水室封頭高效加工層切銑刀優化設計及分析
2015-09-21 11:56:26程耀楠韓禹盧真真劉利劉亦
哈爾濱理工大學學報 2015年3期
程耀楠++韓禹++盧真真++劉利++劉亦智

摘要:針對在重型切削過程中,切削力和切削溫度遠高于普通切削,刀具失效嚴重制約加工效率和加工質量的問題,以重型切削的典型零件水室封頭為研究對象,依據疊加原理,采用有限元方法,進行層切銑刀的優化設計及分析.首先進行切削實驗,分析層切銑刀和面銑刀的切削性能:其次結合重型切削特點,從層切銑刀階梯、刀具幾何角度和不等齒距等方面,設計適合于加工水室封頭的層切銑刀;然后通過有限元仿真優化主偏角和分析不等齒距對刀具固有頻率的影響;最后對優化的層切銑刀進行銑削性能仿真驗證.通過以上研究過程,為重型切削刀具設計及仿真分析提供參考和理論支撐.
關鍵詞:層切銑刀;重型切削;不等齒距;有限元分析
DOI: 10.15938/j.jhust.2015.03.001
中圖分類號:TG501
文獻標志碼:A
文章編號:1007-2683 (2015)03-0001-07
0 引 言
在我國重點工程建設中,隨著工業裝備向大型、大容量、高參數、高效率的方向發展,各行業對重型、大型技術裝備及其設備制造的要求也越來越高,因此重型、大型裝備零件,如重型機床的導軌、飛機起落架、核電行業中應用的筒節和水室封頭等的機械加工顯得尤為重要,在某些零件加工中(如機重型機床導軌、水室封頭等),多以平面銑削為主,大約占工作量的60%以上,普通刀具無法滿足高效加工的要求,需要開發新型高效率的重型銑削刀具來滿足要求.重型機械加工刀具技術的發展仍然落后于發達國家,因此有必要對重型加工銑削刀具進行優化設計及分析.
在普通加工中,層切銑刀又稱階梯銑刀,已較多應用于工廠的生產,國內諸多學者進行過相關研究,文對銑削圖形的分析,提出一種徑向位錯量較大的單組階梯銑刀;文對自階梯層剝強力端銑刀進行研究,分析得到自階梯層剝強力端銑刀散熱效果和加工效率有明顯的提高;文設計的可轉位階梯面銑刀應用于汽車生產,解決了加工設備功率較小的問題;渭陽柴油機廠王榮國認為階梯式端銑刀在普通平面銑削時,主偏角以75。最佳,而在加工凹凸不平的表面時主偏角應選擇900.目前,將層切銑刀較多地應用在普通大切深加工中,而切削大型、重型零部件的公開資料和參考經驗較少,
由于銑削是斷續加工過程,對于抑制銑削加工時振動多國學者進行過研究,認為不等齒距對抑制銑削加工的振動有良好的效果,文通過X5030A立式升降銑床進行的對比實驗,分析得出不等齒距分布端銑刀的振動位移小于等齒距分布端銑刀;文利用XS5040銑床進行的高速銑削對比實驗,驗證不等齒距刀具抑制振動的效果,并且通過對比發現不等齒距銑刀加工的表面質量優于等齒距分布刀;文在MICRON UCP五軸數控加工中心進行切削對比,利用時域和頻域進行分析,驗證不等齒距分布銑刀切削的振動小于等齒距分布的銑刀.在普通切削中,層切銑刀和不等齒距分布對提高表面加工質量和抑制振動有明顯的效果,但在重型切削中,由于切削參數和刀具要求不同,應用不等齒距式層切銑刀的理論和經驗不足,缺少重型切削刀具設計的理論基礎,因此本文對重型銑削水室封頭零件層切銑刀進行研究.
應用于核電行業的水室封頭零件,其加工方式在行業內被認為是典型重型切削,水室封頭材料為低合金高強度SA508Ⅲ鋼,為難加工材料,并且其毛坯為鍛件,可加工性非常差,表面有裂紋、金屬夾雜、鍛造鏟溝、鍛造坑包、表面折疊、氧化皮、硬而脆的網狀碳化物等缺陷,使刀具在加工時產生較大沖擊力,易使刀具發生沖擊破損,降低刀具使用壽命,影響加工效率和表面質量,水室封頭銑削加工過程材料去除量大,一般達到70%左右;刀具易發生粘接失效,影響使用壽命低,需頻繁換刀,嚴重制約生產效率,導致生產成本和資源消耗嚴重.本文以核電行業所用的典型零件大型蒸汽發生器水室封頭零件的加工為研究對象,優化設計不等齒距層切銑刀,以提高水室封頭的加工效率.
1 層切銑刀切削性能實驗
通過切削對比實驗,分析層切銑刀和普通銑刀的切削性能.實驗條件等如下:
加工刀具:層切銑刀(φ125)、普通面銑刀(φ125);
工件材料:SA508Ⅲ鋼;
實驗儀器:銑床、Kistler測力儀、表面粗糙度測量儀.
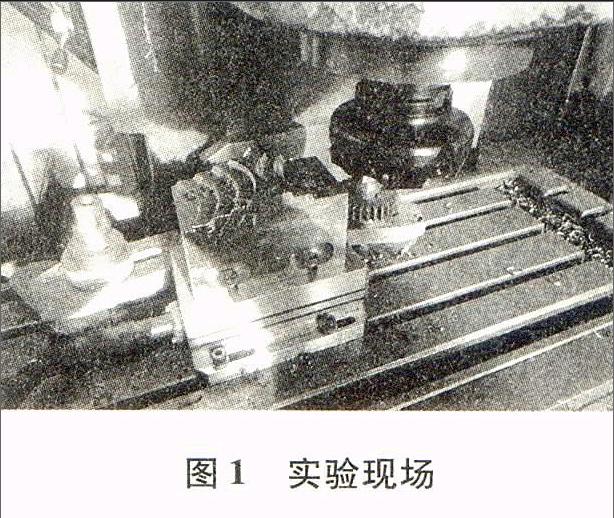
實驗進行L。(34)的正交實驗,取切削速度(v)、每齒進給量(fz)、銑削深度(ap)3個因素變量,并設定3個水平(實驗參數見表1).圖l為銑削實驗現場圖,實驗中應用測力儀測量各個方向切削力最大值以及切削力的變化曲線(如圖2所示),應用表面粗糙度測量儀測量表面粗糙度.
通過實驗結果對比分析可知:層切銑刀切削性能要優于普通面銑刀,其切削力小于普通的面銑刀,且表面加工質量和加工效率優于普通面銑刀.進行層切銑刀和普通面銑刀的對比實驗,可為重型層切銑刀的設計提供加工基礎.
重型切削中,刀具的加工條件、刀具失效機理與普通切削有所差異.實際加工經驗和資料表明,重型切削的切削力和切削溫度都高于普通切削,一般重型加工切削力為普通加工切削力的數倍甚至達到幾十倍,切削溫度可達1000℃以上,刀具承受變載荷沖擊和熱沖擊,易產生振動,并且水室封頭鍛造件表面缺陷較多,加工時不斷變化的切深導致刀具易發生沖擊破損,制約刀具的使用壽命低.加工過程中,需要頻繁更換刀具,制約重型切削的加工效率,嚴重影響表面加工質量
2 層切銑刀的設計
本文基于重型平面銑刀并結合層切銑刀和不等齒距刀齒分布等特點,進行適用于水室封頭加工的高效不等齒距層切銑刀的設計.
2.1 刀盤直徑的確定
銑刀的直徑對壽命有直接的影響,若刀盤直徑選擇不合理,會加劇刀片磨損或造成崩刃,導致切削力急劇變化,產生振動.銑刀直徑同樣還影響銑削表面粗糙度和生產效率,確定面銑刀直徑應保證:第一,其最大直徑不能和夾具或其他設備相干涉;第二,面銑刀的有效直徑應為銑削寬度a。的1.3 -1.5倍.