大型球鐵飛輪鑄造工藝優化及生產驗證
2015-10-24 12:50:14畢海香楊恒遠于建忠王潘興劉繼波
中國鑄造裝備與技術 2015年6期
關鍵詞:工藝
畢海香,楊恒遠,于建忠,王潘興,劉繼波
(濰柴重機股份有限公司,山東濰坊 261108)
大型球鐵飛輪鑄造工藝優化及生產驗證
畢海香,楊恒遠,于建忠,王潘興,劉繼波
(濰柴重機股份有限公司,山東濰坊 261108)
L27飛輪在生產過程中廢品率較高,縮松、夾渣類缺陷尤為突出。針對這些鑄造缺陷進行了工藝改進優化。結合球墨鑄鐵自身特點以及鑄件結構,依據均衡凝固理論,最終采用無冒口和冷鐵配合工藝。經過生產驗證,縮松、夾渣等鑄造缺陷得到有效控制,鑄件成品率顯著提高。鑄件加工后達到質量標準,滿足了使用性能要求。
球墨鑄鐵;鑄造工藝優化;縮松;夾渣
L27系列柴油機是我公司新引進的大型柴油機,飛輪是柴油機關鍵零部件之一。飛輪作為柴油機功率輸出端,一直在轉動,而且外緣裝配鋼齒圈,所以對其有著嚴格的質量要求。該飛輪表面要全部加工,要求內部組織致密,不允許有任何鑄造缺陷,加工完成后必須經過超聲波和磁粉檢測。
L27飛輪鑄件材質為QT400-15,外輪廓尺寸為¢1 260×260(mm),鑄件毛坯質量1.5 t。飛輪簡圖見圖1。
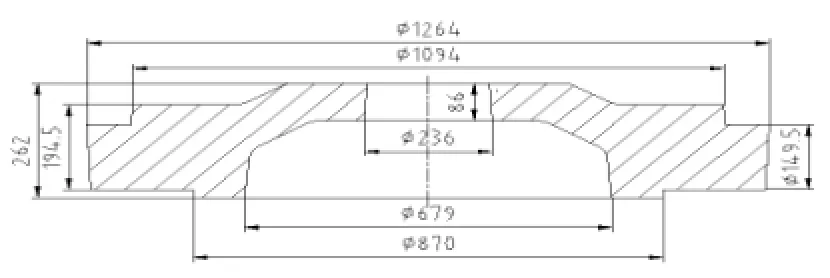
圖1 L27飛輪簡圖
1 原工藝設計及驗證情況
該飛輪屬于大型厚斷面球墨鑄鐵,而且壁厚相差懸殊,極易在最后凝固的區域產生縮松。因此采用了底部冷鐵+頂部冒口工藝,見圖2。冷鐵的激冷作用可以平衡鑄件的壁厚差、從而減小甚至消除熱節;保溫冒口可以對鑄件的收縮進行補償。同時采用半封閉式澆注系統保證鐵液平穩而快速充型。

圖2 飛輪原鑄造工藝簡圖
實際生產中飛輪采用堿酚醛樹脂自硬砂手工造型,使用20 t/h中頻感應電爐熔煉,2 t堤壩式球墨鑄鐵專用澆包。澆注溫度定為1 330~1 350 ℃。
采用原工藝生產驗證4件,每件鑄件初加工后冒口根部都有縮松縮孔(圖3),大平面還有零星的夾渣。

圖3 冒口根部縮松
2 原因分析與工藝改進
原工藝中保溫冒口設置在鑄件最高處。澆注時,鐵液先填充型腔,并且在型腔內經過底部冷鐵激冷作用后,最后進入冒口。因此,冒口內的金屬液溫度始終低于鑄型內鐵液溫度。另外冒口頸尺寸較小,冒口就會比鑄件提前凝固。所以保溫冒口并沒有對鑄件起到有效的補縮作用,反而發生“倒抽”現象,使得鑄件冒口根部處出現縮松、縮孔缺陷。
針對原工藝以及現場條件,從以下幾個方面進行了相應改進:
(1)安放冒口區域是飛輪與曲軸配合部位,屬于最關鍵位置(質量標準中1區),要求內部組織致密,必須進行超聲波檢測。所以取消保溫冒口,改為冷鐵;
(2)下箱冷鐵數量增加,增強激冷效果,分別為1#冷鐵27塊,2#冷鐵19塊,3#冷鐵6塊。冷鐵除了激冷作用外,還可以使得鑄件的部分石墨化膨脹提前,所以冷鐵對鑄件有增強自補縮的作用[1]。
在上述兩點改進措施的基礎上,提出了2套方案進行驗證。方案A(圖4):上箱大平面均布16塊冷鐵;方案B(圖5):上箱大平面出氣棒增至14只,取消冷鐵,法蘭盤頂面也增加4只出氣棒。

圖4 改進后方案A工藝簡圖

圖5 改進后方案B工藝簡圖
3 新工藝生產驗證情況
按照改進后方案A生產4件,在法蘭盤根部處出現縮松(圖6),大平面冷鐵部位發生嗆孔、皮下氣孔、夾渣等缺陷(圖7)。
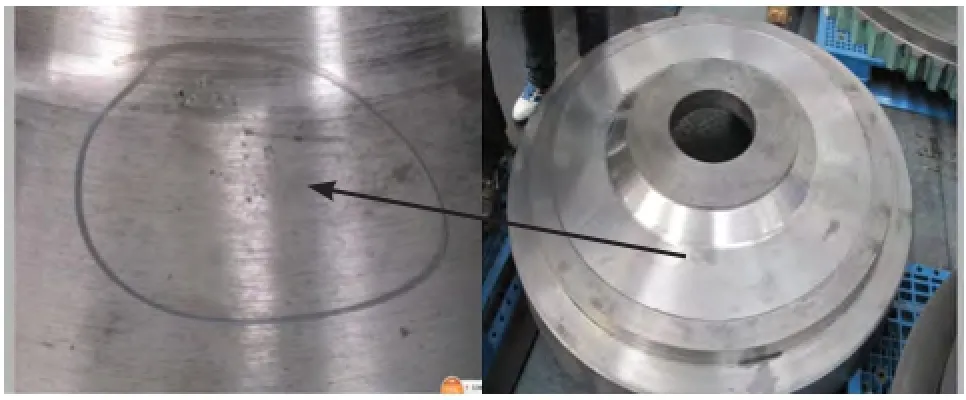
圖6 法蘭盤根部縮松

圖7 大平面上夾渣
方案A中只有法蘭盤斜通道處沒有冷鐵。此處鐵液為其他部位收縮提供了補縮,而沒有多余的鐵液來補充通道處自補縮的不足,因此出現縮松。上箱大平面上放置冷鐵,鐵液到達此處后,大平面上的冷鐵再次對鐵液激冷,鐵液溫度會很低,鐵液中的氣體無法逃逸出去,而且此時金屬液的粘度增大,金屬液中氧化物或熔渣不易上浮而殘留在金屬液內,導致鑄件大平面處就產生了夾渣、渣孔等缺陷[2]。
按照方案B生產驗證4件,經加工檢驗后鑄件無缺陷,達到性能要求,滿足裝機條件。方案B中大平面上增加出氣棒,澆注過程中產生的氣體能及時排出,而且出氣棒充當了溢流冒口,鐵液中的夾渣、以及低溫金屬液順利排出。按照均衡凝固理論,鑄件在凝固過程中利用石墨化膨脹進行了自補縮,另外合理的澆注系統兼作冒口,在凝固初期對鑄件進行了補縮[3]。
4 現場生產控制
(1)造型時冷鐵周圍砂子須手工舂實,填砂后再進行震實,保證鑄型的緊實度。砂型緊實度不高,鑄型在澆注壓力和石墨析出膨脹力的作用下擴大,金屬液不夠補縮導致鑄件產生縮松縮孔[4];另外,緊實度低的鑄型表面容易被金屬液侵蝕、或與金屬液中的氧化物合成熔渣,導致鑄件產生夾渣[4]。
(2)控制冷鐵使用次數和表面質量,避免放置冷鐵部位產生氣孔或者影響激冷效果。
5 結束
對L27飛輪采取一系列工藝改進措施,經生產驗證,取得了顯著效果。截止目前,該飛輪已經加工120多件,沒有因縮松、夾渣等鑄造缺陷而報廢,提高了鑄件成品率。取消保溫冒口,提高了工藝出品率,同時降低了鑄造成本。實踐證明,無冒口與冷鐵配合工藝,結合合理的澆注系統對于大平面、厚斷面的球鐵件鑄件的生產是可行、經濟的。
[1] 中國機械工程鑄造分會.鑄造手冊:鑄造工藝[M].北京:機械工業出版社,2003:381.
[2] 徐建林.球鐵件夾渣缺陷形成的影響因素分析[J].兵器材料科學工程,2003,26(2):19-21.
[3] 周直.球墨鑄鐵件無冒口鑄造可行性論證和實踐—球墨鑄鐵縮孔、縮松問題的探討(一)[J].現在鑄鐵,2004(3):1-8.
[4] 徐建林,蘇義祥,路陰,等.球墨鑄鐵件常見缺陷的分析與決策[J].鑄造,2001,50(4):225-228.
[5] 段立學,李慧民,王曉波. 大型球鐵件的無冒口鑄造[J]. 中國鑄造裝備與技術,1999(6).
[6] 袁征峰,龐爭群,毛啟成. 解決皮下氣孔的一種好方法[J]. 中國鑄造裝備與技術,2004(3).
EcoVadis和TfS擴展合作伙伴關系
2015年9月16-18日,Together for Sustainability(TfS可持續發展協會聯合會) 和EcoVadis公司將參加在上海國際會議中心舉辦的中國國際石油化工大會,就未來可持續及創新石油化工工業的行程進行高層對話。
EcoVadis,第一個提供供應鏈可持續性績效評級和改進工具的協作平臺,而Together for Sustainability (TfS),國際化工協會聯合會發展倡議,宣布了其合作關系的延續,以進一步推進化學工業供應鏈中的可持續實踐。
自四年前TfS成立以來,其會員已增加了一倍多。除了六個創始會員,TfS還加入了來自歐洲和美國的會員,并打算在全球范圍內持續擴展。TfS會員公司攜手共同評估和審核其供應商,并分享成果。雙方的有利之處是:供應商只收到來自TfS的一個評估請求,而不是來自每個客戶的多個請求,且TfS成員共享審核成果。通過利用這些協同增效效應,將在改進措施方面加大力度。EcoVadis是TfS的評估合作伙伴,其評估方案已產生顯著影響,至今共有7 800多個供應商公司參與。
TFS評估方案依靠EcoVadis云協作平臺和CSR (Corporate-Social-Responsibility)評級服務,通過250人組成的全球團隊提供支持,為110個國家的供應商提供性能改進工具。
“TfS很高興能擴大與EcoVadis的這種合作伙伴關系,我們期待著通過評估方案鞏固迄今我們已經取得的成功,”TfS董事長和贏創工業集團首席采購官Rüdiger Eberhard說道,“隨著70%以上的供應商在第二次評估中提高了他們的得分,這使我們對EcoVadis評級和協作體系的有效性有了更大的信心。”
“在短短四年里,TfS已經成為可持續供應鏈產業分工協作的基準。”EcoVadis聯合首席執行官和共同創始人Pierre-Fran?ois Thaler補充道。“它們已經通過會員公司首席采購官清晰的愿景和非常強有力的承諾,規劃和推動了傲人的業績。我們非常榮幸能繼續以TfS的開創性努力,推動化工供應鏈中CSR實踐的發展”。
目前,它在全球共有16個會員企業,并打算繼續在全球范圍內擴展。網址:http://www.tfsinitiative.com
Casting process optimization and production validation of large nodular cast iron flywheel
BI HaiXiang, YANG HengYuan, YU JianZhong, WANG PanXing, LIU JiBo
(Weichai Heavy Machinery Co.,Ltd., Weifang 261108,Shandong,China)
The rejection rate was higher of L27 flywheel in the process of production, shrinkage, slag inclusion defects were particularly prominent. Aimed at these defects, casting technology was improved. Combined with the characteristics of the nodular cast iron and casting itself structure, and according to the proportional solidifcation theory, the casting technology cooperated non-riser with chills was employed ultimately. Through production verifcation, the casting defects such as shrinkage, slag inclusion were effectively controlled and the casting yield was increased signifcantly. The processed castings can meet the quality standards and the performance requirements.
Nodular Cast Iron;Casting Process Optimization;Shrinkage Slag Inclusion
TG255;
A;
1006-9658(2015)06-0021-03
10.3969/j.issn.1006-9658.2015.06.006
2015-07-10
稿件編號:1507-991
畢海香(1981—),女,工程師,主要從事鑄鐵件鑄造工藝開發研究.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
