鑄造車間砂處理系統的工程設計探討
2015-10-24 12:50:16劉宏亮
中國鑄造裝備與技術 2015年6期
劉宏亮
(中國汽車工業工程有限公司,天津 300113)
鑄造車間砂處理系統的工程設計探討
劉宏亮
(中國汽車工業工程有限公司,天津 300113)
從工程設計的角度對鑄造車間砂處理系統的基本要求、工藝流程和設備形式選擇進行了介紹,并結合項目實例對砂處理工部的布置形式進行了說明。
砂處理系統;自動造型線;塔式布置
0 前言
造型工部是潮模砂鑄造車間的核心,與其聯系最緊密的是砂處理工部,型砂性能對鑄件質量的影響占50%~70%,特別是當采用自動造型線和混砂周期短的高效混砂機時,型砂性能一旦失控,在短時間內就會產生大量廢品。近年來自動造型線和先進砂處理關鍵設備的廣泛應用,使國內的砂處理系統更加先進和規范化,整體水平也越來越高,目前已逐漸形成了模塊化。本文以自動造型線配套砂處理系統為例,就砂處理系統的工程設計談談個人看法,以供鑄造工作者探討。
1 砂處理系統的基本要求[1]
簡單地說砂處理系統的基本要求就是如何穩定、均勻、按需向造型線供應合格的型砂。砂處理系統一般包括舊砂回用處理系統、舊砂中間斗儲存系統、型砂混制和輸送系統、新砂儲存和輸送系統、輔料儲存和輸送系統、除塵系統等幾個子系統。
目前,隨著對鑄件品質要求的提高,對砂處理系統的要求也越來越高。
為了保證型砂性能達到造型需求,砂處理各子系統必須穩定可靠,且定量準確,檢測、控制設備必須及時、穩定,實行在線檢測、控制,通常:
舊砂冷卻器出口處水份含量:1.5%~2.5%,舊砂溫度:<環境溫度+10 ℃;
舊砂冷卻器內水份檢測精度:±0.1%;
混砂機新、舊砂秤定量精度:靜態±0.1%,動態±0.5%;
輔料秤定量精度:靜態±0.1%,動態±0.3%;
水定量裝置精度:靜態±0.1%,動態±0.1%。
對型砂性能的一般要求見表1。

表1 型砂性能的一般要求
注:對于不同的自動造型線,型砂性能是有些不同和特定要求的。
另外,為了保證舊砂性能的穩定(即將不同階段的舊砂混合),通常盡可能地多設幾個舊砂中間斗,每個舊砂中間斗中舊砂的加入是階段性的,而出砂是連續性的。通常舊砂的儲存量要滿足兩個條件,一是大于每小時混砂量的2.5倍,以便于舊砂中有效膨潤土的濕潤;二是大于造型線全線型砂量,以便于造型線長時間停產時儲存全線型砂。
當然,一個合理的砂處理系統,除選用符合造型線型砂性能要求、精度高、可靠性好的關鍵設備,還必須配備與關鍵設備配套的機械化運輸設備和除塵系統,并保證所有子系統也同時合理有效。
2 砂處理系統的工藝流程[2]
產品不同,造型工藝不同,對型砂性能的要求也有差異,故采用的砂處理工藝流程也會有所不同。對于新建或改造項目,一個合理的砂處理系統,其工藝流程應在滿足型砂性能和產品質量要求的前提下,使造型線的優勢最大程度地發揮出來。典型砂處理系統的工藝流程見圖1。

圖1 典型砂處理系統的工藝流程圖
3 砂處理系統的設備形式選擇
3.1機械化運輸設備[3]
目前,國內高效砂處理系統一般通過皮帶機、斗提機、圓盤給料機、螺旋給料機、氣力輸送裝置等機械化運輸設備把破碎篩分設備、舊砂冷卻設備、混砂機等聯系起來,組成自動流水線為造型線提供合格型砂。在工程設計時,通常要注意以下幾點:
(1)皮帶機一般選用槽形托輥的皮帶機,但在裝有帶式磁選機或卸料器處的前后托輥必須為平行托輥,且此處的輸送帶面傾角宜不大于10°;
(2)對于裝有雙輪破碎機或松砂機處,皮帶機輸送帶面傾角不得大于12°;
(3)從落砂到舊砂冷卻器前的舊砂皮帶機要采用耐熱橡膠輸送帶,斗提機要采用耐熱鋼絲繩膠帶,耐熱溫度:≥120 ℃;
(4)皮帶機平轉斜和斜轉平盡量采用槽形托輥組成凹弧段和凸弧段改向,盡量不用壓輪和改向滾筒;
(5)皮帶機輸送不同砂子的傾角不宜大于表2中的推薦最大角度,輸送不同砂子的傾角見表2;

表2 輸送不同砂子的傾角
(6)篩分設備前的舊砂輸送盡量不用斗提機;
(7)運輸設備的驅動電機要考慮檢修方便,必要時設置檢修平臺及單軌葫蘆;
(8)混砂機下方給料機料斗的有效容量一般為2倍的每碾混砂量。
3.2磁選裝置
自動造型線對型砂內鐵磁性異物的含量有很嚴格的要求,因此在砂處理系統設計時通常采用三級磁選(每級磁選的表面磁場強度均不低于2 500高斯)對砂層表面和內部的鐵磁性物進行清除,其中一級帶式磁選、二級永磁皮帶頭輪磁選通常在同一條皮帶機上配置,三級帶式磁選在進破碎篩分設備前的另一條皮帶機上配置。
3.3破碎篩分設備[1]
近年來,以精細多角篩為代表的篩分設備在工程中應用較多,多角篩不僅可以使砂塊在篩體內上升、下落、前進,達到破碎和精細篩分的效果,同時,在通風除塵系統的作用下,對舊砂還具有一定的冷卻作用。目前,國內生產的多角篩都來自國外技術,基本能滿足生產要求,但對于120 t/h以上的砂處理系統建議選用兩級篩或兩臺篩并聯的形式。
3.4關鍵設備[1]
舊砂冷卻設備、混砂機、型砂在線檢測被廣大鑄造工作者認為是砂處理系統中的關鍵設備。為了確保砂處理系統的可靠性,目前國內80 t/h以上的砂處理系統采用進口設備的較多。在設備生產率選擇上,一般國產關鍵設備按實際生產率為設備額定生產率的60%選擇,外資或合資關鍵設備按實際生產率為設備額定生產率的80%選擇,進口關鍵設備按實際生產率為設備額定生產率的90%選擇。關鍵設備的實際生產率至少要與造型線小時最大型砂需求量基本一致。
3.4.1舊砂冷卻設備
舊砂溫度對型砂性能起決定性因素,必須嚴格控制,通常舊砂冷卻設備的生產率要大于混砂機生產率10%左右。目前,國內常選用的舊砂冷卻設備有雙盤冷卻器和振動冷卻沸騰床。雙盤冷卻器對舊砂有預混作用,可提高型砂的混制效率,且結構緊湊,運動噪聲小;振動沸騰冷卻床從冷卻理論上說是最好的冷卻設備,但內部加水時底部魚鱗網孔易堵塞,清理工作量大,且為振動設備,運動噪聲大。目前國內在實際選用時,在80 t/h以上的砂處理系統選用進口雙盤冷卻器的較多,在80 t/h以下的砂處理系統選用國產振動冷卻沸騰床的較多。
3.4.2混砂機
近年來,混砂機的發展趨勢是碾輪式混砂機逐漸被高效轉子混砂機取代,為了確保型砂性能的一致性,通常最多選用2臺混砂機來滿足型砂需求。目前國內在實際選用時,在80 t/h以上的砂處理系統選用1臺進口混砂機的較多。
3.4.3型砂在線檢測
隨著鑄造生產自動化程度的提高,型砂質量控制的發展方向是在線檢測。該裝置有的安裝在混砂機的側面底部,有的安裝在混砂機出口的帶式輸送機上。在控制上,通過對型砂中的緊實率、濕壓強度的實時檢測,并與目標設定值進行比較、計算后,自動調整和控制水、膨潤土的加入量,達到實時控制型砂質量的目的。目前國內在實際選用時,一般將型砂在線檢測與混砂機綁定供貨。
3.5新砂儲存和輸送系統
隨著專業化的發展和運輸效率的大幅提高,很多鑄造企業不再設置專門的濕新砂烘干處理環節,而是直接采購成品袋裝烘干砂,并且對于砂芯較多的鑄造車間,由于芯砂進入了砂處理系統,新砂加入量很少或者根本不補加。因此,一般僅在砂處理工部附近設置適量的新砂庫即可,袋裝砂拆包后通過機械化運輸設備輸送到新砂庫中儲存待用或直接輸送到混砂機上方新砂斗。
3.6輔料儲存和輸送系統
近年來,輔料的儲存和輸送一般有兩種模式。一是鑄造企業附近有輔料供貨商,配送及時,鑄造企業一般僅在混砂機上方設置輔料庫,通過粉料罐車直接壓送到混砂機上方料斗內使用;二是采購成品袋裝輔料,在砂處理工部附近設置適量的輔料庫,拆包后通過氣力輸送裝置壓送到輔料庫中儲存待用,根據混砂機上方料斗的料位信號,自動通過氣力輸送裝置壓送到混砂機上方料斗內使用。
3.7除塵系統
砂處理系統一般靠近造型工部,尤其是落砂區,如果環境不好將直接影響整個鑄造車間的環境。根據砂處理系統的揚塵點位置及粉塵特性,一般將砂處理系統的除塵劃分為落砂、舊砂冷卻器前、舊砂冷卻器、舊砂冷卻器后4個除塵單元。落砂單元一般單獨設置1套除塵系統,其它3個單元一般有三種除塵方案可選,組合方案及優缺點見表3。目前國內高效砂處理系統采用較多的是2套系統的除塵方案。另外,為了使除塵系統的效果得到充分發揮,防止從落砂到舊砂冷卻器之間(含舊砂冷卻器)的除塵器及除塵管路“結露”,國內通常采取的措施是管道加熱裝置送熱風。
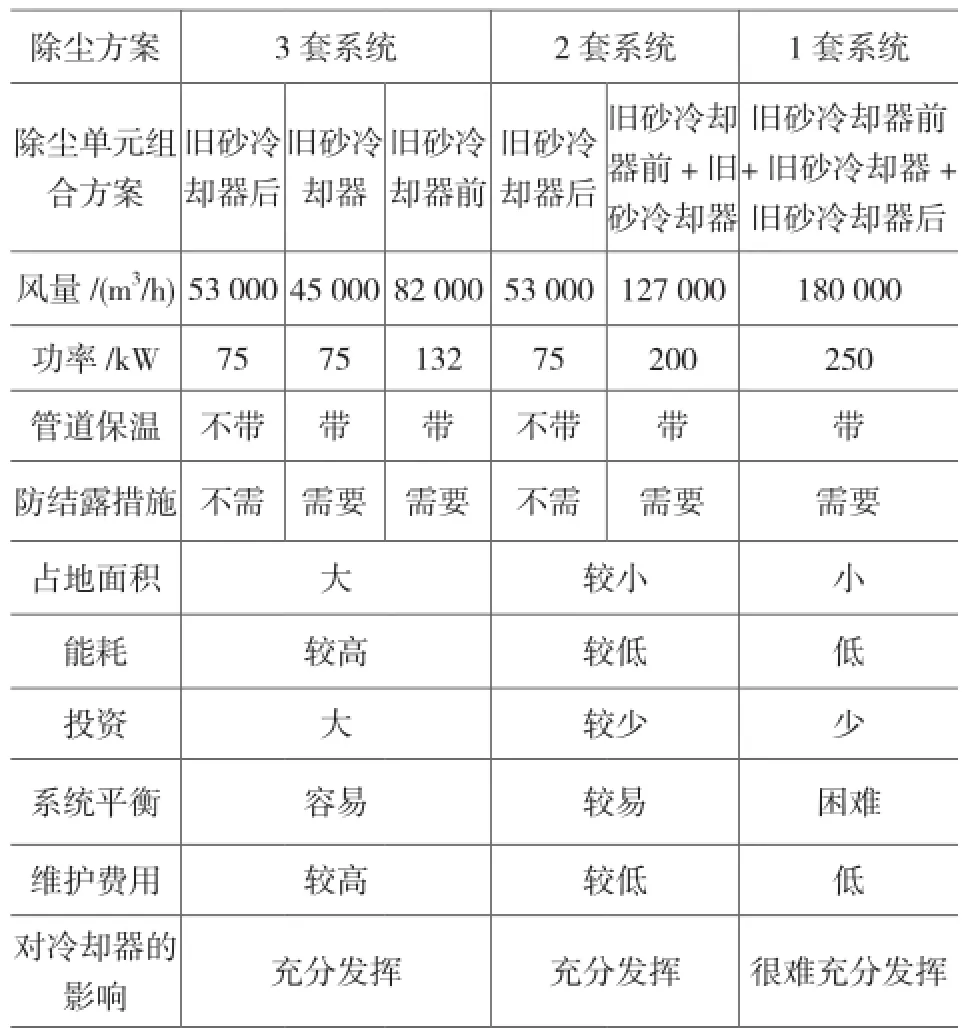
表3 三種除塵方案優缺點
4 砂處理工部的布置形式
近年來,由于高效率高可靠性斗式提升機的使用,砂處理系統主體部分的工藝布置逐步向“塔式布置”發展,工程設計時通常將舊砂回用處理系統(以下稱“第一塔”)、舊砂中間斗儲存系統(以下稱“第二塔”)、型砂混制和輸送系統(以下稱“第三塔”)3個子系統組合后布置在一個獨立區域內,即砂處理工部。這三塔經不同變形組合可以組成不

TG231.2;
A;
1006-9658(2015)06-0033-04
10.3969/j.issn.1006-9658.2015.06.010
2015-06-09
稿件編號:1506-966
劉宏亮(1979—),男,工程師,主要從事鑄造車間工程設計.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
裝備制造技術(2020年9期)2021-01-26 00:15:12
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
同煤科技(2015年2期)2015-02-28 16:59:14
消費者報道(2014年7期)2014-07-31 11:23:57
