大型直縫焊管預彎成形工藝穩健性設計
2015-10-28 11:27:01范利鋒云建斌白宇杰
中國機械工程 2015年8期
范利鋒 高 穎 云建斌 白宇杰
1.內蒙古大學,呼和浩特,010070 2.河北科技大學,石家莊,0500183.內蒙古質量技術檢驗研究院,呼和浩特,010070
大型直縫焊管預彎成形工藝穩健性設計
范利鋒1高穎2云建斌3白宇杰1
1.內蒙古大學,呼和浩特,0100702.河北科技大學,石家莊,0500183.內蒙古質量技術檢驗研究院,呼和浩特,010070
為提高預彎成形質量,采用有限元法分析了預彎成形過程,并驗證了計算結果的準確性。在此基礎上,考慮板料的材料性能參數等不確定因素對成形質量的影響,并基于隨機模型的穩健性設計方法獲得了預彎成形技術參數的穩健性優化設計方案。研究結果表明:穩健性優化使成形質量的性能指標得到了改善,將可靠性由4.2%提高到97.7%,顯著提高了焊管成形質量可靠性。
大口徑直縫焊管;預彎;有限元分析;穩健性
0 引言
預彎成形工藝廣泛應用于大口徑直縫焊管的制造,即通過預彎模具對鋼板兩邊邊緣進行壓力成形,將板邊彎曲成一定曲率,使之接近或達到管坯公稱曲率,從而保證最終制品焊縫區域的幾何形狀和尺寸精度。該工藝有效地防止了焊縫“噘嘴”和擴徑時開裂[1-2]。
預彎成形工藝的重要性促使國內外學者針對其進行了大量研究。文獻[3-5]分析了預彎成形過程,文獻[4,6-7]分析了預彎成形質量對后續工藝質量或焊管質量的影響。但目前的研究均沒有考慮板料材料性能參數等不確定因素對成形質量的影響。隨著高鋼級管線鋼的應用,預彎成形力和回彈大幅提高[8],管線鋼材料性能的不穩定對預彎成形質量的影響已不能忽視。
因此,本文采用有限元方法對預彎成形過程進行分析,以仿真結果為輸入樣本點,構建了基于徑向基函數的預彎成形近似模型,設計了穩健性優化數學模型,并使用遺傳算法、灰色關聯分析等方法獲得了預彎成形的穩健性優化設計方案,以提高焊管預彎成形質量穩定性。
1 預彎成形過程分析
1.1預彎成形基本理論
板料預彎時,凸模通常是固定的,油缸驅動凹模逐漸上升,板料從坐標原點O點開始沿凸模型面逐漸發生彎曲變形,包覆凸模型面后,于A點結束。A點到板邊的板料變形可忽略,近似認為此段為直邊。此時A點法線方向與垂直方向的夾角為預彎卷角α,如圖1所示。
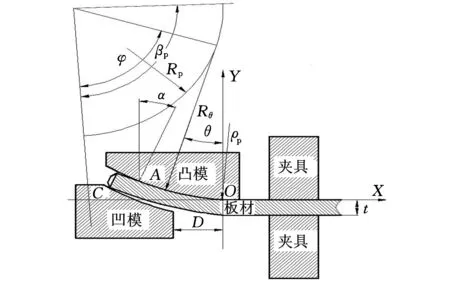
圖1 預彎成形過程
預彎凸凹模型面曲線均采用漸開線設計,由于漸開線方程可表示為
(1)
式中,Rp為基圓半徑,mm;φ為基圓角度,rad。
以O點為原點建立坐標系OXY,則該預彎凸模型面曲線在直角坐標系OXY下的參數方程為
(2)
式中,βp為終止角度,rad。
根據漸開線性質,可得漸開線基圓角度φ與板料變形段任一點預彎卷角θ和凸模曲率半徑Rθ的關系:
(3)
則預彎凹模與板料接觸點(C點)坐標為
(4)
式中,φA為A點所對應的基圓角度,rad;LZ為直邊長度,mm。
由變形前后中性層長度不變和幾何關系可得:
LZ=B-RPα(βP-α/2)-ttanα/2-P
(5)
式中,t為板料厚度,mm;B為預彎長度,mm;P為坡口寬度,mm。
預彎凹模型面曲線可由預彎凸模型面曲線(式(2)所示曲線)平移可得:
(6)
式中,D為凸凹模水平間距,mm;H為凸凹模垂直間距,mm。
根據式(2)、式(4)、式(6)和圖1所述幾何關系,分別以加載開始時和終止時,凹模與板料接觸點(C點)坐標值相等為條件,可得下式:
(7)
式中,φ0、φt分別為加載開始和加載終止時預彎凹模C點對應的基圓角度。
由式(7)可得加載終止時凸凹模垂直間距H′和加載開始時凸凹模垂直間距H0。因此,預彎凹模位移為
h=H0-H′
(8)
根據大口徑焊管成形特點,板邊預彎部分所對管坯的圓心角為
(9)
式中,Rn為管坯的公稱外半徑,mm。
直邊所對的管坯圓心角為
(10)
因此,板料回彈后預彎目標卷角αt為
αt=α′-α″
(11)
實際生產過程中,預彎卸載后,板料發生回彈,回彈后預彎卷角αY應無法保證等于預彎目標卷角αt,所以定義ΔαY=αY-αt來衡量預彎角的質量。為進一步衡量預彎成形后板邊變形曲率半徑分布狀況,定義等效曲率半徑:
(12)
等效曲率半徑愈逼近于公稱曲率半徑,預彎成形質量越好。因此,可定義等效曲率半徑R′與公稱曲率半徑R之差ΔR來評價預彎成形后板邊曲率半徑的質量。
綜上所述,可得影響預彎成形的主要參數:凸模基圓半徑Rp、凸模終止角度βp、垂直成形力Fy和預彎長度B。
1.2預彎成形有限元分析
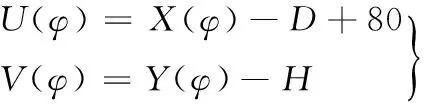
對于預彎這種典型的寬板彎曲模式,寬度方向應變遠遠小于其他方向的應變,因此可忽略寬度方向變形,建立二維平面應變有限元模型。設置板料為二維可變形實體,其單元為四節點平面應變減縮積分四邊形單元CPE4R(單元長度為2mm)。模具由于具有較高的剛度和硬度,故不考慮模具變形,將預彎凸模、凹模設置為離散剛體,采用R2D2剛體單元(單元長度為2.5mm)。夾緊模具具有簡單幾何形狀的零件,可設置為不需要劃分網格的解析剛體,如圖2所示。
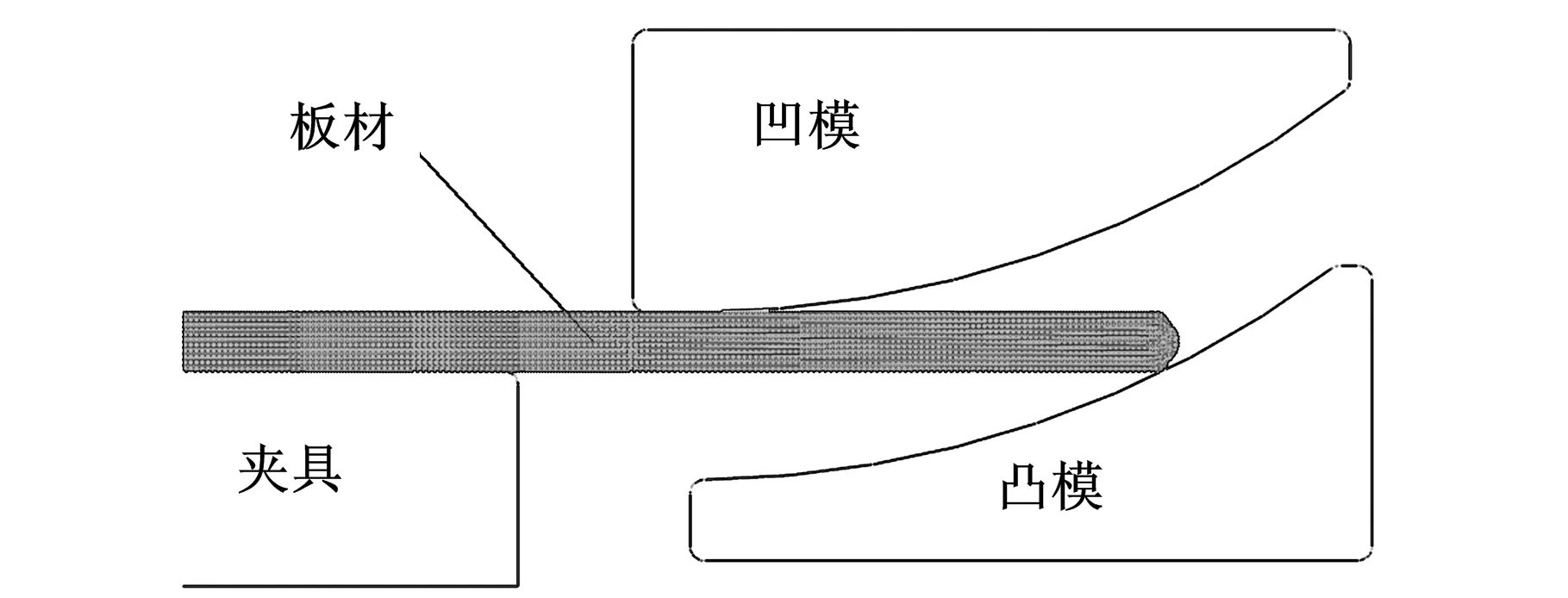
圖2 預彎成形有限元模型
本文選用計算回彈精度較高的靜態隱式算法對預彎成形過程進行仿真,選取單純的有限滑動主從接觸算法,模具為主面,板料為從面。利用罰函數摩擦模型(其中的摩擦因數為0.1)判斷主從面的接觸狀態,主從面之間允許發生彈性滑動的同時,主面也可以在從面的節點間侵入,從而不增加系統的自由度,提高有限元模型計算效率。
以Q235A為實驗材料進行預彎成形實驗,如圖3所示。采用三坐標測量儀測量預彎成形加載前后板料上表面的外形,并與有限元分析結果比較(圖4~圖5)。研究結果表明有限元模型能夠準確預測管坯外形。

圖3 預彎成形實驗過程

圖4 凹模行程與預彎卷角關系
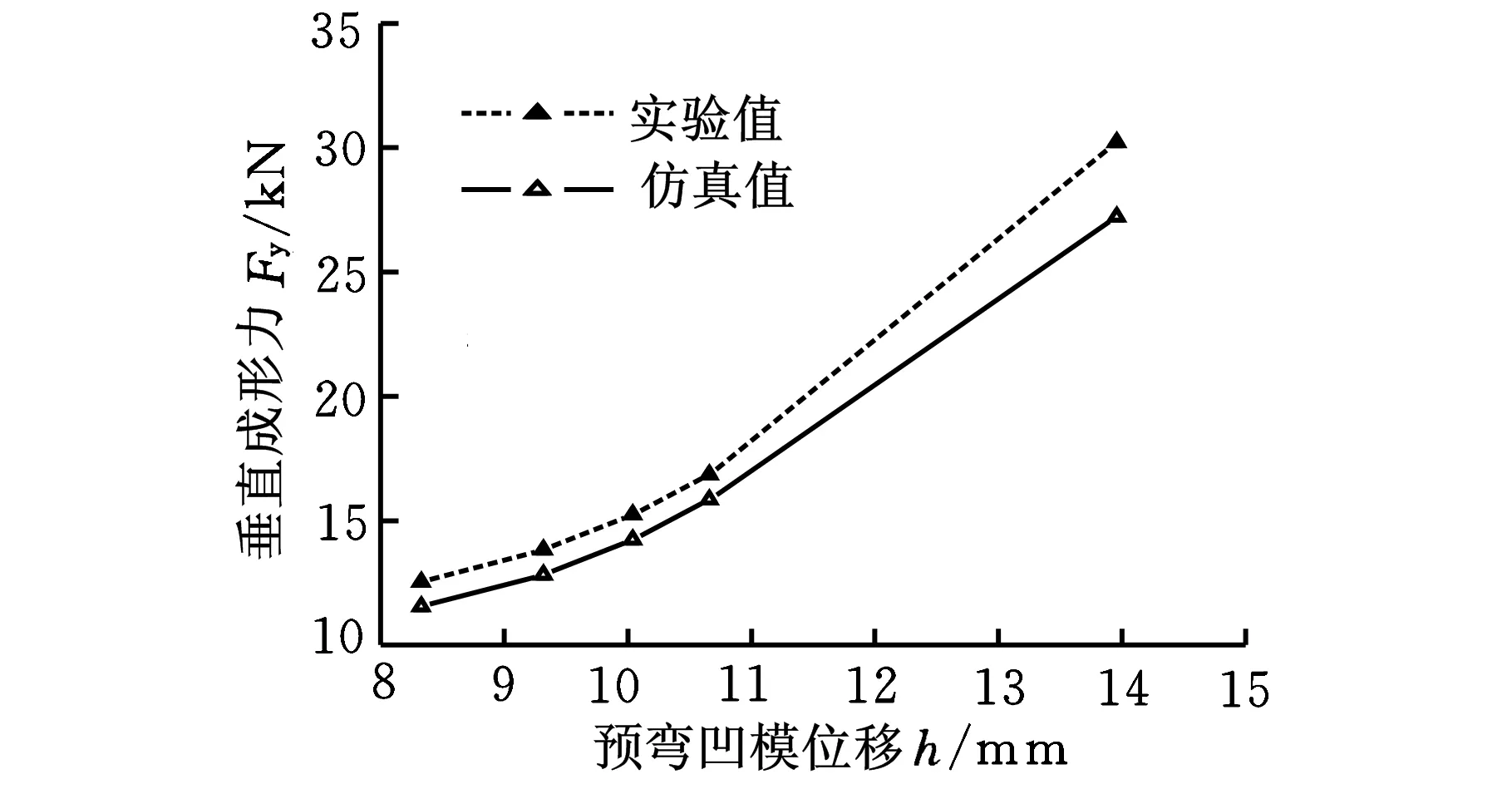
圖5 凹模行程與最大成形力關系
由圖4、圖5可知,仿真結果與實驗結果存在一定誤差,隨著凹模位移的增加,成形力誤差明顯增大。誤差原因主要有兩個,其一是預彎模具在制造和裝配過程存在一定誤差,與有限元模型不符;其二是隨著凹模位移的增加,成形力受凹模位移的影響敏感性增大,其凹模位移和成形力的測量誤差將使圖5中的誤差放大。
2 預彎成形近似模型
實際的優化設計過程中,往往需要考慮多個優化目標,且多個優化目標在給定的約束條件下都要盡可能接近理想狀態。這一過程需要成千上百次的搜索計算,而采用實驗和有限元分析的方法是無法滿足這一要求的。采用基于徑向基函數的近似模型能夠縮短其分析時間,降低問題的非線性,便于找到優化點。本文采用徑向基函數構建響應面模型,其一般步驟如下:①按照田口試驗設計方法進行樣本設計;②使用回歸擬合的方法獲取近似函數y=f(x);③按照常用的響應面模型誤差指標分析預彎成形徑向基函數響應面模型模的精度。
首先,采用概率統計的方法分析一批X80管線鋼材料性能參數分布狀況。X80管線鋼材料性能參數符合正態分布。因此,計算其標準差和平均值,如表1所示。
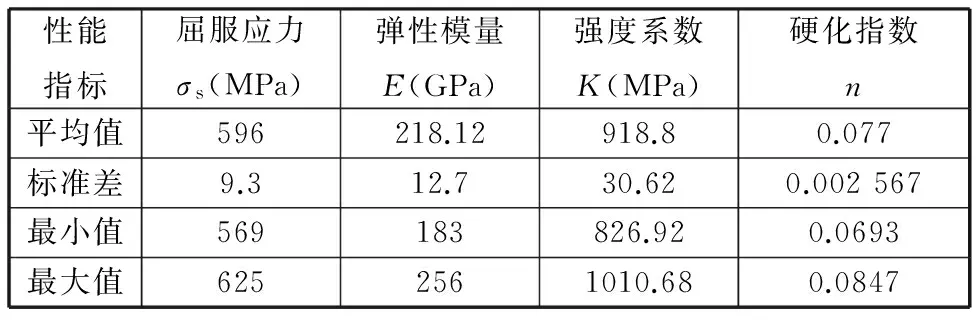
表1 X80管線鋼材料性能參數及其波動性
田口內外表試驗設計法是將可控因素和不可控因素安排在同一個試驗表中。其中,可控因素的設計表作為內表,不可控因素的設計表作為外表,以直積的形式交叉排列。本文采用L9(34)的正交試驗設計方案安排外表(表2)。采用優化拉丁方試驗設計方案安排內表(表3)。

表2 外表材料性能參數水平數
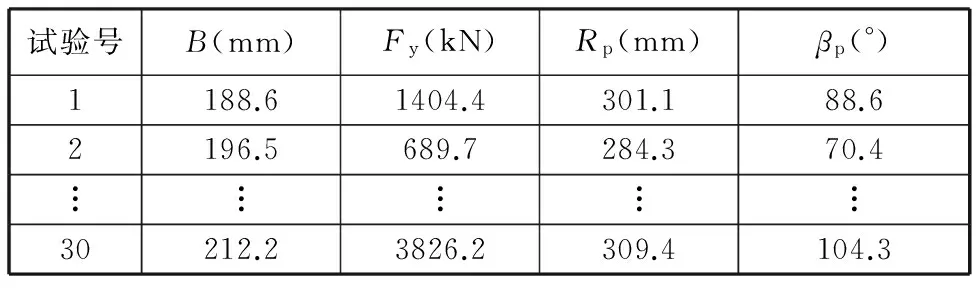
表3 預彎技術參數內表設計方案
以內外表直積法仿真結果作為樣本點,構建基于徑向基函數預彎響應面模型。該響應面模型能夠反映包含材料參數和工藝參數在內的影響因素與成形質量性能指標的映射關系,通過常用誤差評估指標評估響應面模型的估計精度,見表4。
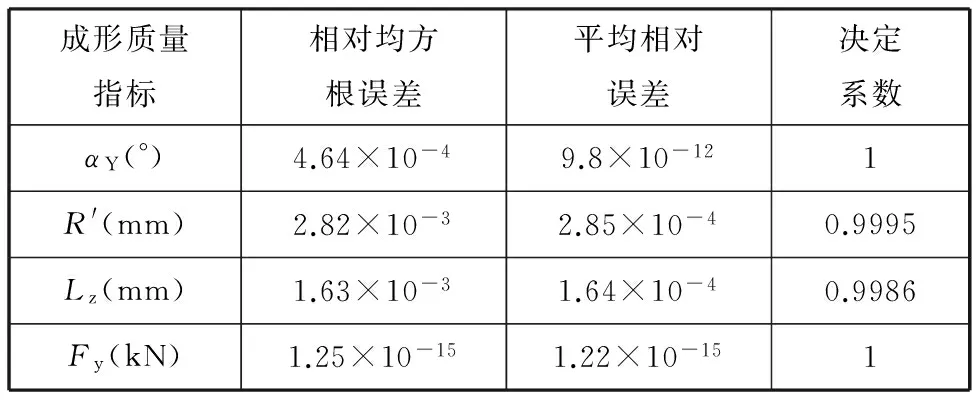
表4 預彎成形徑向基函數響應面模型的誤差分析
由表4可知,相對均方根誤差和平均相對誤差都很小,其中最大值僅為2.82×10-3,且各成形質量的決定系數接近于1。這表明預測模型所表達的超曲面通過大部分樣本點,預測模型擬合精度較高,可以作為真實問題的替代模型。
3 基于隨機模型的穩健性設計
根據穩健性設計原理,按照預彎成形的實際工況建立穩健性優化數學模型,采用遺傳算法在其參數設計空間進行迭代搜索,利用蒙特卡羅模擬抽樣計算焊管質量指標的方差和均值,根據優化數學模型獲取穩健性Pareto解集,對其進行灰色關聯分析以得到穩健性最優方案。穩健性優化流程如圖6所示。

圖6 穩健性優化設計流程圖
典型的穩健性優化公式既要優化目標的均值和標準差,又要滿足約束的波動邊界。從工程應用觀點出發,采用以下的穩健設計模型:
minf1(μ[Lz],σ[Lz])=μ[Lz]+6σ[Lz]
f2(μ[ΔR],σ[ΔR])=μ[ΔR]+6σ[ΔR]
(13)
s.t. G1(μ[Lz],σ[Lz])=μ[Lz]+6σ[Lz]≤33
G2(μ[ΔR],σ[ΔR])=μ[ΔR]+6σ[ΔR]≤15
H1(μ[ΔαY],σ[ΔαY])=μ[ΔαY]+6σ[ΔαY]≤ε
基于6σ的穩健性設計優化即是將n設定為6,穩健性優化設計目標公式中,μ[*]、σ[*]分別表示物理量的均值和標準差(由蒙特卡羅模擬技術計算得到)。等式約束中的ε=1°。
本文采用遺傳算法和蒙特卡羅模擬求取Pareto穩健性優化解集。其中,遺傳算法的初始種群為8,交叉概率為0.65,變異概率為0.1,遺傳代數為200,抽樣方法是描述性抽樣,抽樣次數為200。
4 基于灰色關聯分析的參數方案決策
為了從Pareto穩健性優化解集中篩選出最優方案,本文采用灰色關聯分析的方法,挑選出Pareto最優解集中工藝方案與理想工藝方案的灰色關聯度最大的方案(該方案與理想值最為接近,即為最優方案),從而達到決策的目的。
灰色關聯分析的一般步驟如下:①確定參考序列和比較序列;②數據的量綱一化;③求解灰色關聯系數;④求解灰色關聯度;⑤灰色關聯度排序。
比較序列作為與參考序列相比較的子序列,通常由多目標優化Pareto解集中各組優化解集組成。參考序列則是以不同優化目標為優化方向的單目標最優值,記為x0j。因此,以成熟的序列二次規劃法為單目標優化算法,分別搜索第一目標函數和第二目標函數在約束條件下的優化解。以φ1219 mm×22 mm×12000 mm焊管為例,第一目標函數初始點為f1=60,經過81次迭代收斂于8.9。第二目標函數初始點為f2=2.49,經過82次迭代收斂于0.005。可確定預彎成形的參考序列為(8.9,0.005)。同時選取Pareto前沿方案作為比較序列。
首先將比較序列xi和參考序列x0按照當目標具有望小特征的數據處理公式進行歸一化,即可通過如下式可得處理后數據:
(14)
然后計算比較序列xi對于參考序列x0在第k個目標下的灰色關聯系數:
ξi(k)=
(15)
式中,ρ為分辨系數,ρ=0.5436。
需要考慮全部優化目標情況下的關聯水平,取關聯系數的平均值作為比較全過程的關聯程度的度量:
(16)
其中,λk為加權系數,采用群體評估法計算權系數,其評估結果如表5所示。通過計算可得預彎成形權系數λ1=0.518 685,λ2=0.481 315。
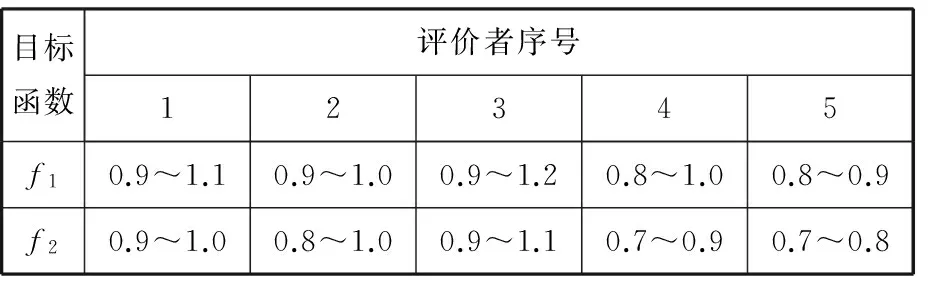
表5 預彎成形優化目標評價結果
最后,需要對灰色關聯度排序。灰色關聯度最大的比較序列即為Pareto解中與理想狀態最為接近的多目標穩健性最優解。
5 穩健性優化結果分析
將φ1219 mm×22 mm×12000 mm焊管預彎變形過程原設計方案和穩健性優化設計方案進行對比,分析其優化結果和可靠性,如表6所示。

表6 穩健性優化前后的設計結果
由表6可知,相對原設計點而言,穩健性優化結果不但使成形質量性能指標得到了改善,而且其可靠性由4.2%提高為97.7%。目前,預彎穩健性優化結果仍不能達到6σ水平,只能達到2.48σ水平。這是由于優化模型中存在等式約束,其中允許誤差范圍僅為ε=1°,約束條件苛刻造成預彎成形穩健性優化結果無法達到6σ水平。
6 結論
(1)基于ABAQUS建立預彎成形工藝的有限元分析模型,分析了預彎成形過程。
(2)穩健性優化設計不但改善預彎成形質量,而且將預彎成形質量可靠性提高到97.7%。
[1]嚴圣祥,鐘情霞.我國應發展大口徑直縫焊管技術[J].鋼鐵,2001,36(5):73-76.
Yan Shengxiang,Zhong Qingxia.Developing Straight Welding Technology for Large Diameter Pipe in China[J].Iron and Steel,2001,36(5):73-76.
[2]李宏.直縫埋弧焊鋼管生產線預彎工藝[J].焊管,2006,29(1):55-57.
Li Hong.Prebending Process of Longitudinal Submerged Arc Welding Production Line[J].Welding Pipe,2006,29(1):55-57.
[3]謝志民,夏金明.直縫埋弧焊管預彎工藝參數設計[J].焊管,2007,30(3):52-54.
Xie Zhimin,Xia Jinming.Prebending Process Parameter Design of Longitudinal Submerged Arc Welding Pipe[J].Welding Pipe,2007,30(3):52-54.
[4]Herynk M D,Kyriakides S,Onoufriou A,et al.Effects of the UOE/UOC Pipe Manufacturing Processes on Pipe Collapse Pressure[J].International Journal of Mechanical Sciences,2007,49(5):533-553.
[5]Palumbo G,Tricarico L.Effect of Forming and Calibration Operations on the Final Shape of Large Diameter Welded Tubes[J].Journal of Materials Processing Technology,2005,164/165(5):1089-1098.
[6]劉京雷,黃克堅,阮鋒.預彎工藝參數對UOE焊管O成形的影響[J].塑性工程學報,2005,12(3):72-75.
Liu Jinglei,Huang Kejian,Ruan Feng.Effects of the Parameters of Prebending on O-forming of Pipe in UOE Process[J].Journal of Plasticity Engineering,2005,12(3):72-75.
[7]全曉剛.UOE焊管坡口形狀與引弧板開口角研究[D].秦皇島:燕山大學,2008.
[8]孫紅磊,宋曉抗,馬瑞,等.大型直縫焊管四點彎曲JCO成形及其彈復解析[J].中國機械工程,2014,25(2):257-262.
Sun Honglei,Song Xiaokang,Ma Rui,et al.Theoretical Analysis of JCO Forming and Springback for Sheet Metal Four-point Bending in Manufacture of LSAW Pipe[J].China Mechanical Engineering,2014,25(2):257-262.
(編輯張洋)
Robustness Design for Crimping of Large Diameter Straight Welded Pipe
Fan Lifeng1Gao Ying2Yun Jianbin3Bai Yujie1
1.Inner Mongolia University,Hohhot,010070 2.Hebei University of Science and Technology,Shijiazhuang,050018 3.Product Quality Inspection Institute of Inner Mongolia,Hohhot,010070
To improve crimping forming quality,this paper investigated crimping which was simulated using the FE code ABAQUS and the FE model was validated experimentally.Based on this analysis,robustness design method based on stochastic model was used to obtain optimization design scheme,which considered the effects of uncertain factors such as material performance parameters on the forming quality.The research results show that the optimization design scheme can improve the product performance,and increase the reliability from 4.2% to 97.7% and ensure the product quality.Thus, the results herein provide an effective approach for crimping parameter design.
large diameter straight welded pipe;crimping;finite element analysis(FEA);robustness
2014-05-07
內蒙古大學高層次人才引進項目(135143);內蒙古高等學校科學研究項目(NJZY14006);河北省高等學校科學技術研究青年基金資助項目(Y2012035)
TG386< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.08.021
范利鋒,男,1982年生。內蒙古大學交通學院講師、博士。主要研究方向為數值模擬、塑性成形、焊管制造技術。高穎,女,1973年生。河北科技大學材料科學與工程學院副教授、博士。云建斌,男,1981年生。內蒙古質量技術檢驗研究院工程師。白宇杰,女,1981年生。內蒙古大學交通學院實驗員。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
汽車觀察(2016年3期)2016-02-28 13:16:26
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
