AS-UCM機型的開發及其板形控制技術
2015-10-28 09:50:09白振華常金梁郭乾勇劉亞星
中國機械工程 2015年10期
白振華 常金梁 郭乾勇 劉亞星 馮 彬
1.燕山大學國家冷軋板帶裝備及工藝工程技術研究中心,秦皇島,0660042.燕山大學亞穩材料制備技術與科學國家重點實驗室,秦皇島,066004
AS-UCM機型的開發及其板形控制技術
白振華1,2常金梁1,2郭乾勇1,2劉亞星1,2馮彬1,2
1.燕山大學國家冷軋板帶裝備及工藝工程技術研究中心,秦皇島,0660042.燕山大學亞穩材料制備技術與科學國家重點實驗室,秦皇島,066004
針對普通UCM平整機組因不能配置分段冷卻手段而無法對板形的非對稱復雜高次浪形進行精細控制的問題,研發了一套配置工作輥非對稱彎輥、中間輥非對稱彎輥、中間輥上下非對稱竄輥的AS-UCM新機型,定量分析了AS-UCM機型對負載輥縫形狀的控制能力,建立了一套適合于AS-UCM機型平整機組的板形控制模型,并在相同初始條件下將AS-UCM機型與普通UCM機型平整機組對非對稱復雜高次浪形的控制效果進行了對比,得出了采用AS-UCM機型的平整機組比普通UCM平整機組對非對稱高次復雜浪形的控制能力大大增強的結論,從而為平整機組高次復雜浪形的治理提供了參考。
高次浪形;AS-UCM;負載輥縫;板形控制
0 引言
近年來,隨著板帶用戶對高等級帶鋼板形質量要求的日益提高,UCM(universal crown mill)機型的平整機組因其擁有工作輥彎輥、中間輥彎輥、中間輥竄動以及傾輥等多種板形控制手段而越來越受到鋼鐵企業的青睞[1-4]。與此同時,鋼鐵企業在生產中也發現,UCM機型的平整機組雖然對單邊浪、雙邊浪、中浪等常規浪形具有很強的板形控制效果,但對肋浪、復合浪等高次非對稱復雜浪形往往無能為力。特別地,由于平整軋制過程壓下量小,對軋輥與帶鋼的冷卻要求不高,軋輥熱凸度幾乎可以忽略,因此不能采用分段冷卻的方法來對高次復雜浪形進行定點精細控制。與此同時,目前大部分學者對于UCM機型的平整機組板形控制方面的研究,基本都是基于現有結構基礎上的板形參數優化,用于控制常規板形缺陷,比較典型的有:曹建國等[5]、董志奎等[6]研究的UCM機型的軋機的輥型設計;張殿華等[7]、張世權等[8]研究的UCM型軋機的中間輥橫向竄動的優化與控制;白振華等[9]研究的彎輥與竄輥的綜合優化設定。但上述研究都沒有涉及高次復雜浪形的控制問題,因此如何提高UCM平整機組對板形的高次復雜浪形的控制能力、進一步改善成品帶鋼的板形質量成為鋼鐵企業技術攻關的重點。
1 AS-UCM機型的開發
在帶鋼的平整軋制過程中,之所以出現非對稱高次復雜浪形,其原因主要有以下5個方面:①來料斷面形狀呈現非對稱的異常分布;②來料板形為高次復雜浪形;③軋輥(包括工作輥、中間輥以及支撐輥)異常磨損或者原始輥型磨削精度不高使得軋輥實際輥型呈非對稱的異常分布;④帶材跑偏;⑤平整機組的安裝誤差使得軋制線與軋輥中心線不重合、軋輥水平度或者垂直度偏差較大等非常態因素。 與此同時,對于UCM機型的平整機組而言,其工作輥彎輥、中間輥彎輥以及中間輥竄動都是對稱的,因此工作過程中對負載輥縫的影響也是對稱的,所以只能解決對稱板形問題;而傾輥是利用軋輥的傾斜使負載輥縫從工作側到傳動側呈線性非對稱分布,因此只能控制簡單的線性非對稱浪形。所以要解決非對稱高次復雜浪形問題,就必須使得平整機組的負載輥縫在軋制過程中能夠呈非對稱高次分布。為了實現該目標,經過大量的分析與研究,筆者提出了一套配置工作輥非對稱彎輥、中間輥非對稱彎輥、中間輥上下非對稱竄輥的六輥軋機新機型,簡稱AS-UCM機型(asymmetric universal crown mill,非對稱式的萬能凸度可變軋機),如圖1所示。
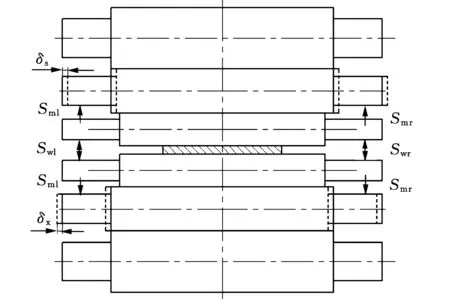
圖1 AS-UCM機型示意圖
與UCM機型的平整機組相比,AS-UCM機型的平整機組的板形控制參數從工作輥彎輥力、中間輥彎輥力、中間輥竄動量、傾輥量等4個參數增加到工作輥左彎輥力Swl、工作輥右彎輥力Swr、中間輥左彎輥力Sml、中間輥右彎輥力Smr、中間輥上竄動量δs、中間輥下竄動量δx以及傾輥量η等7個參數,其板形控制手段及控制量大大增加。與此同時,只要非對稱彎輥、非對稱竄輥能夠使負載輥縫呈非對稱高次分布,那么將上述7種板形控制手段進行有機組合,理論上說可能會組成各種各樣的負載輥縫形狀,其板形控制能力將大大增強。為了分析非對稱彎輥、非對稱竄輥對負載輥縫的控制能力,特以某1220平整機組為例(有關機組的設備參數見表1),選擇典型規格產品(主要軋制工藝參數見表2),利用軋制理論中的金屬變形模型[10-11]及軋機非對稱軋制下的輥系彈性變形模型[12-14],分別模擬出不同工作輥左右彎輥力差、中間輥左右彎輥力差、中間輥上下竄動量差下負載輥縫的變化情況,如圖2~圖4所示。在模擬特定參數變化的影響時,另外兩個參數不變,并將其設定為零。需要說明的是,之所以采用左右彎輥力差及上下竄動量差來模擬,是因為對稱因素對六輥軋機輥縫形狀的影響以往很多文獻已經有介紹,此處只需要單獨分析不對稱因素的影響就可以。有關左右彎輥力、上下竄動量與彎輥力差及竄動量差之間的關系如下式所示:
(1)

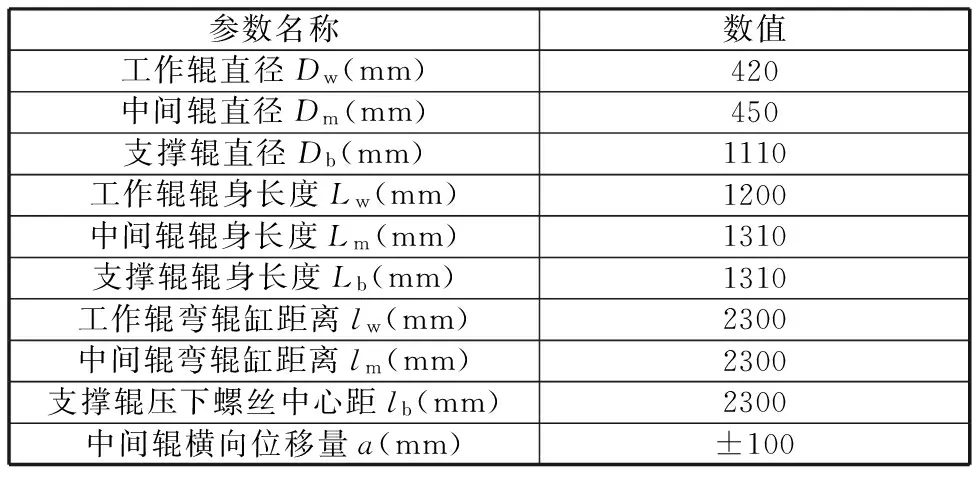
表1 某1220平整機組主要設備參數
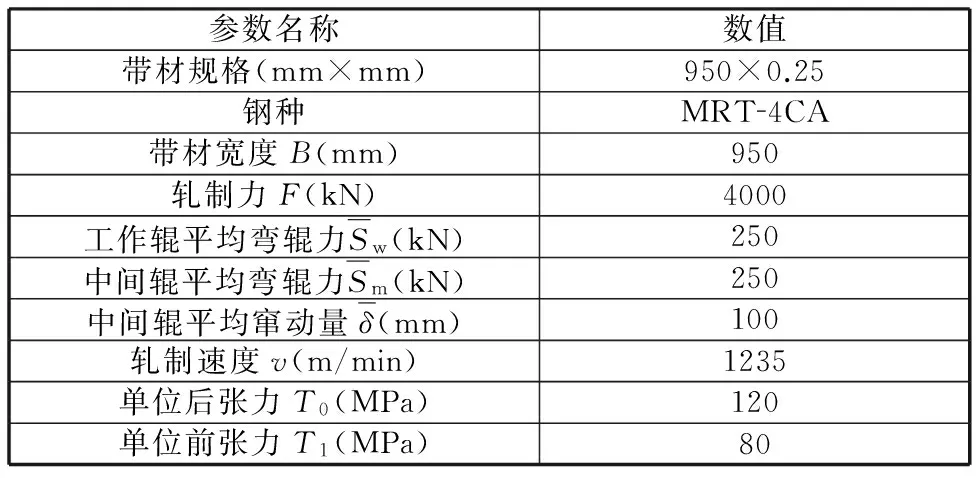
表2 典型規格產品主要軋制工藝參數
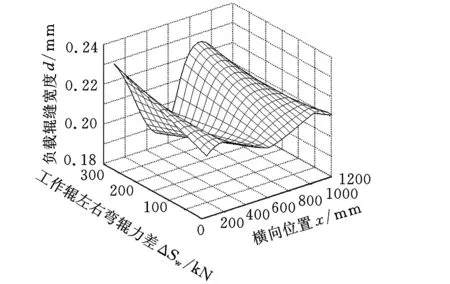
圖2 工作輥左右彎輥力差對負載輥縫的影響圖
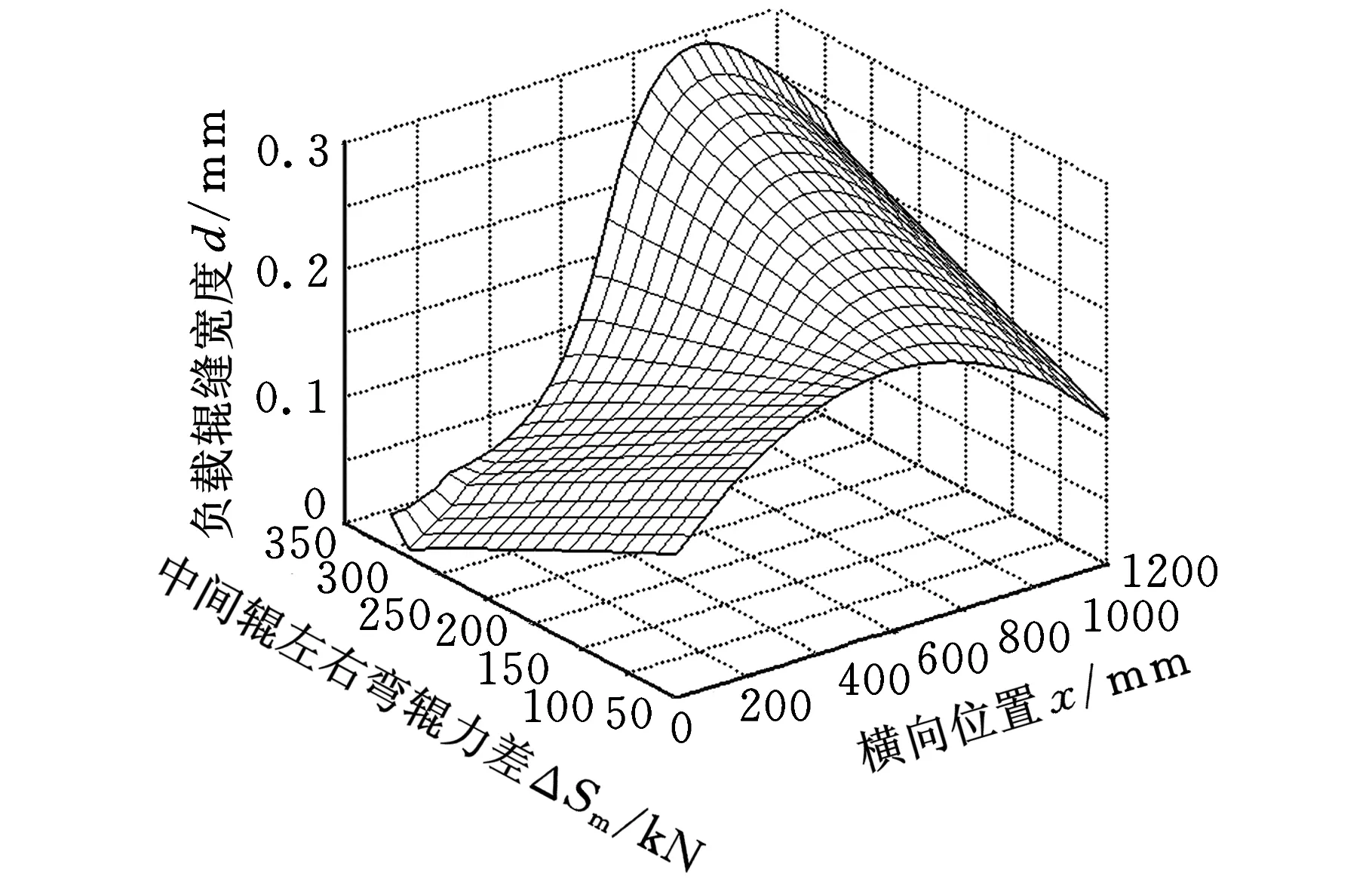
圖3 中間輥左右彎輥力差對負載輥縫的影響圖
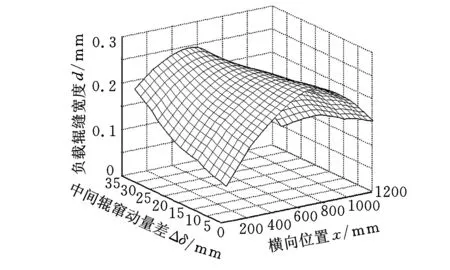
圖4 中間輥竄動量差對負載輥縫的影響圖
通過圖2~圖4可以清楚地看出,單獨改變工作輥左右彎輥力差、中間輥左右彎輥力差以及中間輥竄動量差就可以連續地改變負載輥縫的形狀,并使之呈非對稱高次分布。進一步地,如果將工作輥左右彎輥力差、中間輥左右彎輥力差、中間輥竄動量差以及傾輥量聯合起來協調組合,那么可以形成的負載輥縫的形狀組合將更多,這就意味著AS-UCM平整機組可以有效地治理非對稱的高次復雜浪形。
2 AS-UCM機型平整機組板形控制技術
如前所述,對于AS-UCM機型的平整機組而言,其板形控制量主要包括工作輥左彎輥力、工作輥右彎輥力、中間輥左彎輥力、中間輥右彎輥力、中間輥上竄動量、中間輥下竄動量、傾輥量等7項。這樣,對于AS-UCM平整機組的一個特定軋制過程來說,在平整機的軋輥直徑、軋輥輥型、軋輥輥身長、壓下螺絲中心矩、彎輥缸中心矩等主要設備工藝參數以及來料鋼種、規格、來料斷面形狀、來料板形、軋制壓力、前后張力、延伸率等主要工藝參數已知的情況下,表征平整機組出口板形的前張力橫向分布值σ1i可以用一個以工作輥左彎輥力Swl、工作輥右彎輥力Swr、中間輥左彎輥力Sml、中間輥右彎輥力Smr、中間輥上竄輥量δs、中間輥下竄輥量δx以及傾輥量η為自變量的函數來表示,即
σ1i=f(Swl,Swr,Sml,Smr,δs,δx,η)
(2)
在AS-UCM機型的平整機組的軋制過程中,板形控制的目標就在于使帶材橫向前張力差最小。基于此,可以把板形控制的目標函數用下式來定義:
(3)
式中,T1為平整機組的平均前張力。
這樣,所謂的AS-UCM機型平整機組板形控制問題就轉換為這樣一個問題:尋找一個最佳X,使得目標函數F(X)最小。對于這樣一個多目標函數的優化問題,采用powell法[15-16]很快就可以得到優化結果,計算框圖見圖5。
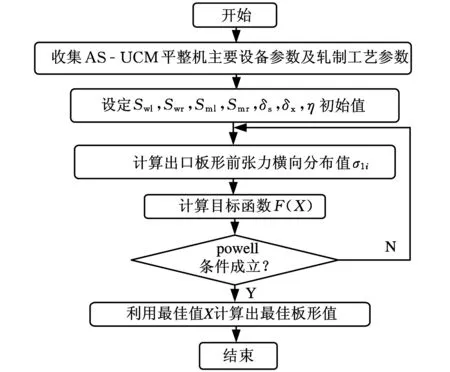
圖5 計算框圖
3 AS-UCM機型的平整機組板形控制效果分析
為了分析AS-UCM機型平整機組的板形控制效果,仍然以某1220平整機組(主要設備參數如表1所示)與規格為950 mm×0.25 mm產品(軋制壓力、前張力、后張力、鋼種如表2所示)為例,選擇板形控制手段在基態(即工作輥左右彎輥力為0、中間輥左右彎輥力為0、中間輥上下竄輥量為0、傾輥量為0),出現四種大小為25 I(I為板形的單位,以10-5作為一單位)的典型非對稱高次復雜浪形(浪形情況如圖6所示)時,分別模擬出采用AS-UCM機型與UCM機型兩種情況下的板形控制效果,結果如表3及圖7所示。
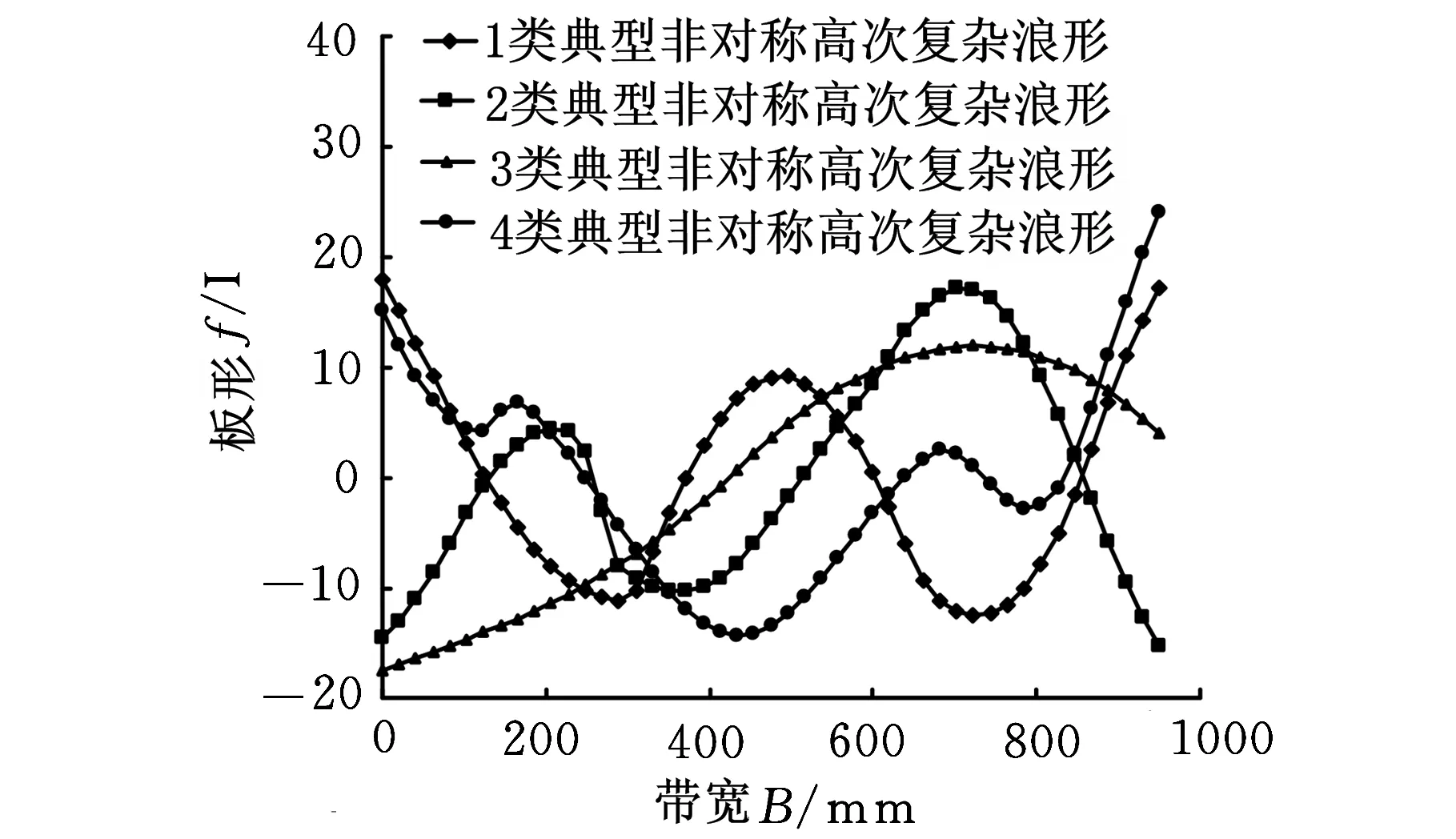
圖6 典型非對稱高次復雜浪形示意圖
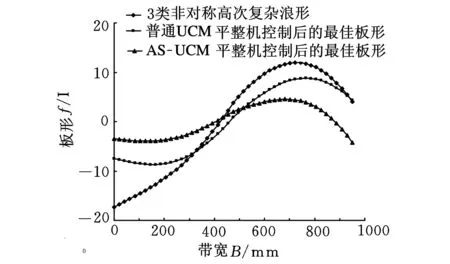
主要參數規格1類2類3類4類UCM平整機板形值f/I20.620.822.617.5ASUCM平整機板形值f/I10.710.914.310.8板形減小幅度(%)48.147.636.738.3
通過表3和圖7可以清楚地看出,在相同初始條件下,采用AS-UCM機型的平整機組比普通UCM平整機組對高次復雜浪形的控制能力大大增強,為平整機組高次復雜浪形的控制提供了有益的參考。
(a)1類典型高次復雜浪形控制效果
(b)2類典型高次復雜浪形控制效果
(c)3類典型高次復雜浪形控制效果
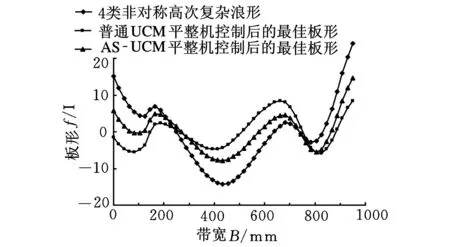
(d)4類典型高次復雜浪形控制效果圖7 AS-UCM機型與UCM機型對非對稱高次浪形控制效果對比
4 結論
(1)針對普通UCM機型的平整機組對肋浪、復合浪等高次非對稱復雜浪形控制效果不佳的問題,提出了一套配置工作輥非對稱彎輥、中間輥非對稱彎輥、中間輥上下非對稱竄輥的AS-UCM新機型,建立了適合于AS-UCM新機型的平整機組的板形控制模型。
(2)AS-UCM機型的平整機組單獨改變工作輥左右彎輥力差、中間輥左右彎輥力差以及中間輥竄動量差就可以連續地改變負載輥縫的形狀,并使之呈非對稱高次分布。
(3)在相同初始條件下,采用AS-UCM機型的平整機組比普通UCM平整機組對高次復雜浪形的控制能力大大增強。
[1]王懷玉.UCM軋機的設計原理及其彎輥橫移裝置的設計[J].有色金屬加工,2009,38(4):32-34.Wang Huiyu,Design Priciple of UCM Rolling Mill and Design of Its Bending Roll Traversing Device[J].Nonferrous Metals Processing,2009,38(4):32-34.[2]孫立峰.UCM、CVC、VCMS六輥冷軋機機型比較[J].一重技術,2008,125(5):5-7.
Sun Lifeng,Comparison Among 6-H Cold Mills in Models of UCM,CVC and VCNMS[J].CFHI Technology,2008,125(5):5-7.
[3]任來鎖,張凱,計江.泰鋼1780mm六輥UCM軋機及其不銹鋼冷軋工藝技術[J].重型機械,2011(4):29-32.Ren Laisuo,Zhang Kai,Ji Jiang.1780mm 6-Roller UCM Reversing Cold Mill and Stainless Steel Rolling Process[J].Heavy Machinery,2011(4):29-32.
[4]何云飛,何磊,侯俊達,等.UCM系列和CVC系列六輥冷軋機特點的初步分析[J].冶金設備,2006,41(5):9-12.
He Yunfei,He Lei,Hou Junda,et al.Discussion of the Features of UCM-and CVC 6-High Cold Rolling Mill[J].Metallic Equipment,2006,41(5):9-12.
[5]曹建國,張勇,楊光輝,等.UCM六輥冷軋機中間輥輥形研究[J].中南大學學報,2011,42(4):966-971.
Cao Jianguo,Zhang Yong,Yang Guanghui,et al.Mediate Roll Contour of 6-Hi UCM Cold Rolling Mill[J].Journal of Central South University,2011,42(4):966-971.
[6]董志奎,戚向東,鞠偉,等.UCM冷連軋機輥型曲線優化設計[J].機械設計,2010,27(12):70-73.
Dong Zhikui,Qi Xiangdong,Ju Wei,et al.Optimization Design of Roller Shape for UCM Tandem Cold Mills[J].Mechanical Design,2010,27(12):70-73.
[7]張殿華,王鵬飛,王軍生,等.UCM軋機中間輥橫移控制模型與應用[J].鋼鐵,2010,45(2):53-57.
Zhang Dianhua,Wang Pengfei,Wang Junsheng,et al.Model and Application for Intermediate Roll Shifting Control of UCM Cold Mill[J].Iron and Steel,2010,45(2):53-57.
[8]張世權,黃河,江東海.UCM軋機中間輥最優軸向橫移位置計算[J].軋鋼,2012,29(4):13-15.
Zhang Shiquan,Huang He,Jiang Donghai.Caculation of Optimum Intermediate Roll Shifting Position of UCM Mill[J].Roll Steel,2012,29(4):13-15.
[9]白振華,康曉鵬,吳首民.雙UCM平整機組板形參數在線設定技術[J].鋼鐵,2009,44(5):39-43.
Bai Zhenhua,Kang Xiaopeng,Wu Shoumin.Technology of Online Setting Shape Parameter in Double Frame UCM Tempers[J].Iron and Steel,2009,44(5):39-43.
[10]連家創,劉宏民.板厚板形控制[M].北京:兵器工業出版社,1995.
[11]連家創,段振勇.軋件寬展量的研究[J].鋼鐵,1984,19(11):22-25.
Lian Jiachuang, Duan Zhenyong. Reseach on Broading Width of Rolling Piece[J].Steel,1984(11):22-25.
[12]白振華,韓林芳,李經洲,等.四輥軋機非常態軋制時板形模型的研究[J].機械工程學報,2012,48(20):77-82.
Bai Zhenhua,Han Linfang,Li Jingzhou,et al.Research of the Plate-Shaped Model of Four-Roll Mill When Rolling under Asymmetric State[J].Chinese Journal of Mechanical Engineering,2012,48(20):77-82.
[13]張赟.六輥軋機非對稱板形調控特性研究[J].冶金設備,2012(2):13-17.
Zhang Yun.Properties Research of Asymmetrical Shape Control in Six-High Rolling Mill.Metallurgical Equipment,2012(2):13-17.
[14]杜鳳山,薛濤,孫靜娜.六輥CVC軋機軋輥彎曲和壓扁變形的有限元分析[J].燕山大學學報,2011,35(5):396-401.
Du Fengshan,Xue Tao,Sun Jingna.FEM Analysis for Roll Deformation and Flattening of Six-high CVC Mill[J].Journal of Yanshan University,2011,35(5):396-401.
[15]孫靖民.梁迎春.機械優化設計[M].北京:機械工業出版社,2010.
[16]王鵬濤.Powell尋優法及其應用[J].系統工程理論與實踐,1997(9):63-67.
Wang Pengtao.Method Optimization with Application[J],1997(9):63-67.
(編輯王艷麗)
Development of AS-UCM Temper Mill and Its Shape Control Technology
Bai Zhenhua1,2Chang Jinliang1,2Guo Qianyong1,2Liu Yaxing1,2Feng Bin1,2
1.Yanshan University of National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Qinhuangdao,Hebei,066004 2.State Key Laboratory of Metastable Materials Science and Technology,Yanshan University,Qinhuangdao,Hebei,066004
Because of ordinary UCM temper mill could not equip cooling means and had no choice to control asymmetric complex higher-order wave shape,a new AS-UCM temper mill was made up,which equipt work roll asymmetric bending,middle roll asymmetric bending,middle roll upward and downward asymmetric movement.This paper quantitatively analyzed the ability of AS-UCM temper mill by controlling loading roll gap shape,then established a shape control model fit for AS-UCM temper mill.By comparing the ability of AS-UCM temper mill and ordinary UCM temper mill by controlling asymmetric complex higher-order wave shape under same condition,it concludes that the ability of AS-UCM temper mill by controlling asymmetric complex higher-order wave shape is more useful than the ordinary UCM temper mill.The model provides helpful
for controlling temper mill complex higher-order wave shape.
higher-order wave;asymmetric universal crown mill(AS-UCM);loading roll gap;shape control
2014-07-09
國家科技支撐計劃資助項目(2011BAF15B02)
TG333.17< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.10.020
白振華,男,1975年生。燕山大學國家冷軋板帶裝備及工藝工程技術研究中心教授。研究方向為機械設計及自動化、軋鋼設備及工藝、板形控制及自動化。獲國家科技進步一等獎1項,省部級科技進步一等獎2項,二等獎2項、三等獎4項。出版專著3部,發表論文50余篇。常金梁,男,1990年生。燕山大學國家冷軋板帶裝備及工藝工程技術研究中心碩士研究生。郭乾勇,男,1988年生。燕山大學國家冷軋板帶裝備及工藝工程技術研究中心碩士研究生。劉亞星,男,1990年生。燕山大學國家冷軋板帶裝備及工藝工程技術研究中心碩士研究生。馮彬,男,1990年生。燕山大學國家冷軋板帶裝備及工藝工程技術研究中心碩士研究生。
