小徑管對接接頭水平固定氣焊
2015-10-21 19:41:30柯娜王強
建筑工程技術與設計 2015年5期
柯娜 王強
【摘要】本文介紹了小徑管水平固定全位置氣焊的操作方法和操作要領,同時介紹了氣焊常見的焊接缺陷的產生原因、危害及防止方法。
【關鍵詞】氣焊;小徑管;操作方法;焊接缺陷
引言
氣焊焊接工藝因具有設備簡單、操作方便、成本低、實用性強等特點,因此在各行業生產中,尤其在機械、鍋爐、壓力容器、管道和電力等方面的應用比較廣泛。焊接小徑管水平固定焊操作時需要雙手配合,并且一定要協調,焊炬和焊絲角度要隨著空間位置的變化而變化,才能夠達到焊接技術要求,保證焊接質量。本文以φ60×5mm、材質20g無縫鋼管的小徑管為例,對水平固定焊的氣焊操作方法和操作要點闡述。
1 焊前準備
① 設備與工具:氧氣瓶、乙炔瓶、氧氣減壓器、乙炔減壓器、氧氣軟管、乙炔軟管和焊炬。
② 輔助器具:通針、小錘、鋼絲刷、磨光機。
③ 試件材質:選用20g鋼,規格60×5mm。
④ 焊接材料:焊絲選用H08A/φ3mm,O2、C2H2。
⑤ 表面清理:為了防止焊縫金屬產生氣孔等缺陷,焊前應將焊件坡口及兩側20mm范圍內的被焊區及焊絲表面的油污、鐵銹及氧化皮等清理干凈,用砂布、鋼絲刷或磨光機進行清理,油污可用汽油清理。
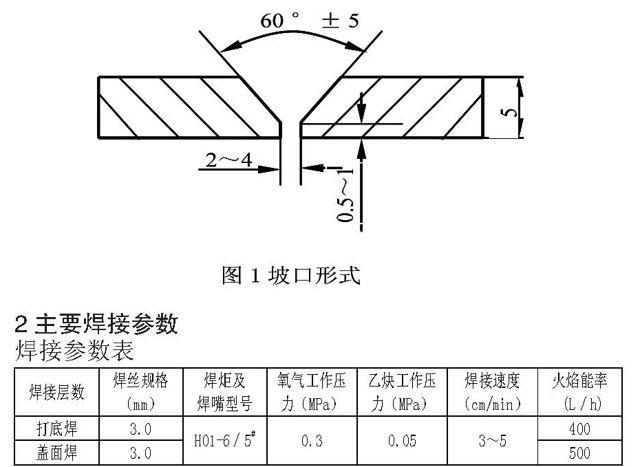
⑥ 焊件組對及定位焊:采用V形坡口,角度60°±5°。對口間隙在2~4mm,鈍邊0.5~1mm。錯邊量≤0.5mm,并在2點、10點位置定位焊,且定位焊不得超過10 mm,定位焊后用角向磨光機將定位焊縫打磨成斜坡面,然后把管子固定在適當高度的水平位置進行焊接,破口形式如圖1所示。
2 主要焊接參數
3 操作技術
3.1 打底焊
① 管子焊接位置、起焊點和終點以時鐘位置為準,采用中性焰,由6點位置向上焊,焊炬與焊絲交替做之字形或月牙形擺動。
② 將火焰對準坡口根部的起焊點,對焊接處的坡口兩側進行預熱,待坡口根部兩側加熱并獲得一定大小的明亮清晰的熔池后,方可往熔池填送焊絲進行焊接。
③ 在6~7點(或6~5點)焊接位置時,焊絲不易填加過多。應根據熔池的變化,不斷地調整火焰對熔池的加熱時間。若熔池過度增大時,應立即將火焰移開,待熔池稍冷后再繼續施焊,施焊過程中要嚴格控制熔池溫度,以防焊接時焊縫過熱、過燒或形成焊瘤等缺陷。
④ 在5點鐘位置處收尾時,應連續送進填充焊絲,以免出現縮孔,然后用角向磨光機將收弧處的焊縫金屬磨掉一些并呈斜坡狀,以消除可能存在的縮孔,并利于焊縫的接頭。
⑤ 在5點鐘位置處再重新起焊焊接時用外填絲法,焊絲沿坡口的上方送到熔池后,要輕輕地將焊絲向熔池里推一下,并向管內擺動,使熔化金屬送至坡口根部。
⑥ 在焊接過程中,采取交替加熱坡口根部和焊絲端頭的操作方法。在填絲的同時,焊炬勻速向上移動。當焊至定位焊縫斜坡處時,應減少填充金屬量,使焊縫與接頭圓滑過渡,焊至定位焊縫時不填絲,自熔擺動通過。當焊接到接近12點位置時,應減少填充金屬量使焊縫扁平,以便后半周接頭平緩。
⑦ 焊接管子前半周時,應焊到超過12點鐘位置約5mm處收尾。收尾時,應連續送進填充金屬,以免出現縮孔,然后用角向砂輪機或鋸條將收弧處的焊縫金屬磨掉一些,并呈斜坡狀。
⑧ 焊完前半周后,再焊接管子的后半周。焊接方式同前半周,焊接到12點鐘位置,應與前半周焊縫重疊4-5mm。焊道的熔敷厚度為2.5~3mm。
⑨ 接頭和收尾:在焊接過程中,焊接時都會遇到焊縫的接頭與收尾的問題,接頭時應用火焰充分加熱起焊處,待起焊處金屬重新熔化,形成新的溶池之后,方可熔入焊絲。并注意焊絲熔滴應與已融化的原焊縫金屬和坡口金屬充分融合,焊縫接頭處應重疊8-10mm,方可得到滿意的焊縫接頭。當焊到焊縫終端時,要作好焊縫的收尾工作。收尾時,由于焊件的溫度較高,這時應減小焊炬的傾角和加快焊接速度,并加入一些焊絲,以防止熔池面積擴大,避免燒穿。焊縫收尾時,還可采用低溫的外焰來保護熔池。總之,氣焊焊縫收尾的要領是:傾角小,焊速增,加絲快,熔池滿。
3.2 蓋面焊
① 起焊時(6點鐘位置)焊炬與試件相對角度與打底焊接時相同(60~75°),焊接至3點(或9點)位置以上時焊炬逐漸向后傾,焊至接近12點位置時,焊炬與試件角度呈50°左右。
② 焰芯距試件(熔池表面)3mm左右。火焰能率略大于第一層打底焊。
③ 為保證層間及坡口兩側熔合良好,焊炬要作月牙形擺動。應采用焊絲不離熔池的填充方法,防止產生焊縫下半部窄而高,上部寬而平的不良外觀成形。
4 氣焊常見焊接缺陷的產生原因、危害及防止方法
4.1根焊收弧縮孔
① 產生原因
在焊接過程中氧、乙炔氣體選用的氣體壓力參數不合理,操作不當等,容易產生縮孔。
② 危害
焊縫截面不夠,降低了焊接接頭的受力面。
③ 防止方法
選擇合適的氧氣、乙炔壓力參數,適量填充焊絲,合理的操作方法。
4.2咬邊
① 產生原因
氧、乙炔火焰能率大,焊接速度快,送絲慢,焊炬與焊絲的角度不正確,操作方法不當是形成咬邊的原因。
② 危害
造成應力集中和降低焊接接頭的受力面積。
③ 防止方法
選擇合適的火焰能率,焊炬與焊絲的角度要正確,操作方法要得當。
4.3焊瘤
① 產生原因
組裝間隙過大,火焰能率過大,焊接速度過慢,操作方法不當等是造成焊瘤的原因。
② 危害
造成應力集中,降低管內的截面積,并影響焊縫的美觀。
③ 防止方法
選擇合適的氣焊工藝參數,嚴格控制熔孔的大小,提高操作技能水平。
5 結束語
隨著管道焊接的不斷進步,大口徑的高壓管道已基本不采用氣焊方法進行焊接,但是在低壓、管徑小、臨時性的管道仍大量采用。另外在無電源的情況下,也要采用氣焊方法進行焊接。氣焊具有靈活、設備簡單、不需要電源等特點,還有發揮它的特長應用領域。所以還應該掌握好氣焊這種焊接方法,為管道建設事業做出它的貢獻。
柯娜,女,1979年出生,工程師,本科文化,長期從事焊接培訓教學工作。
