剪切歷史對微注塑制品形態結構和力學性能的影響
2015-10-20 00:44:32王佳佳王利霞卞寧王東方王永貞張楊李倩申長雨
化工學報 2015年5期
王佳佳,王利霞,卞寧,王東方,王永貞,張楊,李倩,申長雨
?
剪切歷史對微注塑制品形態結構和力學性能的影響
王佳佳1,2,王利霞1,2,卞寧2,王東方2,王永貞2,張楊1,李倩1,2,申長雨2
(1鄭州大學微納成型技術國家級國際聯合研究中心,河南鄭州450001;2鄭州大學橡塑模具國家工程研究中心,河南鄭州450002)
以厚度1、0.5和0.2 mm的微制品為研究對象,采用等規聚丙烯(iPP)材料進行微注塑實驗,通過改變注射速度研究剪切歷史對制品內部形態結構和力學性能的影響,并對微制品內部形態結構和力學性能的影響關系進行分析,不同注射速度下的剪切歷史采用Moldflow分析獲得。結果表明:1 mm和0.5 mm微制品厚度方向均呈現皮芯結構,且皮芯交界處的過渡層出現不完善的串晶層,0.2 mm微制品呈現含有柱晶結構的皮芯分層結構。對于3種厚度的微制品,熔體整體剪切水平隨著注射速度的提高而提高,1 mm和0.5 mm制品的皮層厚度隨注射速度增大而減小,模量、斷裂強度和斷裂伸長率均隨皮層厚度增大而增大,屈服應力變化不明顯,0.2 mm制品的皮層厚度隨著注射速度的增大而增大,且隨著皮層厚度的增大,斷裂強度、模量和屈服應力增大,斷裂伸長率逐漸減小。
微注塑成型;微尺度;等規聚丙烯;剪切歷史;結晶;形態;顯微結構;力學性能
引 言
聚合物熔體在微注塑成型過程中經歷較傳統注塑成型更復雜的剪切歷史,對結晶聚合物來說剪切會改變聚合物的結晶結構,從而影響微制品內的形態和顯微結構(形態結構)。制品的力學性能是由其內部形態結構所決定的,研究成型工藝、制品內部形態結構與力學性能的關系,可以更好地優化工藝以控制制品的形態結構,從而獲得力學性能最佳的微制品。
在傳統注塑成型中,由于厚度方向存在剪切和溫度梯度,注塑件橫截面呈現明顯的分層形態結構[1-4]。Ito等[5]發現厚0.3 mm微制品和傳統制品的形態結構的區別在于各個層的相對厚度不同。Julien等[6]研究發現HDPE微制品的形態結構中出現沒有球晶層的無芯結構,并認為出現無芯結構的原因是制品薄且熔體與模壁接觸所占比例大,促進熔體的異質成核。Liu等[7-9]在厚0.2 mm的制品中,發現剪切層在制品厚度上占很大比例且主要是shish- kebab結構,由于制品厚度小,高剪切速率和高冷卻速度使得很大比例的取向結構形成。李爽等[10-12]研究了模具溫度、熔體溫度和注射速度對微制品內部形態結構的影響,發現1 mm厚的微制品呈典型的皮芯結構,而0.2 mm厚的微制品出現厚度方向剪切層占主導或全部是剪切層的無芯結構,剪切層內呈現明顯shish-kebab結構。Lin等[13]探討了微注塑成型中流動誘導HDPE的結晶行為和制品力學性能之間的關系,發現高模溫和較長的冷卻時間能夠提高制品屈服應力,實驗表明制品厚度方向出現不同層次的取向結構,導致制品力學性能的變化。Kamal等[14-15]在微注塑POM制品中發現了五層皮芯結構,其厚度隨工藝條件和沿流動方向位置的不同而不同,且制品的屈服應力和彈性模量隨注射速度增大而降低,皮層厚度和分子鏈的取向對微注塑制品力學性能的影響比傳統注塑大。研究結果表明[16-19],微試樣力學性能也隨制品尺寸而變化,隨著制品尺寸減小,制品模量和屈服應力減小,但當尺寸小于一定值后,模量和屈服強度又隨尺寸的減小而增大,這是由于剪切層的增大和結晶度的增大引起的[16-17]。Yang[20]發現在175mm厚的HDPE微制品中出現整個厚度方向都形成了互鎖的串晶結構的現象,認為流動誘導結晶是形成串晶結構的主要因素。Baldi等[21]研究了POM注塑微制品工藝參數、力學性能和微結構特征之間的關系,發現試樣呈現四層皮芯結構的形態,試樣都表現出韌性行為,這取決于制品的微結構。雖然目前已有不少微注塑制品形態結構和力學性能的研究報道,但尚缺乏微注塑成型工藝條件-制品內部形態結構-力學性能關系的系統研究及微制品內形態結構形成機理分析。
本文以剪切歷史為橋梁,系統研究注射速度和制品厚度對制品內部形態結構和力學性能的關系。通過注射速度的單因素微注塑實驗,使材料在成型過程中經歷不同的剪切歷史,并對制品指定位置的形態結構和力學性能進行分析。采用Moldflow對實際微注塑實驗進行模擬,獲得不同注射速度下制品指定位置的剪切歷史,研究剪切速率-微制品內形態結構-力學性能的影響關系。
1 微注塑成型實驗
1.1 注塑機和實驗材料
微注塑實驗采用Engel Victory 28高速注塑機,最大注射速度600 mm·s-1、最大注射壓力220 MPa、螺桿直徑18 mm。實驗選用等規聚丙烯(iPP T30S,中國石油化工股份有限公司),等規度≥97%,熔體流動速率為3.5 g·(10 min)-1,抗張拉伸屈服強度為355 kg·cm-2。
1.2 微注塑試樣和模具
微注塑成型中尺度效應對微制品的充填特性、形態結構及力學性能有重要影響,為了研究成型中剪切歷史對不同厚度微制品形態結構和力學性能的影響,選取厚度分別為1、0.5和0.2 mm 3個厚度的微制品。基于試樣設計,采用一模兩腔活芯模具,試樣和模具結構尺寸如圖1所示。
1.3 實驗方法
本文設置不同注射速度成型3種厚度的微制品,實驗工藝參數設置如表1所示,其中模具溫度、熔體溫度、保壓壓力為固定工藝參數,分別為120℃、260℃、160 MPa。選取制品的指定位置A進行研究(圖2),在偏光顯微鏡下觀察制品在位置A的形態結構;采用Moldflow模擬制品在不同成型工藝下位置A的剪切速率隨時間的變化歷史,并分析剪切速率對制品形態結構的影響。參照ASTM D882-02標準,采用Instron 5585萬能材料實驗機在常溫下測試微試樣的力學性能,每種工藝條件下選5個微拉伸試樣進行測試。
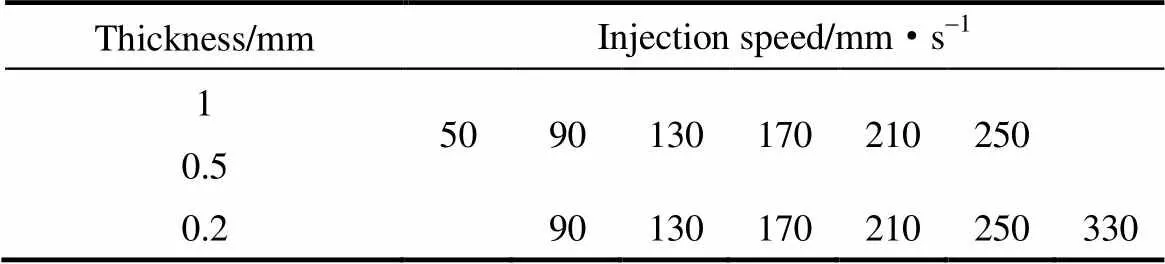
表1 微注塑成型實驗的工藝參數設置Table 1 Process parameters of micro injection molding experiments
偏光實驗的取樣方式:采用切片機沿制品流動(FD)方向中心對稱軸切樣(圖2),將試樣攤平置于載玻片上,并用蓋玻片固定,在載玻片上標記試樣的位置A,為偏光實驗做準備。
2 結果與討論
2.1 剪切速率的模擬結果
圖3 (a)、(b)、(c)分別為0.2 mm、0.5 mm和1 mm 3種厚度制品位置A在不同注射速度下剪切速率隨注射時間的變化,可以看出隨著注射速度的提高,熔體在整個剪切歷史中的總體剪切水平提高。圖3 (d)為各工況下剪切速率最大值隨注射速度的變化,可以看出隨著注射速度的提高,熔體所受最大剪切速率增大。當注射速度到達某一范圍時,最大剪切速率開始降低,這是由于剪切速率增大產生較多剪切熱使熔體黏度下降,剪切作用又減小。實際微注射中,當剪切速率增大到一定程度,壁面剪切應力達到臨界剪切應力,出現壁面滑移,也使剪切速率減小,這從制品形態結構可以得到驗證[10]。
2.2 剪切速率對制品形態結構的影響
從圖4看出,不同注射速度下1 mm和0.5 mm厚微制品的厚度方向出現明顯的分層結構:包含冷凍層和剪切層的皮層結構,皮芯交界處占很大比例不完善串晶層構成的特殊過渡晶層,以及中心芯層較小比例的球晶結構。
微注塑成型中高溫熔體與低溫模壁接觸,熔體迅速冷卻形成非晶冷凍層。熔體靠近冷凍層所受剪切作用強,形成高度取向的串晶結構,稱為剪切層,如圖4(a)、(b)的放大圖。芯部熔體溫度高,冷卻速率慢,剪切作用弱,形成球晶結構。皮芯中間的過渡層為不完善的串晶,由于剪切作用生成的剪切熱和溫度梯度的影響,鏈段活動能力強,伸直鏈取向結構不易維持,剪切誘導作用弱,片晶生長不充分。
圖5和圖6為各層厚度所占比例與注射速度和剪切速率的關系。對于1 mm和0.5 mm制品,皮層厚度所占比例隨注射速度增加而下降,芯層(過渡層和球晶層之和)所占比例增加。由圖4~圖6可知,對于1.0 mm和0.5 mm的制品,剪切速率增加,皮層厚度減小。充填過程中,一方面由于剪切作用生成的剪切熱較多,使得熔體溫度相對升高,取向分子鏈松弛,使皮層厚度減小;另一方面,熔體隨剪切速率增大所受剪切增大,使皮層厚度增加,但當剪切應力超過某一臨界值時,會產生壁面滑移現象,使剪切速率減小,分子鏈取向程度降低,導致皮層厚度又減小。由于皮層的厚度取決于剪切歷史和熱歷史的綜合效果,皮層厚度與剪切速率的關系如圖5(b)和圖6(b)所示,當注射速度增高到某個臨界值后,剪切速率又降低,但對應于高注射速度和低注射速度下相同剪切速率時的皮層并不相同,這是因為對應的剪切歷史和熱歷史不同。另外,剪切速率增加,不完善的串晶層比例增加,這是由于臨近皮層剪切速率相對較大,分子鏈取向程度較大,但高溫使得部分取向分子鏈松弛,形成不完整的串晶。從圖4~圖6還可以看出,0.5 mm厚制品的皮層比例明顯高于1.0 mm制品,這是因為相同注射速度下,0.5 mm制品的剪切速率較高,剪切引起的取向作用增大。
圖7為0.2 mm厚微制品在位置A的偏光圖,制品厚度方向也呈現皮芯結構,且皮層比例達到80%以上,芯層出現明顯的柱晶結構,甚至出現多層柱晶結構,與1.0 mm和0.5 mm制品的皮芯結構明顯不同。對于0.2 mm厚微制品,型腔較薄,熔體在高溫高壓高剪切速率下成型,鏈段在剪切應力作用下,沿流動方向排列伸展,形成了只有串晶結構的剪切層。在剪切場作用下,分子鏈沿流動方向伸直取向呈帶狀,形成纖維狀的排核,折疊鏈在排核誘導作用下,沿周圍空間取向生長,形成以排核為中心的柱晶結構,由于結晶空間受到限制,所以形成了朝向芯層方向的不對稱柱晶結構。
從圖8看出皮層厚度所占比例隨注射速度和剪切速率增大而增大,芯層比例減小。注射速度越大,剪切速率增大,分子鏈形成較大比例的取向結構。與1.0 mm和0.5 mm制品的變化規律呈相反的變化趨勢,對于1.0 mm和0.5 mm的制品,剪切引起的黏性耗散熱的影響占主導地位,所以注射速度越大皮層比例越小;而0.2 mm的制品,剪切速率整體處于較高的水平,剪切引起分子鏈取向度增加的效應占主導地位,所以出現隨著注射速度增大皮層厚度增大的現象。當注射速度過大時,由于黏性耗散熱效應增大,預測的剪切速率下降。
2.3 剪切歷史-微制品的形態結構-力學性能的關系
對試樣的拉伸實驗結果進行分析,研究注射速度對微注塑制品力學性能的影響以及形態結構和力學性能的關系,如圖9所示。圖9(a)、(c)、(e)分別為3種厚度制品的力學性能和注射速度的關系,圖9(b)、(d)、(f)分別為3種厚度制品的力學性能與皮層厚度的關系,所考慮力學性能指標包括:屈服應力(s)、模量()、斷裂強度()和斷裂伸長率()。
從圖9(a)、(b)、(c)和(d)看出,對于1 mm和0.5 mm微制品,注射速度增加,皮層比例減小,屈服應力、模量、斷裂強度隨皮層厚度減小而減小。這是因為皮層處的剪切層主要是由串晶結構組成,在剪切作用下分子鏈沿流動方向規則排列,晶片之間不易滑移,能夠承載更大的力,而芯層主要是由球晶和過渡層的柱晶構成,晶片之間排列不規整容易滑移,強度小。注射速度增加,皮層比例減小,不完善的串晶結構比例增加,不利于提高制品的韌性,致使斷裂伸長率隨注射速度增加而減小。因此,1 mm和0.5 mm的微制品在較低的注射速度下,皮層比例較大,制品表現出強度和韌性均很好的力學性能。從圖7中0.2 mm厚制品的形態結構看出,剪切速率增大,皮層所占比例增加。由于皮層厚度增加,分子鏈取向結構增強,沿取向方向拉伸制品,制品的力學性能好,強度高,模量大,而制品的斷裂伸長率隨皮層厚度增加而減小,主要是由于制品厚度方向上皮層所占比例較高,較大比例的皮層厚度對制品的力學性能起主導作用,沿制品流動方向拉伸,不利于提高制品的延展性,最終導致制品的斷裂伸長率隨注射速度增加而減小。
對比圖9中3個厚度制品的力學性能可知,由于形態結構的不同,制品的屈服應力、斷裂強度和彈性模量隨著制品厚度的減小而增大,斷裂伸長率隨著制品厚度的減小而減小。在本文的工藝范圍內,3個厚度制品的力學性能指標整體取值范圍如表2所示。
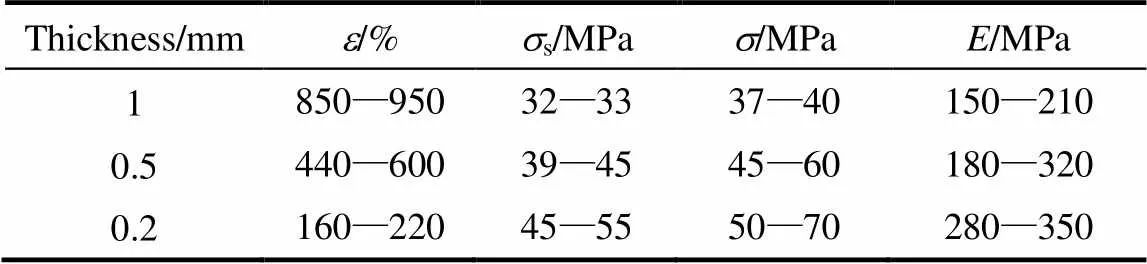
表2 不同厚度微制品的力學性能Table 2 Mechanical property of micro parts with different thicknesses
3 結 論
(1)厚度1 mm和0.5 mm的微制品內部呈現皮層、不完善的串晶層和芯層三層結構。厚度0.2 mm的微制品內部呈現皮層、芯層及皮芯交界處的柱晶結構的分層結構。
(2)對于3種厚度制品,熔體在整個剪切歷史中所受剪切水平隨著注射速度的提高而提高,對于1 mm和0.5 mm厚的微制品,隨著注射速度增加,剪切速率增大,皮層厚度減小,不完善的串晶層增大。0.2 mm厚微制品的皮層厚度隨注射速度和剪切
速率增加而增大,芯層比例減小。
(3)對于1 mm和0.5 mm厚的微制品,隨注射速度增加、剪切速率增大、皮層比例減小,制品的屈服應力、模量、斷裂強度和斷裂伸長率逐漸減小。0.2 mm制品的拉伸強度、模量和屈服應力大小均隨注射速度和皮層厚度的增加而增大,斷裂伸長率減小。
(4)制品的形態結構取決于熔體所受復雜的剪切歷史和熱歷史的共同作用,制品的力學性能由其內部的形態結構所決定。制品的屈服應力、斷裂強度和彈性模量隨著制品厚度的減小而增大,斷裂伸長率隨著制品厚度的減小而減小。
References
[1] Kantz M R, Newman J R, Stigale F H. The skin-core morphology and structure–property relationships in injection-moulded polypropylene [J]., 1972, 16: 1249-1260
[2] Katti S S, Schultz J M. Microstructure of injection molded semicrystalline polymer [J].., 1982, 22: 1001-1017
[3] Jan-Willem Housmans, Markus Gahleitner, Gerrit W M Peters. Structure–property relations in molded, nucleated isotactic polypropylene [J]., 2009, 50: 2304-2319
[4] Viana J C, Cunha A M. The thermomechanical environment and the microstructure of an injection moulded polypropylene copolymer [J]., 2002, 43: 4185-4196
[5] Ito H, Yagisawa Y, Saito T, Yasuhara T, Kikutani T, Yoshitoshi Y. Fundamental study on structure development of thin-wall injection molded products [J]., 2005, 54: 263-268
[6] Julien Giboz, Thierry Copponnex, Patrice Mélé. Microinjection molding of thermoplastic polymers: morphological comparison with conventional injection molding [J]., 2009, 19(2): 1-12
[7] Liu Fanghui, Guo Chao, Wu Xian, Qian Xinyuan, Liu Hong, Zhang Jie. Morphological comparison of isotactic polypropylene parts prepared by micro injection molding and conventional injection molding [J].., 2012, 23(3): 686-694
[8] Guo Chao, Liu Fanghui, Wu Xian, Liu Hong, Zhang Jie. Morphological evolution of HDPE parts in the microinjection molding: comparison with conventional injection molding [J]., 2012, 126(2): 452-462
[9] Tham Nguyen-Chung, Gabor Jiittner, Tung Pham, Giinter Mennig. Relevant aspects in modeling of micro-injection molding//The 15th International Congress on Rheology, The Society of Rheology 80th Annual Meeting. AIP Conference Proceedings[C].2008, 1027: 142-144
[10] Li Shuang(李爽), Wang Lixia(王利霞), Li Qian(李倩), Zheng Jianqi(鄭諫齊), Wang Xinchao(王心超), Qin Zhihui(秦智慧), Shen Changyu(申長雨). Morphology of micro injection molded polypropylene parts [J].(高分子材料科學與工程), 2013(5): 74-78
[11] Li Shuang(李爽). Analysis of formability and morphology of iPP micro injection molded parts [D]. Zhengzhou:ZhengzhouUniversity, 2013
[12] Wang Jiajia(王佳佳). Influence of shear history on morphology and mechanical properties of micro injection molded parts [D]. Zhengzhou: Zhengzhou University, 2014
[13] Lin Xiang, Caton-Rose Fin, Ren Dongyun, Wang Kuisheng, Coates Phil. Shear-induced crystallization morphology and mechanical property of high density polyethylene in micro-injection molding [J]., 2013, DOI: 10.1007/s10965-013-0122-8
[14] Kamal M R, Chu J, Derdouri S, Hrymak A. Morphology of microinjection moulded polyoxymethylene [J]., 2010, 39(7): 332-341
[15] Chu J. Characterization of the micro injection molding process and its products [D]. Montreal:McGill University, 2009
[16] Tom Alan M, Layser Gregory S,Coulter John P. Mechanical property determination of micro injection molded tensile test specimens// Proceedings of Annual Technical Conference [C]. 2006, 5: 2541-2545
[17] Steve Meister, Ariane Jungmeier, Dietmar Drummer. Long-term properties of injection-molded micro-parts: influence of part dimensions and cooling conditions on aging behavior [J].
[18] Yutaka Kobayashi, Hiroaki Kanno, Yasuhiro Hanamoto, Makoto Ando, Toshitaka Kanai. Relating micro hardness to injection moldinginduced morphology: a study of microbeam synchrotron WAXD [J].ce, 2010, 116: 1823-1831
[19] Zhang Yang(張揚), Liu Xiaodong(劉曉東), Meng Xing(孟杏), Wu Nan(伍楠), Dong Gexi(董格希), Wang Xinchao(王心超), Wang Lixia(王利霞). Influence of processing conditions on tensile properties of micro injection molded isotactic polypropylene [J].(工程塑料應用), 2014, 42(2): 47-50
[20] Yang Can. Flow-induced morphology evolution of uniformly miniaturized high-density polyethylene parts prepared by micro-injection molding [J]., 2013, 68: 1745-1755
[21] Baldi F, Bongiorno A, Fassi I, Franceschini A, Pagano C, RiccòT, Surace R, Tescione F. Process–property–structure relationship in miniaturized injection moulded polyoxymethylene samples [J]., 2014, 54(3): 512-521
Influence of shear history on morphology, microstructure and mechanical properties of micro injection molded parts
WANG Jiajia1,2, WANG Lixia1,2, BIAN Ning2, WANG Dongfang2, WANG Yongzhen2, ZHANG Yang1, LI Qian1,2, SHEN Changyu2
(1International Joint Research Laboratory for Micro-Nano Moulding Technology, Zhengzhou University, Zhengzhou 450001, Henan, China;2National Engineering & Research Center for Advanced Polymer Processing Technology, Zhengzhou University, Zhengzhou 450002, Henan, China)
Micro injection molding experiments were conducted to investigate the influence of shear history on morphology, microstructure and mechanical properties of the micro-scale parts by changing injection speed based on the iPP parts with thickness of 0.2, 0.5 and 1 mm. Shear rate was analyzed with software Moldflow. Skin-core structure appeared in the thickness direction in both 0.5 mm and 1 mm parts, and imperfect shish-kebab structure appeared in the transition layer between skin layer and core layer of 0.5 mm and 1 mm parts, however, column crystal was shown in the transition layer of 0.2 mm parts. The whole shear level in shear history increased with increasing injection speed for all the parts with three thicknesses. The ratio of skin layer of 0.5 mm and 1 mm parts decreased with increasing injection speed, and yield stress, elongation at break, breaking strength and modulus decreased as the ratio of skin layer decreased. For 0.2 mm parts, the ratio of skin layer increased with increasing injection speed, and yield stress, breaking strength, modulus increased with increasing ratio of skin layer, while elongation at break decreased.
micro-injection molding;microscale; isotactic polypropylene;shear history;crystallization;morphology;microstructure;mechanical properties
10.11949/j.issn.0438-1157. 20141661
TQ 320. 66+2
A
0438—1157(2015)05—1931—08
2014-11-05收到初稿,2015-01-30收到修改稿。
聯系人:王利霞。第一作者:王佳佳(1988—),女,碩士研究生。
國家自然科學基金項目(11372287);高等學校博士學科點專項科研基金項目(20124101110007)。
2014-11-05.
Prof. WANG Lixia, lxwang@zzu.edu.cn
supported by the National Natural Science Foundation of China (11372287), the Specialized Research Fund for the Doctoral Program of High Education of China(20124101110007).
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
山東冶金(2019年3期)2019-07-10 00:54:00
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
現代企業(2015年9期)2015-02-28 18:56:50