某鐵路起重機的轉臺結構件加工
2015-09-23 03:48:42宋立軍
時代農機 2015年12期
宋立軍
(齊齊哈爾軌道交通裝備有限責任公司,黑龍江 齊齊哈爾161000)
1 零件圖紙分析
該回轉軸以45#調質處理的毛坯為原材料,毛坯尺寸Φ125X300。該零件輪廓由直線、圓弧、拋物線和橢圓共同構成一個復雜成型曲線回轉軸。
2 數值計算
利用AUTO CAD繪圖軟件,利用其強大的信息處理功能為圖形中繁雜點的計算,在狀態欄中就可以看到這些點的坐標,如圖1所示。
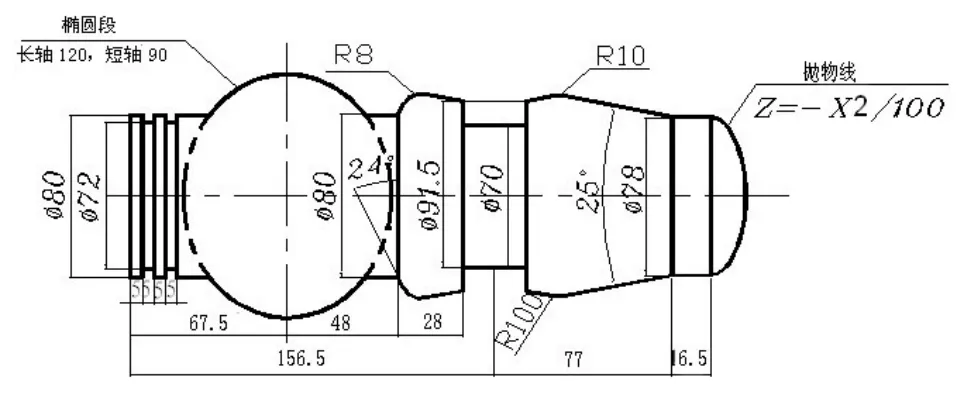
圖1 零件加工圖紙
3 加工工藝的分析
(1)定位基準的選擇。定位基準選擇原則:①基準重合原則;②基準統一原則;③便于裝夾原;④便于對刀原則。根據定位基準選擇原則,避免不重合誤差,便于編程,以工序的設計基準作為定位基準。零件加工時,先以拋物面的軸線作為軸向定位基準,車削橢圓面以右的外表面各部分;然后以拋物面的中心作為該軸件的軸向定位基準,以軸臺的端面的中心作為該軸件剩余工序的軸向定位基準。并且把編程原點選在設計基準上。
(2)裝夾方式。為使工件的加工回轉軸線與車床的主軸回轉中心重合,用磁力表找正工件
(3)加工方案制定。考慮到零件的形狀不意裝夾故先加工零件的左邊的部分,然后以左面的鍵槽為定位基準加工右面的部分。并且考慮到加工原則中的先近后遠先粗后精制定加工工藝如下:①橢圓面以及左面的鍵槽部分:粗車——精車;②鍵槽(Φ72X5):車削;③橢圓面右面的部分與拋物面:粗車——精車;④退刀槽(Φ70X26):車削。
4 刀具的選擇
選擇刀具通常要考慮:①被加工工件的材料及性能;②切削工藝的類別;③被加工工件的幾何形狀,零件精度,加工余量;④被吃刀量,進給速度,切削速度。考慮到以上因素故粗車時,要選用強度高,耐用度高的刀具以滿足粗車時大吃刀量,大進給量的要求。精車時要選用精度高,耐用度好的刀具以保證加工精度的要求。由此確定加工時用的刀具T01為45°的菱形可轉位刀片右端面外圓車刀,T02為35°的可轉位右端面外圓車刀和T03為5mm車斷刀。
5 切削參數的確定
切削用量包括切削速度,背吃刀量和進給量。對于不同的加工方法需要選擇不同的切削用量。粗加工時一般以加工效率為主通常選擇較大的背吃刀量和進給量,采用較小的切削速度。精加工時通常選擇較小的背吃刀量和進給量采用較高的切削速度,對于原材料45#,粗加工時ap取3mm;Vf取120m/min;f取0.4mm/r。精加工時ap取0.25mm,Vf取150m/min;f取0.2mm/r。
6 數控加工宏指令
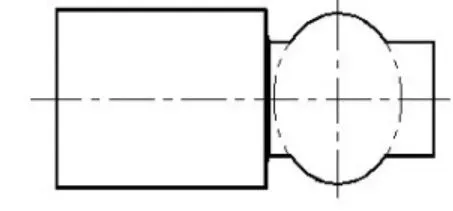
圖2 粗車橢圓面及左側外表面
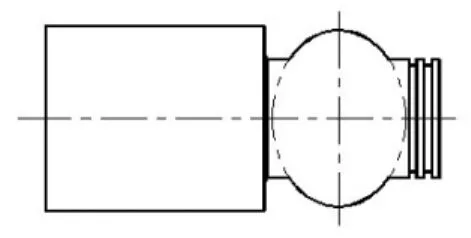
圖3 左端回轉中心車削
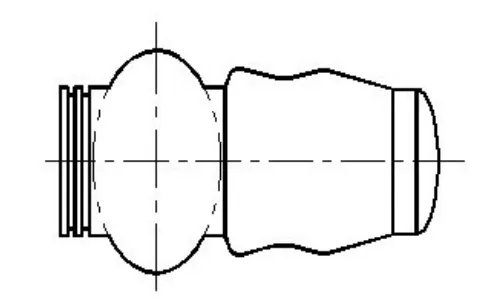
圖4 精加工橢圓右面
宏程序具有很大的靈活性,通用性和智能性等特點 對于不規則的曲面來說,使用CAD/CAM軟件編程都有工作量大加工參數不宜修改的缺陷而宏編程則不同編程人員只要根據零件的幾何信息和不同的數學模型即可完成相應的加工程序。宏指令編程是指像高級語言一樣,使用變量進行算術運算(+、-、*、/),邏輯運算(AND、OR、NOT)和函數(SIN、COS等)混合運算的程序編寫形式,可用于編制各種復雜的零件加工程序。
在零件加工過程中對拋物面和橢圓面的軌跡加工采用宏編程。工序01,粗車橢圓面以及左側外表面,如圖2所示。工序02,精加工橢圓面以及左側外表面;工序03,車削外環槽程序原點工件的左端面的回轉中心,如圖3所示。工序04粗加工橢圓面以右的部分與拋物面。工序05,精加工橢圓面右面的表面,如圖4所示。
[1]陳海舟.數控銑削加工宏程序及應用實例[M].北京:機械工業出版社,2006.
[2]趙長明.數控加工工藝及設備[M].北京:高等教育出版社,2003.
[3]袁哲俊.金屬切削刀具[M].上海:上海科學技術出版社,2000.