型砂在線檢測系統對混砂質量的監控
2015-10-24 12:50:17趙春鋒佘昌全
中國鑄造裝備與技術 2015年6期
郭 云,趙春鋒,佘昌全
(1.宜昌奧力鑄造有限責任公司, 湖北遠安 444200;2.三峽職業技術學院, 湖北宜昌 443000)
型砂在線檢測系統對混砂質量的監控
郭 云1,趙春鋒1,佘昌全2
(1.宜昌奧力鑄造有限責任公司, 湖北遠安 444200;2.三峽職業技術學院, 湖北宜昌 443000)
簡要介紹了型砂在線檢測系統的基本原理和工作流程,探討在線檢測參數設置及設置要求,通過對緊實率、濕壓強度、混砂時間、注水量等參數的在線監控,型砂性能和型砂質量得到進一步穩定和提高,大幅降低沖蝕、粘砂、砂眼缺陷和造型型廢率,滿足了自動化造型生產線對高質量型砂的需要。
型砂;在線檢測;混砂質量;監控作用
在“機器換人”的大背景下,鑄造企業新建或改造的高密度粘土砂自動化造型生產線日益增多,如果還是按照傳統的人工取樣檢測型砂的性能,然后由技術人員憑借自己的經驗調整型砂配方,是很難滿足大規模、自動化造型線生產對型砂質量的要求的。型砂在線檢測系統的應用,使型砂的質量由“事后調控”變為“事前監控”,提高了型砂質量的穩定性,滿足了自動化造型生產線對型砂質量的要求。因此,型砂在線檢測系統的有效運用,為型砂質量的實時監控和科學管理提供了有力的保障。
1 生產條件
1.1混砂及砂處理系統
混砂系統:5000型高效變頻轉子混砂機1臺,混砂轉子數量4個;最大混砂量5 000 kg,最大混砂生產率125 t/h(混砂機標定值)。
砂處理系統:由振動落砂機、回砂皮帶輸送系統、懸掛帶式永磁分選機、八角篩砂機、雙盤冷卻器、雙排斗斗式提升機、砂庫、圓盤給料機、螺旋給料機、變頻轉子混砂機、型砂在線檢測系統、出砂皮帶輸送系統、除塵器系統等構成。設有三個儲砂庫,其中舊砂庫2個,新砂庫1個,總儲砂量450 t。
1.2在線檢測系統
型砂在線檢測系統一套,包含取樣裝置、測量裝置、加水裝置以及微機控制系統等。
1.3自動化造型生產線
造型線為1 850 mm×800 mm大型靜壓造型生產線,造型壓實比壓為0.8~0.88 MPa,設計生產節拍為60整型/h,砂箱尺寸為1 850 mm×800 mm×350/300 mm,下芯工位8個,澆注工位10個。靜壓造型生產線設置三條冷卻通道,鑄件冷卻時間≥120 min。
2 型砂在線檢測系統原理簡介
型砂在線檢測系統主要由機械取樣系統、氣動測量系統、加水控制系統、微機控制系統等四大系統構成。
型砂在線檢測系統通過檢測型砂的緊實率、濕壓強度等重要技術參數,實時監控型砂質量。即通過對混砂過程中型砂的緊實率、濕壓強度的實時檢測,并與目標設定值進行比較、經微機運算處理后,自動調整和控制水、膨潤土的加入量,達到控制并穩定型砂質量的目的。
3 混砂與在線檢測
3.1型砂在線檢測系統工作流程
(轉子)混砂機啟動—添加舊砂(4~5 s)—自動檢測舊砂砂溫和水分,修正緊實率參數,計算注水總量—第一次注水,注水量為總水量的80%~90%(9~10 s)—添加輔料如膨潤土、煤粉、添加劑等(30~40 s)—混砂(設定時間120~180 s)—在線檢測系統取樣檢測型砂的緊實率—與設定值(修正值)比較(±5%)—符合—出砂;若不符合—第二次注水—混砂(30 s)—在線取樣檢測型砂的緊實率—再次與設定值(修正值)比較(±5%)—符合—出砂;若不符合—第三次注水—混砂(30 s)—在線取樣檢測型砂的緊實率,...以此類推。一般設置注水不超過四次,為了保證混砂效率,要求第一次注水后在線檢測混砂成功率要達到60%~70%,盡量減少二、三次注水,杜絕第四次注水。
檢測緊實率的同時檢測型砂的濕壓強度,通過濕壓強度檢測數值與設定值(±8%)進行比較,自動判斷膨潤土加入量的合適度。如果檢測濕壓強度值在合適區間,下一循環膨潤土加入量保持不變。如果檢測濕壓強度值靠近下限值,下一循環增加膨潤土的加入量;如果檢測濕壓強度值靠近上限值,下一循環減少膨潤土的加入量,依此不斷循環(參見圖1)。
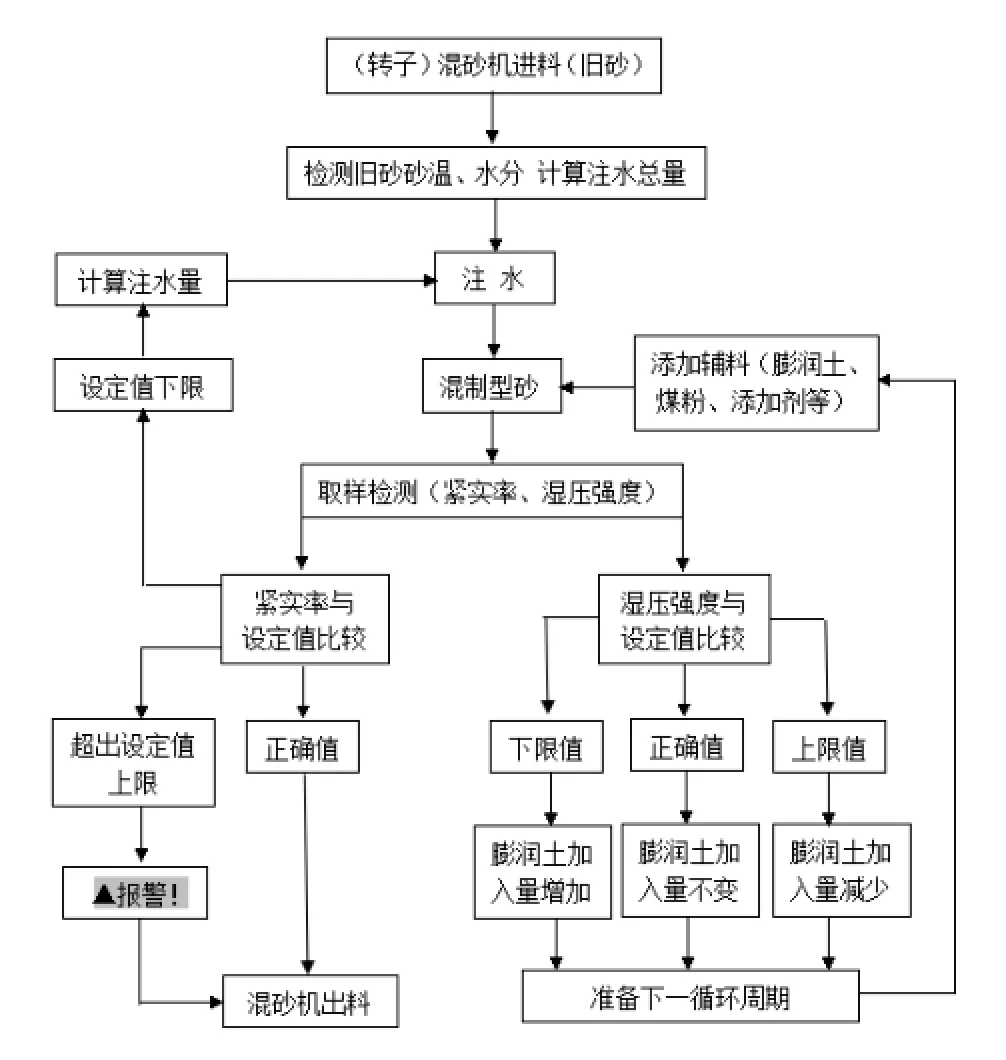
圖1 型砂在線檢測系統工作流程圖
3.2在線檢測(型砂)參數設置及要求
型砂在線檢測系統是型砂混砂系統的子系統,該系統的正常工作是與型砂混砂機的運行密不可分的,其參數設置也是根據混砂機混砂的基本參數和生產鑄件對型砂的具體要求進行的。
型砂在線檢測參數設置主要有:緊實率、濕壓強度、混砂時間(s)、注水量及注水次數(注水調整百分比)、膨潤土加入最小值及最大值、煤粉加入量(占膨潤土的百分比)、添加劑加入量(占膨潤土的百分比)等。
3.3緊實率
緊實率是反映型砂的濕強度、韌性、含水率及混碾的柔和程度等型砂綜合性能的重要指標,可作為型砂性能在線檢測和控制的首選項目[1-2]。通過緊實率參數的變化,反映型砂中水分和有效膨潤土的比例是否合適。當型砂緊實率太高時,說明型砂太濕、太粘,型砂的流動性差,不宜緊實,使得鑄型硬度偏低。當型砂緊實率太低時,則反映型砂干燥發脆,韌性差[3]。
當型砂水分控制在2.8%~3.5%時,緊實率的參數設定值為30%~40%。
3.4濕壓強度
濕壓強度也是反映型砂造型綜合性能的重要指標。水分適當時,隨著有效膨潤土含量增加,型砂的濕壓強度增高[3]。因此,當型砂中水分、含泥量控制在合理范圍內時,型砂的濕壓強度就可以間接地反映型砂中有效膨潤土的含量。由此就可以控制膨潤土的加入量,監控型砂中有效膨潤土是否合適。
型砂在線檢測系統中濕壓強度參數設定值為0.15~0.17 MPa(1.500~1.700 kgf/cm2)。
3.5混砂時間
據資料介紹,碾輪混砂機混砂最佳時間為8~16 min/碾,轉子混砂機混砂最佳時間為4~6 min/碾。普遍認為,碾輪混砂機混砂質量好,轉子混砂機混砂生產率高。
通常情況下,自動化生產線用型砂選用轉子混砂機混砂。混砂時間太長影響生產效率,混砂時間過短影響型砂質量。如何兼顧混砂質量和混砂效率?混砂時間的設定尤為重要。
在線檢測系統中混砂時間設定值為120~180 s,總混砂時間≤6 min/碾。
3.6注水量及注水次數
型砂水分是影響粘土砂鑄造工藝性能最主要也是最敏感的參數之一[2],型砂水分控制的好壞直接關系到鑄件質量,準確而快速地檢測控制型砂的水分是提高鑄件質量、降低鑄件廢品率的重要手段。
型砂在線檢測系統能夠快速檢測舊砂砂溫和舊砂含水量,根據檢測的舊砂溫度、舊砂含水量以及每碾舊砂加入量等參數自動計算出該碾砂需要注入水的總量。設定第一次注水量為總需水量的80%~90%;第一次注水后,使得混砂合格率達到60%~70%。第二次注水后,混砂總合格率應達到90%以上。少數通過第三次注水混碾,達到型砂的性能要求,杜絕第四次注水,這樣有利于控制混砂時間,提高混砂效率。
3.7其他參數
膨潤土加入量。型砂中膨潤土加入量為補充加入量,即補充型砂中有效膨潤土的不足,其加入量為每碾總砂量的0.4%~0.8%,實際操作時要根據舊砂中有效膨潤土含量進行取值。舊砂中有效膨潤土含量低時取上限,舊砂中有效膨潤土含量高時取下限。型砂在線檢測系統中按膨潤土加入最大值及最小值進行設置,最大值和最小值中的差值一般取2~6個單位(kg),如16Min~20Max等。
煤粉加入量和添加劑加入量。型砂在線檢測系統中煤粉和添加劑的加入量是與膨潤土的加入量聯動的,這主要是為了簡化系統控制,通常情況下,煤粉加入量為膨潤土加入量的40%~60%,添加劑的加入量為膨潤土加入量的15%~25%。
3.8外圍系統(外在因數)對在線檢測系統的影響
舊砂砂溫的影響。通常情況下,砂溫高于30 ℃時,砂中的水分就會蒸發,型砂水分波動會導致混砂效率降低,易使鑄件產生掉砂和砂眼等缺陷,因此,型砂的質量與舊砂砂溫息息相關。型砂在線檢測系統設有砂溫補償程序,當舊砂砂溫超過30 ℃時,系統對設定的緊實率予以修正。砂溫超過越多,修正值越大。如果進入混砂機中的舊砂溫過高,必然會對在線檢測數據造成較大影響。
舊砂水分的影響。保持舊砂中適當的水分,有助于恢復舊砂中有效膨潤土的活性。在線檢測系統要求舊砂水分控制在2%左右。水分過高、過低或水分波動過大都會影響檢測的準確性,不利于混砂時的水分調整。
有資料認為,進入混砂機的舊砂砂溫必須控制在35 ℃以下,最好控制在24~27 ℃[4];舊砂水分控制在1.8%~2.2%。如果砂處理系統中安裝雙盤冷卻器,問題就可以得到解決。雙盤冷卻器帶有噴水裝置,能起到很好的增濕、降溫作用,并且還兼有預混的效果。據生產現場監測,澆注后冷卻2~3 h打箱落砂,進入雙盤冷卻器前砂溫為78~82 ℃,經雙盤冷卻器后,砂溫為38~42 ℃[5]。有學者根據理論測算,舊砂中增加(或蒸發)1%的水分,可降砂溫25 ℃左右。因此,舊砂通過雙盤冷卻器增濕、降溫和預混[6],可提高在線檢測數據的準確性。
4 在線檢測系統對混砂質量的監控作用
型砂在線檢測系統主要檢測型砂的緊實率和濕壓強度,進而控制型砂的水分和膨潤土的加入量,達到穩定型砂性能、型砂質量的目的。緊實率和濕壓強度是反映型砂基本性能的重要綜合性指標,在線檢測系統選擇緊實率和濕壓強度作為型砂性能的控制參數,也是基于該參數控制起來比較簡單、方便,易于實現自動化。
我公司通過在線檢測系統對型砂性能實施監控,作用十分明顯。在線檢測系統運行5年來,型砂的性能十分穩定,濕壓強度(實測)0.18~0.23 MPa,緊實率25~35,水分2.8%~3.5%。鑄型綜合型廢率由5.3%下降到1.5%以下,砂眼由2.3%下降到0.2%,沖蝕、粘砂缺陷大幅降低,鑄件表面質量大幅提高,為德國KUKA公司生產的工業機器人鑄件達到歐洲標準,得到德國客戶的高度認可。
在實際生產中(生產車橋鑄件和工業機器人鑄件),在線檢測參數設定值如下,(實時在線檢測數據參見表1)。
緊實率:36%;
濕壓強度:0.16 MPa(1.600 kgf/cm2);
混砂時間:140 s,總混砂時間≤6 min/碾;
第一次注水量及注水次數:90%(第一次注水量占總注水量的百分比),注水次數≤4次;
膨潤土加入最小值及最大值:最小值16 kg,最大值20 kg;
煤粉加入量:55%(占膨潤土加入量的百分比);
添加劑加入量:20%(占膨潤土加入量的百分比);
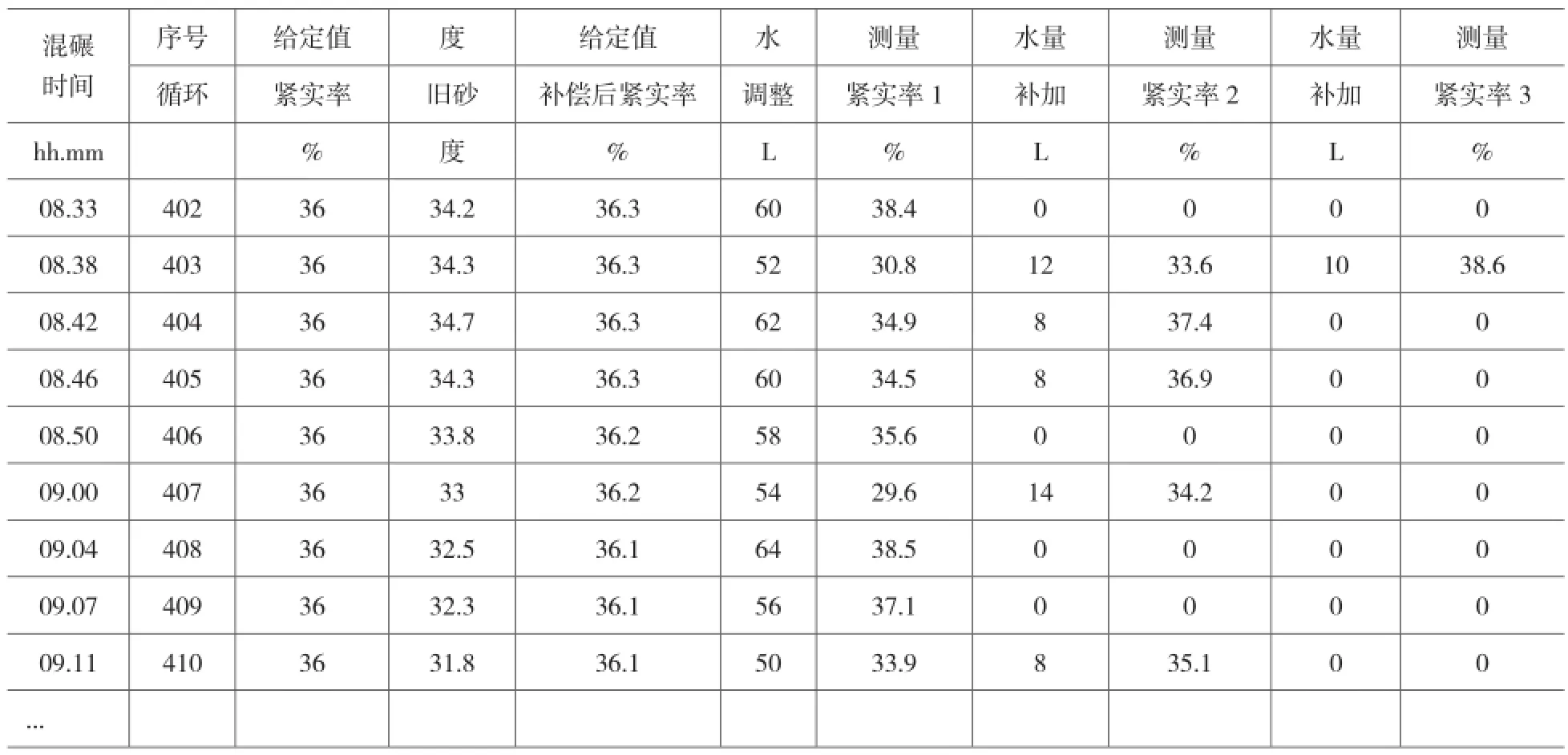
表1 實時在線檢測數據表(節選)

(續上表)
舊砂加入量:4 300 kg;
由于影響型砂性能和質量的因素比較多(砂溫、水分、含泥量、有效膨潤土、有效煤粉、舊砂的均勻性等),型砂的緊實率與水分、濕壓強度與有效膨潤土的含量也不是線性對應關系,加之舊砂水分偏差較大,因此,通過控制型砂的緊實率和濕壓強度來精確控制型砂性能是不容易的。為使在線檢測數據更準確,實驗室檢測手段也還是必不可少的。將型砂在線檢測數據和實驗室檢測數據進行比對、分析形成緊實率和濕壓強度檢測數據差異的原因,找出內在的聯系和規律,進而對在線檢測系統的設定參數進行調整,更好地發揮在線檢測對型砂質量的監控作用。
型砂實驗室檢測項目及要求 ①型砂檢驗:水分、緊實率、透氣性、濕壓強度等,要求每小時檢測一次,混砂機卸料皮帶口按四分法取樣;②舊砂檢驗:有效膨潤土含量、有效煤粉含量、水分、含泥量、灼減量等,要求每天檢測1~2次,舊砂庫圓盤給料機口間隔一定時間取10點,混合后按四分法取樣[5](型砂實驗室檢驗結果參見表2)。
5 結束語
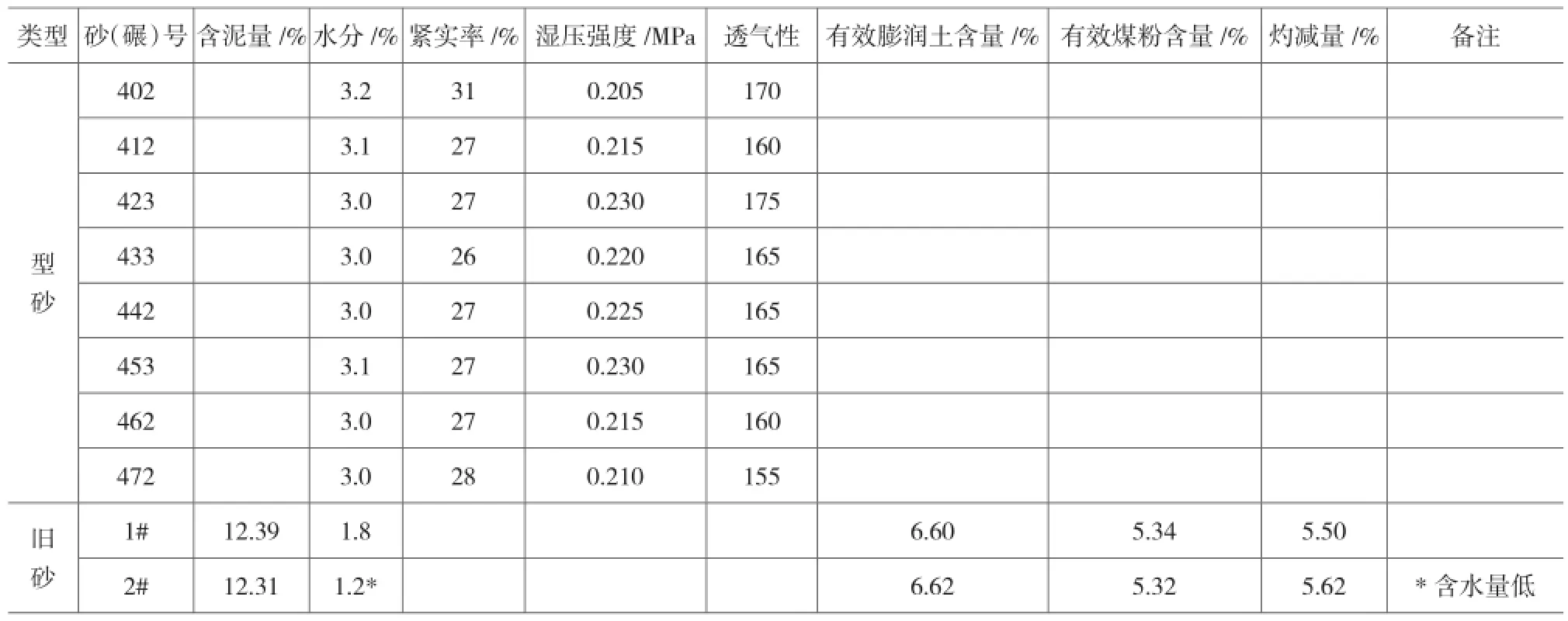
表2 型砂實驗室檢測結果
高密度粘土砂靜壓造型生產線對型砂質量的要求是十分嚴格的,應用在線檢測系統來監控型砂的性能,效果也是十分顯著的。推薦的技術參數(設定值)為:緊實率30%~40%,濕壓強度0.15~0.17 MPa(1.500~1.700 kgf/cm2),混砂時間120~180 s,總混砂時間≤6 min/碾。通過在線檢測系統對型砂的監控,型砂性能和型砂質量得到進一步穩定和提高,大幅降低沖蝕、粘砂、砂眼缺陷和造型型廢率,滿足了自動化造型生產線對高質量型砂的需要。
[1] 劉業金,郭安娜,陳紹華,等,濕型砂緊實率在線檢測和控制[J].鑄造技術,1997(2):6-9.
[2] 楊恢飛,朱世根,傅增明,等,型砂質量的自動檢測與控制研究現狀[J].東華大學學報(自然科學版),2006(2):130-133.
[3] 胡彭生,型砂(第二版)[M].上海:上海科學技術出版社,1994:134-150.
[4] 趙書城,型砂質量存在問題及改進措施[J].中國鑄造裝備與技術, 2000(1):34-38.
[5] 郭云,大型靜壓造型線型砂的質量控制[J].鑄造,2015(4):368-371.
[6] 李玉青,吳殿杰.濕型砂處理工藝設備的創新理念與改進升級[J]. 中國鑄造裝備與技術,2014(2):1-6.
The Supervisory Control Action of Molding Sand On-line Detection System In Sand Mixing Quality Control.
GUO Yun1,ZHAO ChunFeng1,SHE ChangQuan2
(1.Yichang Aoli Casting Co., Ltd., Yuanan 444200, Hubei, China;2. Three Gorges Polytecnic, Yichang 443000, Hubei, China)
This artical described the fundamentals and workfow of sand on-line detection system, to explore its setting parameters and requirements. By supervising parameters like sand compactability,green compressive strength, sand-mulling time , water injection rate and others, it could help to stabilize capability and improve quality of molding sand, thus signifcantly reducing misshaping waste rate and defects like erosion, sticky sand and sand voids, and meeting the needs of high quality molding sand in automated production lines.
Molding sand;On-line detection;Sand mixing quality;Superivisory control action
TG231.2;
A;
1006-9658(2015)06-0040-05
10.3969/j.issn.1006-9658.2015.06.012
2015-07-16
稿件編號:1507-996
郭云(1963—),男,高級工程師,主要從事鑄造技術工作.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
