,徑向上要大于毛坯的直徑,這樣在實際加工中進刀位置和退刀位置才會比較合適。如圖9所示為外形零件刀具路徑優化前后的對比。可以看出優化前車刀的退刀位置緊貼著工件表面,會造成加工過程中測量工件的不便,優化后刀具的進、退刀位置有利于操作者在加工過程中測量工件。
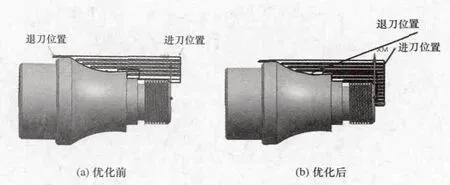
圖9 外形加工中刀具路徑的優化
當加工內孔時逼近點和離開點的設置軸向上要在毛坯底孔的外面,徑向上要略小于底孔的直徑,圖10所示為內孔加工中刀具路徑優化前后的對比。
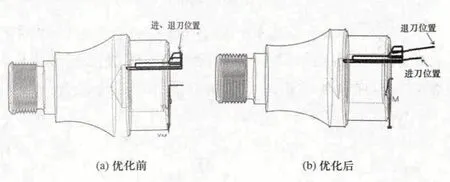
圖10 內孔加工中刀具路徑的優化
6 結束語
通過對UG數控車環境下常用的加工設置方法進行分析,研究了掉頭加工情況下雙坐標系、毛坯、共用刀具等的設置方法,在此基礎上又對切削區域的修剪和刀具路徑的優化方法進行了研究,總結出一套完整的數控車削加工的全面解決方案,對提高數控車削編程的質量和便捷度都有著較大的幫助作用。
[1] 施鑫煜.UG/CAM數控車編程加工的關鍵技術及應用[J].裝備制造技術,2012,05:246-254.
[2] 羅廣炎,沈寵棣.UG數控車自動編程[J].模具制造,2013,08:72-79.
[3] 周林,曠生平.巧用UG線切割模塊編制數控車程序[J].機床與液壓,2008,07:176-177.
[4] 王秋鵬.UG技術在數控編程中的運用[J].電子設計工程,2012,10:96-101.
[5] 何晶昌,申龍,程虎,等.基于UG自動編程的數控車削加工[J].機械制造與研究,2010,39(4):43-46.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
Coco薇(2016年2期)2016-03-22 02:42:52
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
電測與儀表(2015年5期)2015-04-09 11:30:52
都市快軌交通(2014年4期)2014-02-27 08:35:05
