基于三菱PLC和電機(jī)精確定位控制
2015-10-10 07:22:58方亞梅
時(shí)代農(nóng)機(jī) 2015年11期
關(guān)鍵詞:程序
方亞梅
(上海電機(jī)學(xué)院,上海 201306)
基于三菱PLC和電機(jī)精確定位控制
方亞梅
(上海電機(jī)學(xué)院,上海201306)
精確定位控制是工業(yè)控制中最重要的問題之一。通過三菱PLC FX3U能對步進(jìn)電動和伺服電動機(jī)進(jìn)行精確定位控制。在GX-Developer軟件平臺中將電機(jī)控制的梯形圖程序和SFC步進(jìn)順控程序編寫并進(jìn)行調(diào)試檢查,對實(shí)際應(yīng)用和教學(xué)具有一定的參考價(jià)值。
步進(jìn)電機(jī);伺服電動機(jī);三菱PLC;GX-Developer
1 電機(jī)位置控制問題
位置控制是機(jī)電一體化領(lǐng)域的重要問題。位置的精確性取決于控制模塊和執(zhí)行機(jī)構(gòu)運(yùn)動的精度大小。在自動化設(shè)備中,可以選用復(fù)雜且成本高的伺服控制系統(tǒng)達(dá)到精確定位的要求,但是對于定位精度要求高但是運(yùn)動相對較簡單的場合,可以利用PLC通過驅(qū)動控制電機(jī)達(dá)到相應(yīng)的位置要求,且結(jié)構(gòu)簡單,成本低廉。
可編程控制器(PLC)為專用工控機(jī),具有抗干擾能力強(qiáng)、可靠性極高、體積小等顯著優(yōu)點(diǎn),是實(shí)現(xiàn)機(jī)電一體化的理想工業(yè)控制裝置。其中PLC具有的運(yùn)動控制功能,包括對直線運(yùn)動和圓周運(yùn)動的控制,適用于工業(yè)過程控制,廣泛應(yīng)用于各種機(jī)械、機(jī)床、機(jī)器人、電梯等場合。通過對電機(jī)及運(yùn)動執(zhí)行機(jī)構(gòu)的開環(huán)或閉環(huán)控制,配合驅(qū)動控制電機(jī),達(dá)到精確的位置運(yùn)動要求。
本文基于三菱FX3U-16MT的PLC對步進(jìn)電機(jī)和伺服電機(jī)的精確定位進(jìn)行探討,并利用GX-developer軟件平臺編輯和檢查梯形圖和SFC圖。
2 步進(jìn)電機(jī)的定位控制
步進(jìn)電機(jī)的工作原理將電脈沖信號轉(zhuǎn)變?yōu)榻俏灰苹蛘咧本€位移,帶動工作臺運(yùn)動。實(shí)際中較常見的一種是步進(jìn)電機(jī)和絲杠連接,將步進(jìn)電機(jī)的旋轉(zhuǎn)運(yùn)動轉(zhuǎn)變成工作臺面的直線運(yùn)動。它結(jié)構(gòu)簡單、控制方便、轉(zhuǎn)動慣量低、定位精度高、無累積誤差和成本低廉,因此常作為工控環(huán)境中的動力源。步進(jìn)電動機(jī)通過控制電機(jī)的轉(zhuǎn)數(shù)、轉(zhuǎn)速及角位移,對工作臺進(jìn)行定位控制。正常情況下,脈沖信號的頻率和脈沖數(shù)決定了步進(jìn)電機(jī)的轉(zhuǎn)速和角位移。基于其輸出角位移正比于輸入脈沖數(shù),轉(zhuǎn)速正比于脈沖頻率的線性關(guān)系,且步進(jìn)電機(jī)只要周期誤差而無累積誤差的優(yōu)點(diǎn),利用PLC加驅(qū)動器去控制步進(jìn)電機(jī),可以在低成本的條件下達(dá)到較好的定位效果。而步進(jìn)電機(jī)反轉(zhuǎn)則可以通過改變繞組通電相序?qū)崿F(xiàn)。
步進(jìn)電機(jī)及驅(qū)動的接線圖如圖1所示。
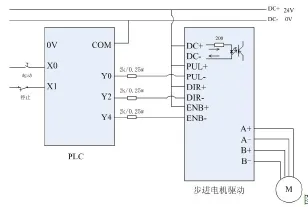
圖1 步進(jìn)電機(jī)及驅(qū)動的接線圖
要求如下:X0的接通讓步進(jìn)電機(jī)轉(zhuǎn)動;按下起動按鈕X0,電機(jī)從A點(diǎn)運(yùn)行至B點(diǎn)后停2s再返回A點(diǎn)停下;如圖2所示控制。
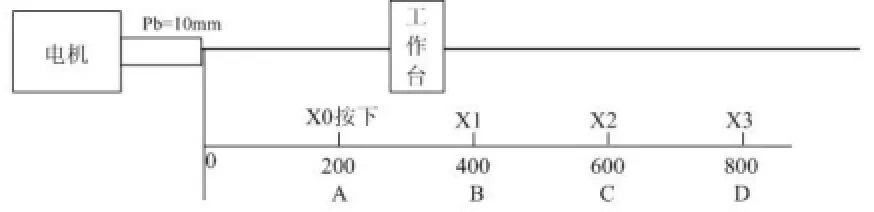
圖2 步進(jìn)電動機(jī)位置圖
步進(jìn)電機(jī)負(fù)端驅(qū)動,驅(qū)動要求5V,用24V電源,接電阻限流。電流流出后驅(qū)動PLC端口,因?yàn)槎O管I<20mA,電阻2K+200,所以I=24V/2200Ω≈10mA。
利用三菱PLC編程軟件GX-Developer,將針對上述問題的程序?qū)懭刖幊坦ぞ摺S脩艨梢栽诿摍C(jī)程序下對程序進(jìn)行調(diào)試。具體梯形圖程序如圖3所示。
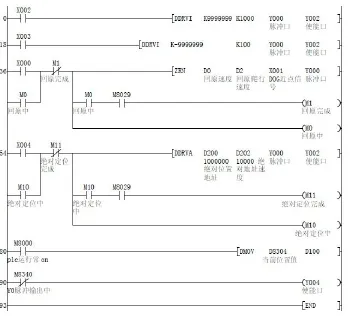
圖3 步進(jìn)電機(jī)定位控制參考程序
3 伺服電機(jī)的精確定位控制
步進(jìn)電機(jī)屬于開環(huán)控制,工作臺的位移完全由電機(jī)轉(zhuǎn)數(shù)決定。而在實(shí)際工作過程中,步進(jìn)電機(jī)存在失步、因轉(zhuǎn)角不完全精確造成的周期性誤差等因素,不能達(dá)到精確定位控制的要求。伺服電機(jī)一種在伺服系統(tǒng)中控制執(zhí)行機(jī)構(gòu)運(yùn)轉(zhuǎn)的發(fā)動機(jī),屬于補(bǔ)助馬達(dá)間接變速裝置。這種電機(jī)以電壓信號轉(zhuǎn)化為轉(zhuǎn)矩和轉(zhuǎn)速以驅(qū)動工作臺,位置精度非常精確。相比而言,伺服電機(jī)因?yàn)橛蟹答佈b置,將工作臺的位置信息反饋至系統(tǒng)輸入端,消除位置誤差,大大提高了定位控制精度。伺服電機(jī)驅(qū)動為MR-E-100A-KH003,接線圖如圖4所示。圖5位伺服電機(jī)定位位置圖,伺服電機(jī)的尾部裝編碼器,起反饋?zhàn)饔谩9ぷ髋_與絲桿螺距:Pb=10mm。自動運(yùn)行過程:要求電氣精度達(dá)到0.001mm。
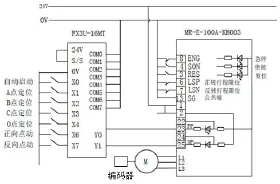
圖4 伺服電機(jī)及驅(qū)動接線圖
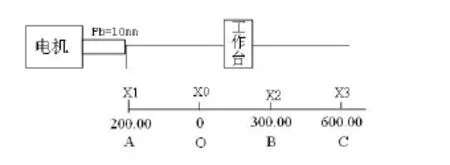
圖5 伺服電機(jī)定位位置圖
利用步進(jìn)順控的方式先確定上述問題的流程圖,初始塊用于記憶存儲最近一次的執(zhí)行結(jié)果,防止斷電等原因重啟電機(jī)導(dǎo)致程序執(zhí)行中斷后不能繼續(xù)進(jìn)行。自動找尋零點(diǎn),按照O點(diǎn),B點(diǎn),C點(diǎn),A點(diǎn)然后回到O點(diǎn)的自動循環(huán)。在實(shí)際環(huán)境中,有時(shí)候需要手動操作到A點(diǎn),B點(diǎn),C點(diǎn),故設(shè)置成如圖6所示的SFC圖。
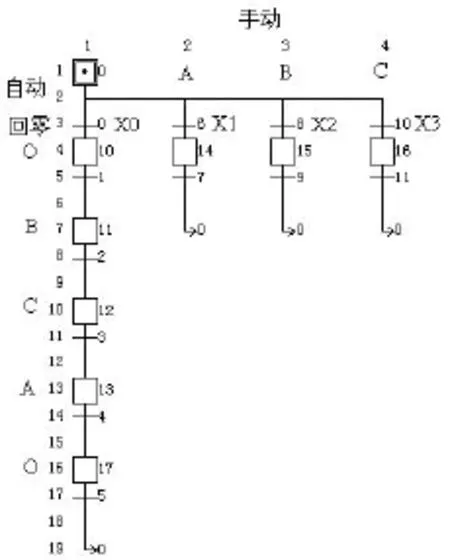
圖6 伺服電機(jī)電機(jī)控制的參考SFC
利用GX-Developer中的程序檢查功能,再檢測上述兩個(gè)程序是否有錯(cuò)誤。
[1]胡佳麗,閆寶瑞,等.S72200PLC在伺服電機(jī)位置控制中的應(yīng)用[J].自動化儀表,2009,30(12):38-41.
[2]李寧.PLC控制伺服電機(jī)準(zhǔn)確定位的方法[J].現(xiàn)代電子技術(shù),2010.
Accurate Positioning Control Based on Mitsubishi PLC and Motor
FANG Ya-mei
(Shanghai Dianji University,Shanghai 201306,China)
Accurate positioning control is one of the most important problems in industrial control.In this paper,through the Mitsubishi PLC FX3U,accurate positioning control can be done on stepper motor and servo motor.In GX-Developer software platform,programming and debugging the motor control ladder diagram program and SFC stepping sequence control has certain reference value for practical application and teaching.
step motor;servo motor;Mitsubishi PLC;GX-Developer
TP211+.4
A
2095-980X(2015)11-0034-02
2015-10-22
方亞梅(1989-),女,安徽績溪人,碩士,主要研究方向:機(jī)電一體化及數(shù)控機(jī)床。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40