論發電機定子鐵芯疊片及下線實驗的應用
2015-10-31 09:24:22李雙全楚雅嵐
建材與裝飾 2015年12期
李雙全 楚雅嵐
(四川蜀港水電工程技術有限責任公司)
論發電機定子鐵芯疊片及下線實驗的應用
李雙全楚雅嵐
(四川蜀港水電工程技術有限責任公司)
某電站裝機兩臺,單機容量為25MW,機組由浙江省富士富春江設備廠制造的燈泡貫流式機組,發電機額定電壓10.5kV,額定電流1447A。發電機組型號為SFWG25-56/5940,整臺定子由外殼、上下環板、中間環板、52根鴿尾筋鍵、312個槽、雙層波繞組624根線棒組成,定子接線為1路、Y形接法,其整圓由26張扇形硅鋼片以1/2半迭式組成。2014年5月該兩臺機定子在現場進行疊片下線,9月初進行投產發電,運行至今性能良好。
3~5個;發電機組;疊片安裝工序;鐵蕊鐵損試驗;定子下線
1 疊片安裝工序
(1)機座分2瓣運至安裝間組圓、調整水平允許公差在±0.05mm/m之內,測圓架測垂直,測量鴿尾筋座的偏差,便于鴿尾鍵安裝時調整墊的調節,保證鴿尾鍵的內徑和垂直度上下三點半徑至中心2952.5± 0.10.15,用內徑千分尺測量52根定位筋鍵弦距均勻分布,這樣防止下道工序疊片時鐵芯出現拱形、壓裝松動以及圓度等會引起漏磁,損耗大以及磁拉力不均勻。鴿尾鍵安裝完畢進行沖片預裝,定子鐵芯整圓放上26張0.5mm的沖片,從上而下平放是否有卡阻現象,由于鐵芯在運行過程中隨溫度的上升會導致硅鋼片膨脹,故片與片之間按設計要求有0.4~0.6mm的間隙,預測鐵芯內徑R=2745±32之內。
(2)整個鐵芯高度為1442±4mm,分30段,疊裝過程中在第一段下部20mm和最后一段上端20mm必須在沖片齒部涂環氧膠,不能涂的太多,這樣可以避免流出槽口太多的環氧膠難以清除。
第一段迭裝(見圖1)疊完預壓緊,壓緊力度按設計要求,保證片與片之間緊密貼緊,不會因齒部的環氧樹脂而造成厚度增加,預壓前后測量鐵芯的半徑和高度,環氧樹脂凝固后,拆除臨時壓緊裝置,清除槽口多余的環氧樹脂,每段疊完必須放上通風槽板。疊至十六段時,測量高度在765.3mm和半徑值(整圓分為上、中、下各8個點),在此過程測量高度是否能達到設計高度,每段偏差不超過設計值的±0.5mm。如有超差須在以下的沖片每段第二層進行調整,高度偏差由各段鐵芯相互補償,主要控制整個鐵芯高度在1442±4mm之內,疊至29段時進行冷壓及熱壓,溫度在90~100℃左右,保溫12h,溫度降至40~50℃時進行熱壓,檢查鐵芯的壓縮量在0.7mm以內,如超出應重復以上的加溫、保溫,直到小于0.7mm為止。進行最后一段的迭裝,迭裝方式與第一段相同,上齒壓板的安裝壓緊(按設計值87~92kgf.m),檢查整個鐵芯的圓度及內徑符合規范要求。
2 鐵蕊進行鐵損試驗
首先在定子鐵芯上繞勵磁繞組及測量繞組,勵磁繞組在鐵芯上分兩處環繞對稱180°,二次測量繞組與勵磁繞組間距90°,勵磁繞組繞向一致并聯連接(具體見圖2),測量鐵芯溫度用酒精溫度計,分布埋設前檢查溫度計的溫度誤差,不要超過2℃以上(為了測量溫差準確),做好每個編號加以記錄。

圖1

圖2 鐵損試驗示意圖
整個試驗過程進行90min檢查鐵芯T=1B時單位損耗,根據國標GB8564-88標準要求鐵芯各部位的最高溫升不超過25K,最大的溫差不超過15K,硅鋼片牌號50W310、設計最大的單位損耗為2.74W/kg,我公司對兩臺機定子的鐵損試驗進行常規的接法,由于現場沒有試驗變,只能利用工頻電壓頻率為50Hz,保證90min試驗不斷連續供電。在試驗過程中每15min讀取一次溫度和儀表的指示值,最后一次為最終的單位損耗,經過90min實驗該定子最終測得的單位損耗為1.53W/kg,齒部溫差6K,溫升13K,符合國標GB8564-2003標準要求。
3 定子下線
(1)線棒嵌入之前,端箍拼圓固定,把端箍的支撐塊分布均勻上好,用環氧粉云母帶(5440-10.14×25)1/2疊式11層及1層無堿玻璃絲帶(0.1×25)將端箍連接頭包扎,新舊經絕緣搭接長度要30mm以上,并且把舊的絕緣削成坡度進行搭接。
在定子鐵芯用記號筆找出基準槽,參照基準槽做好整圓的槽編號,槽號從1開始順序編號,根據圖紙確定槽號及其對應所要下的線棒種類和數量,在定子圓周上等分均勻嵌入12~24根幾何尺寸較理想的下層線棒,每段端箍不少于4根,裝設0.5mm的槽底墊條,用雙面膠粘上,并用下線工具將線棒壓靠槽底,線棒斜端與端箍(支持環)保持有1~2mm間隙,墊上適形材料滌綸氈2mm,每根線棒必須用槽襯布0.11mm包裹好嵌入槽里,可視線棒尺寸大小減少或增加一層,以保證線棒與鐵芯接觸良好,通過鐵芯降低線棒的表面感應電勢,使槽電位在10V以內。
(2)將線棒進行分類,下層一般線棒288根,上層一般線棒288根,上層連接線棒18根,下層連接線棒24根及上層引出線棒6根,將下層的槽底半導體墊條(0.5mm 20×1456)用雙面膠固定,把下線之前裁好的槽襯布將下層線棒包好打入槽部,槽襯伸出槽口55mm調整上下位置使斜端間隔一致,線棒的高阻段與齒壓板壓指間搭接范圍(±5mm),將上下端部即在支持環上之間墊上滌綸氈2mm用無堿玻璃絲繩(滌波管)縱橫向各兩道、綁扎牢固,用記號筆在線棒的端部標上斜邊墊塊的位置(上下層各一行),根據線棒間的間隙來調整墊入墊塊的厚度,外包適形材料J-2941塞入線棒端部,同樣縱橫向各兩道、綁扎牢靠,固定線棒。所用無堿玻璃絲繩和無堿玻璃絲帶經烘箱脫臘,溫度在180~ 200℃條件上,脫臘4~8h,手感無臘質為準,這樣更有利于在涂環氧膠時滲透滌波繩。確認下層線棒的完成。進行上層線棒的嵌入,把層間墊條(5mm 20×1456)及其層間測溫墊條放入后和下層線棒一樣,將包好槽襯布的上層線棒小心的放入,保證層間墊條不掉落或重疊,槽襯墊無皺折,上下層線棒接頭相互錯位不應大于5mm,接頭標高差不大于5mm。
(3)在槽的正中央放好0.5mm及1mm的楔下半導體墊條,調整墊條松緊度,從下往上依次打入槽楔(見圖3),槽楔的打緊力(壓力)通過錘擊槽楔測試所產生的力或借聲音來判斷,以避免上頭打緊下頭受空。因槽楔開有通風道要與定子鐵芯的通風槽對齊,偏差不能超過2mm,使轉子產生的風順著槽楔通風道進入定子風道,如果由于鐵芯的疊加厚度造成誤差,應通過修整槽楔來調整槽楔位置,上下兩端的槽楔必須打實、打緊,高出鐵芯槽口7mm,相互高差不大于3mm,其余各個槽楔有空隙不能超過其長度的1/3,對于槽楔打入后,表面高出鐵芯內圓表面部分,應將其修整鏟平,槽楔全部打完后在伸出鐵芯的上下端頭處的線棒上綁上∮7、∮8的滌波管,并涂上環氧膠(E-44:H-4=100:65),以防止槽楔松動脫落。
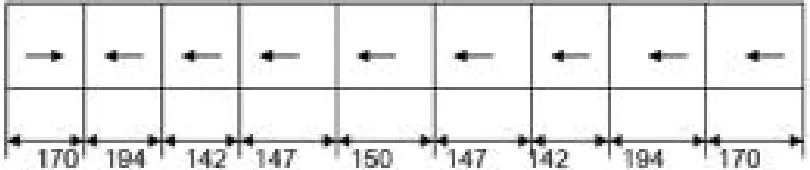
圖3
(4)線棒采用銀銅焊接,焊接前對線棒的焊接部位進行清洗(酒精或丙酮),檢查連接板應無高點、毛刺、裂紋等缺陷。為了防止焊接時損傷線棒的絕緣,在線棒的絕緣處采用打濕的石棉布作保護,用銀焊機進行焊接,線棒端頭與連接板間夾0.2mm銀焊片,用大力鉗工具夾緊焊接,四周采用銀焊條補滿,保證焊接良好,不得有虛焊。用丙酮清洗和銼平并頭的表面毛刺、氧化物等。極間連接和匯流母線利用小號焊槍進行焊接,按照設計要求極間連接采用股線與股線對接,上排股線與下排股線相互錯開50mm進行焊接。匯流母線接頭的焊接做法與一般線棒并頭塊焊接一樣,采用銀焊片及銀焊條,只是使用的工具不同,用焊槍焊接而不是銀焊機。在極間連接線的絕緣包扎前,應先檢查極間連接線原有絕緣在搭接處的狀況,確認無異后,清理干凈,按照規定35mm搭接長度及要求進行包扎,相鄰間的極間連接線加入間隔塊,相互間綁扎牢固(如圖4)。

圖4
(5)絕緣盒的澆灌,采用環氧膠填料環氧樹脂-44:固化劑H-4:石英粉=100:65:70加上少量的稀釋劑(丙酮)配比進行澆注,下端澆注搭設可調節的支撐座,保證絕緣盒高度、垂直度一致,如果線棒的絕緣部分與澆注填料搭接達不到35mm(設計要求),應在線棒的端頭絕緣層上加包粉云母帶11層及1層無堿玻璃絲帶扎緊并涂上環氧膠,保證其搭接長度。上端的絕緣盒澆注,底部利用木鍥子和環氧板作支撐,環氧膩子填料封底,套上絕緣盒灌上填料深5~10mm后,檢查其泄漏情況,如無異常繼續進行澆注,直到灌滿為止。

圖5
4 電氣試驗檢查
(1)下層線棒嵌裝后,進行交流耐壓24kV,并對其槽電位進行抽查,結果測得其槽電位最大不超過2V。
(2)上層線棒嵌入,打完槽楔后同樣進行交流耐壓24kV。
(3)并頭焊接完畢應測試繞組直流電阻,最大與最小之比為1.2倍,結果符合GB8564-2003標準。
(4)澆注絕緣盒完畢進行定子繞組干燥,利用電爐絲加溫,溫度不超過80℃,溫升按5~8℃/h的上升,當溫度達到70~80℃時,用2500VMΩ表對其繞組進行絕緣電阻的測試,保溫4~8h,直到測得絕緣電阻穩定不變,可以認為加溫干燥結束,在常溫下測試吸收比及直流泄漏、交流耐壓試驗。
經檢驗合格,進行噴漆。
5 結束語
近幾年來,隨著貫流機組的廣泛應用,定子的工藝技術要求也不斷的更新及提高,雙嶺電站的兩臺定子在端箍及壓指的選材上,采用不銹鋼非磁性材料,更好的提高性能,扼制和減少其端部的漏磁損耗。楔下墊條采用半導體材料,這種工藝與三峽機組使用的波紋彈簧墊比較有些落后,沒有彈性,打槽楔時力度大,對線棒的表面絕緣損壞危險性高,線棒和槽楔的更換困難,機組運行時間長會造成槽楔的松動,建議改進這種做法。
TM306
A
1673-0038(2015)12-0241-02
2015-2-22
李雙全(1987-),男,主要從事水輪發電機組安裝及調試工作。
楚雅嵐(1988-),女,電氣助理工程師,主要從事水輪發電機組安裝及檢修工作。