基于三菱PLC控制的物料分揀系統設計與實現
2015-09-23 03:48:40張繪敏
時代農機 2015年12期
張繪敏
(河南化工職業學院 機械電子系,河南 鄭州452000)
1 物料分揀系統方案及元件選型
物料輸送分揀系統由于它能有效地解決生產分揀過程人工作業 運行成本高、效率低等弊病,所以應用越來越廣泛。物料分揀采用可編程控制器PLC進行控制,能連續、大批量地分揀貨物,分揀誤差率低且勞動強度大大降低,可顯著提高勞動生產率。PLC控制分揀裝置涵蓋了PLC技術、氣動技術、傳感器技術、位置控制技術等內容,是實際工業現場生產設備的微縮模型。應用這些技術可以設計不同類型材料的自動分揀控制系統。該系統的靈活性較強,程序開發簡單,可適應進行材料分揀的彈性生產線的需求。
1.1 物料分揀系統的控制要求
該分揀系統的部分部件位置及其名稱如圖1所示。控制要求如下:按下啟動按鈕,運行指示燈亮,圓盤電機轉動,送工件至料臺,若4s內檢測不到物料,紅燈閃爍系統停止。若檢測到物料,圓盤電機停止并驅動機械手運行,懸臂伸伸出到位后,手臂下降,抓取物料后手臂上升,懸臂縮回,機械手轉至右極限,懸臂伸出,手臂下降,若進料口無物料手爪松開使夾持的物料落入進料口后,機械手返回到原點繼續重復以前的動作。輸送皮帶進料口檢測到工件后,三相電動機啟動并以30HZ的頻率正向高速運行,對物料進行分揀。傳感器接到金屬信號后,驅動氣缸Ⅰ伸出將其推入1槽;按同樣的順序,氣缸Ⅱ將白色塑料推入2槽,氣缸Ⅲ把黑色塑料推入3槽。當氣缸將工件推入槽內,輸送帶上無工件時,三相電動機以10HZ頻率正向低速運行,下一個工件到達重新分揀。

圖1 分揀系統的部件位置
設備運行中如按下停止按鈕,圓盤電機立即停止,機械手將完成當前的搬運后回到原位停止,分揀裝置必須完成工件的分揀后才停止,運行指示燈滅。設備運行過程中如出現緊急情況,可按下急停開關,所有裝置都停止運行,蜂鳴器響,急停開關復位后,蜂鳴器停止報警。如要啟動設備,再按下啟動按鈕,設備接著急停時的工作進行。如遇突然斷電,設備停止,但機械手夾持的工件不能掉下,恢復供電后,設備接著斷電前的狀態運行。
1.2 物料分揀系統元件選型
在物料分揀系統中,需要確定PLC、傳感器和變頻器的型號。
(1)PLC的選擇。此設計中選用三菱FX2N系列的PLC。
(2)傳感器的選擇。本系統共用到7個傳感器:料臺和傳送帶落料口處物料檢測用光電傳感器;機械手左擺右擺的傳感器可用鐵接近限位傳感器;檢測金屬、白色和黑色物料分別選用電感傳感器、光纖傳感器和光電傳感器。系統中的7個氣缸除擺動氣缸外,其他檢測氣缸伸出或縮回到位的傳感器都選用磁性開關。
(3)變頻器的選擇。變頻器選用三菱FR-E740變頻器。
2 物料分揀系統的硬件設計
(1)PLC的I/O分配。系統的輸入信號主要有21個輸入信號,17個輸出信號。因三菱FX2N系列PLC的I/O端口必須保留一定的裕量,一般為10%,因此擇的PLC型號為三菱FX2N-48MRPLC,具體輸入輸出信號分配如下表1所示。
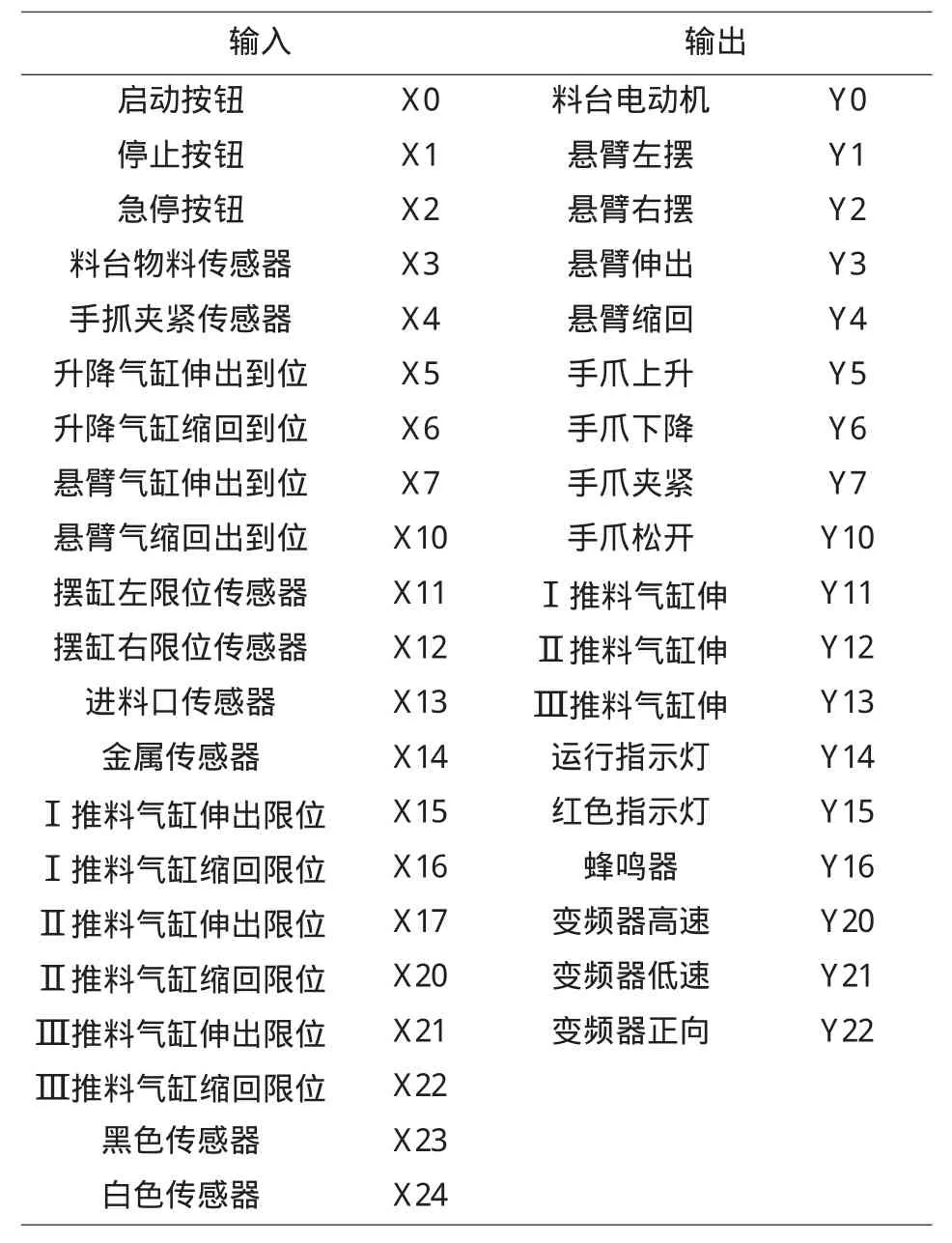
表1 PLC的I/O分配表
(2)物料搬運系統電氣控制原理圖。根據PLC的I/O分配分析,可以畫出PLC電氣控制原理圖。設計的系統電氣控制原理圖如2所示。
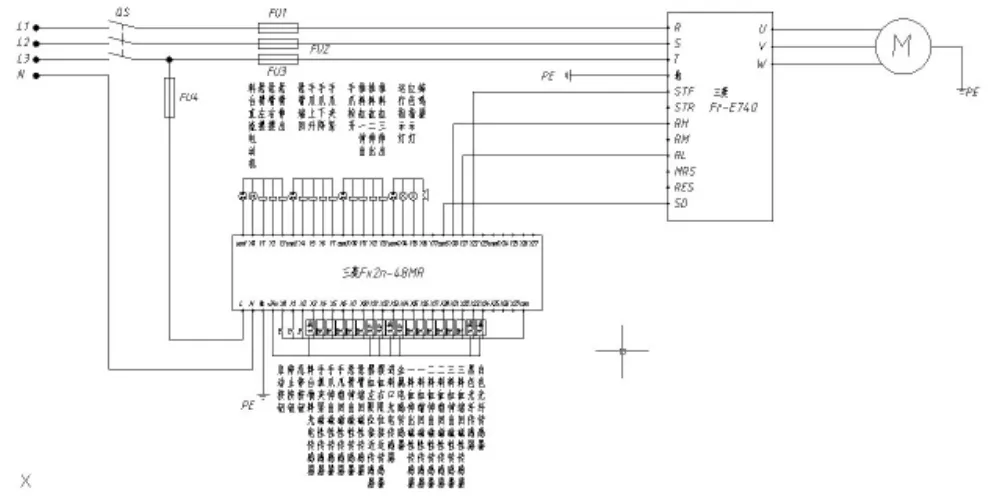
圖2 物料搬運系統電氣控制原理圖
3 軟件設計
3.1 物料分揀機構的工作流程圖
送料機構工作流程如圖3所示,機械手搬運機構工作流程如圖4所示,傳送及分揀機構流程如圖5所示。
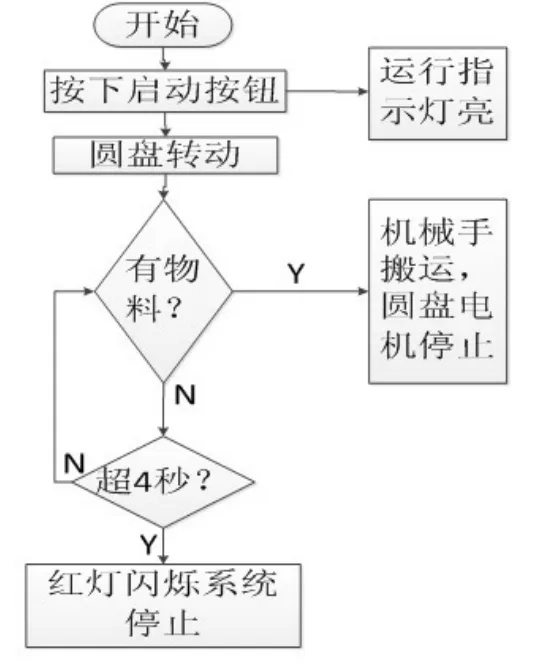
圖3 送料機構流程圖
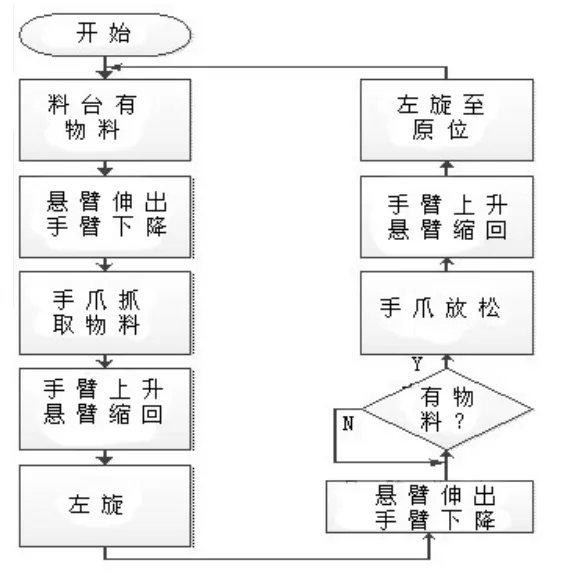
圖4 機械手搬運流程圖
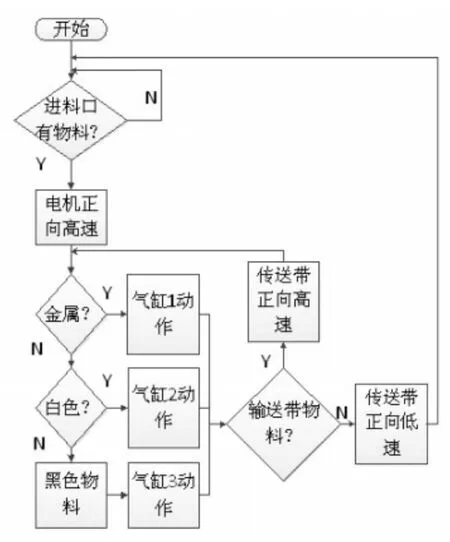
圖5 傳送及分揀流程圖
3.2 梯形圖的功能與實現
本系統屬于典型的順序控制,故程序設計主要采用狀態編程思想編程。
(1)4S內能否檢測到物料的設計。在判斷4S內能否檢測到物料的狀態中通過選擇性分支來對兩種不同的情況加以處理。
(2)機械手搬運過程的設計。選取中間狀態的不同狀態繼電器表達搬運過程,狀態的轉移條件采用用于檢測相應氣缸動作到位的磁性開關或限位傳感器來實現。
(3)掉電保持功能的設計。設計中的狀態繼電器選用具有掉電保持功能的軟元件,從而滿足了系統掉電保持的要求。
(4)系統的停止設計。設計中將停止輔助繼電器M810放置在機械手搬運和物料分揀的結束狀態中,最終達到了控制要求。急停輔助繼電器M820的常閉加到每個狀態的驅動主線路上,達到了出現緊急狀況按下急停按鈕所有動作都停止的功能。
3.3 部分程序運行仿真與調試

圖6 4秒內無物料紅燈閃爍

圖7 三相交流異步電動機正向高速
按下啟動按鈕后4秒內沒有檢測到物料,則系統停止紅燈閃爍,按下停止按鈕紅燈停止閃爍,具體如圖6所示。當物料到達傳送帶進料口后三相交流異步電動機開始正向高速運轉如圖7所示。
4 結語
PLC控制的物料分揀系統的設計,以三菱FX2N-48MR PLC為主控制器,通過硬件設計和軟件編程、程序仿真調試實現對金屬和不同顏色物料的自動分揀。該系統通用性強,可靠性好,程序開發簡單,可在其基礎上對物品分揀的種類與分揀的性能進行拓展及完善,使其適用于各行各業實際生產中的物料分揀,實現分揀線全自動化,提高生產效率。
[1]李明釗,楊承志.基于PLC的卷煙自動分揀系統[J].工業控制計算機,2008,21(3):88-90.
[2]張萬忠.可編程控制器應用技術[M].北京:化學工業出版社,2012.
[3]范金玲.基于PLC的氣動機械手控制系統設計[J].液壓與氣動,2010,(7).
[4]蔣少茵.材料分揀裝置的可編程控制系統設計[J].華僑大學報,2005,26(4):442-444.
[5]劉杰,李鵬.基于可編程控制器的分揀裝置設計與實現[J].西南師范大學學報,2014,(39).
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12