硫化汽囊機PLC控制設計
2015-10-14 03:21:54潘行心
河南科技 2015年23期
潘行心
(臺州職業技術學院,浙江 臺州 318000)
硫化汽囊機PLC控制設計
潘行心
(臺州職業技術學院,浙江臺州318000)
傳統的的繼電器線路控制這樣對象,故障會頻繁發生,對生產會產生影響,采用PLC控制對硫化汽囊機自動控制,效果很好。
硫化汽囊機;PLC;梯形圖;
汽囊硫化是橡膠硫化的新工藝。硫化機主要用于其周長在1000mm以下的圓模V帶的硫化。為了保證產品質量,提升使用性能,采用三菱FX2N系列可編程控制器,它具有良好性能價格比,能很好滿足要求。
1 控制要求
硫化機結構包括缸門、模具、膠帶、膠套和缸體及外壓汽進出口和內壓汽進出口。裝在圓模上的半成品套上橡膠后裝入缸內,閉合缸門并使之轉過一個角度(合齒)。然后依次通入外壓蒸汽。由于外壓蒸汽單位壓力高于內壓蒸汽,在壓差作用于膠套對半成品進行加壓硫化。硫化時間根據膠帶的型號調整。硫化后,按以上相反的程序動作取出產品,結束一次硫化周期。汽囊硫化機三菱FX2N系列PLC控制流程圖如圖1所示。

圖1 PLC控制流程圖
2 PLC控制I/O口分配見表1
汽囊硫化機三菱FX2N系列PLC控制I/O口分配見表1。

表1 PLC控制I/O口分配
3 控制接線
PLC控制連接線路如圖2所示
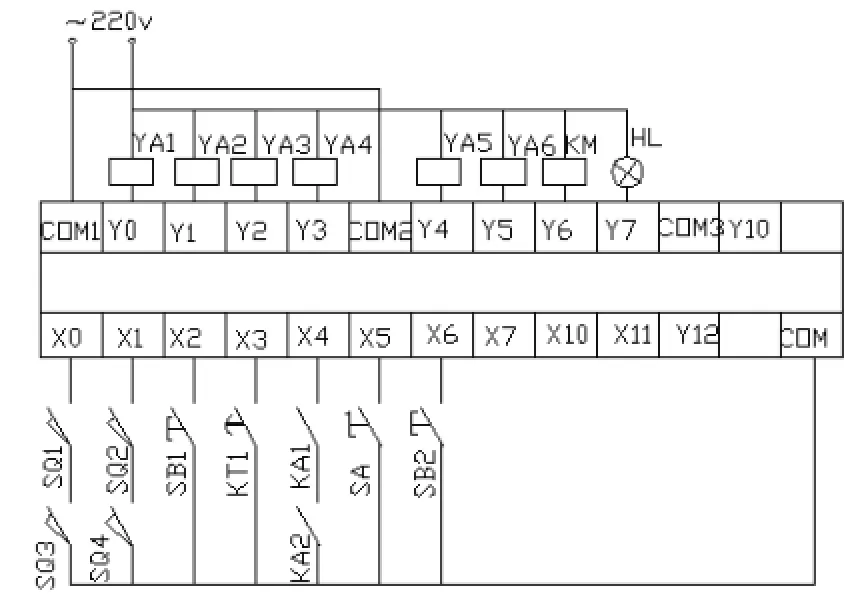
圖2 控制接線圖
4 PLC控制梯形圖設計
PLC控制梯形圖如圖3所示。液壓系統完成關門和合齒時,也就是電磁閥YA1與YA3得電,按下起動按鈕SB1,進入步進控制,硫化結束后,指示燈HL燈會亮,將缸門打開。電磁閥YA2與YA3得電,完成開門和分齒動作。
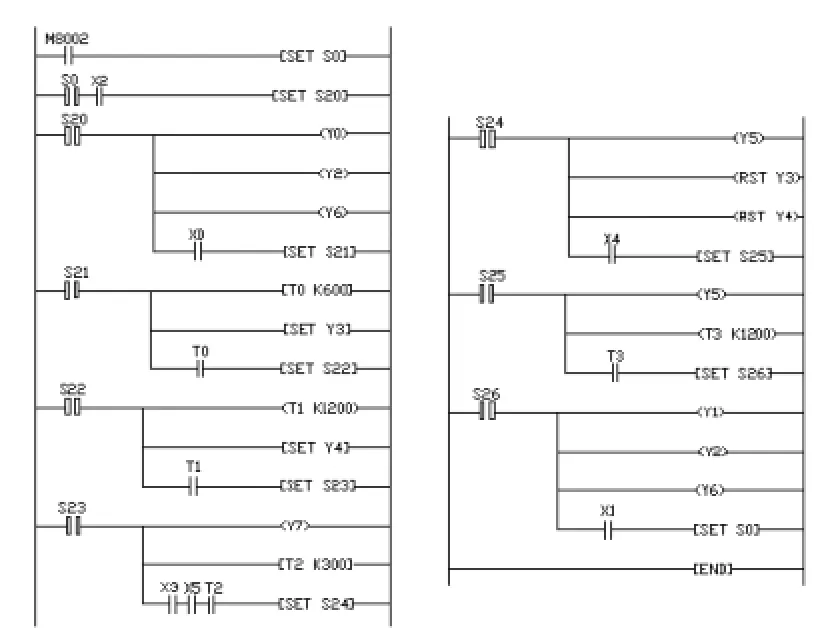
圖3 PLC控制梯形圖
5 結語
本系統在實際應用中穩定可靠,全自動化操作降低了勞動強度,達到了提高汽囊硫化效果,運行可靠,安全,經濟效果顯著。
[1]肖峰.PLC編程100例,中國電力出版社2009.6.
[2]盧盛平.可編程序控制器在汽囊硫化機上的應用[J],電工技術,1991.12.
潘行心(1971.01—)男,研究生,研究方向:音響技術、電子技術等。
TP391.1
文章編號:1003-5168(2015)-12-0099-1
