旋風落料器在煙絲氣力輸送系統內的應用
2015-11-05 08:51:06溫科平安浩楊浩
科技創新導報 2015年25期
溫科平 安浩 楊浩
摘 要:針對煙絲氣力輸送系統內選用的旋風落料器在實際生產過程中出現的落料效率低的問題,結合旋風落料器的工作原理,從進口風速、來料要求、結構合理性及卸料能力等幾個方面為研究出發點,通過分析、模擬、計算及試驗觀察,對旋風落料器進行了問題原因依次確認,最終確定了調整方法,獲得了滿足甚至超出需求的落料效率和超出預期的使用價值,改善結果同時表明,在煙絲氣力輸送系統落料環節使用一級旋風落料器并對旋風落料器適當改進,仍能獲得令人滿意的氣料分離效率,也在一定程度上拓寬了旋風分離器的應用領域。
關鍵詞:葉絲落料器 旋風落料器 葉絲風送 氣力輸送 落料效率
中圖分類號:TS43 文獻標識碼:A 文章編號:1674-098X(2015)09(a)-0038-03
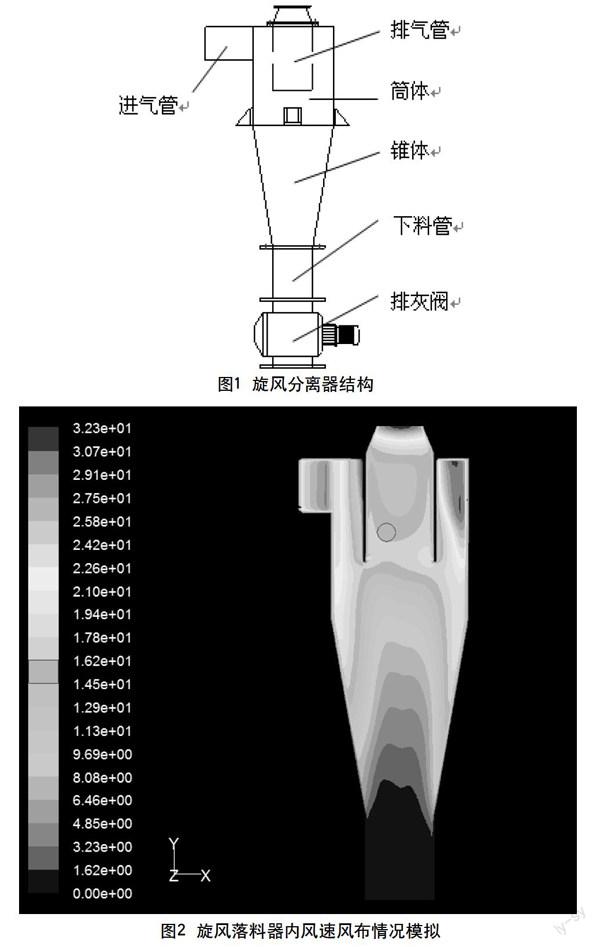
旋風分離器常用于去除含塵氣相物料中的粉塵顆粒,其結構簡單、工藝性能好、便于維修保養、投資成本低。旋風落料器是旋風分離器的一種應用方式,其結構如圖1所示。
旋風分離器的工作原理為含塵氣流以一定的速度從進氣管進入筒體內做高速螺旋運動,氣流中的粉塵顆粒受到離心力作用飛向筒壁,沿內壁滑落,最后從底端經排灰閥排出;而氣相物料向上旋流并經排氣管排出。
筆者所在工廠翻箱機在使用過程中存在煙絲灑漏情況,灑漏量雖經過改進后有所減少,但還是存在一定量的灑漏。針對此種情況,我廠之前一直采用在生產過程中由人力打掃裝入周轉箱作為垃圾處理,此種方式工作強度較大且現場環境較差,最重要的是造成了物料的浪費和生產成本的增加。由于此種原因,該廠在漏料位置設置了接料斗,并采用了吸入式風力送絲管道對灑漏的煙絲及時進行風送。風送系統內必然存在落料器,由于現場空間和安裝條件的限制,并考慮到投入成本和維護保養的便利性,該廠選用了旋風落料器做為落料設備。考慮到輸送物料為間斷輸送、流量較小的情況和風送速度對煙絲結構影響等因素,選用了XF-300型旋風分離器(徐州眾凱機電設備制造有限公司生產),筒體直徑300 mm,處理風量800 m3/h。但是在實際使用過程中,該廠在除塵間內發現了大量煙絲,經排查后確定為灑漏煙絲風送系統產生,即旋風落料器落料效率低,這一結果使得此套系統的應用毫無價值,反而給除塵間設備帶來一定壓力,并造成了除塵能源的浪費。
1 問題分析
旋風分離器結構雖然簡單,但是因其內部的兩相流動和分離機理很是復雜,暫未能找到完善的物理模型供于參考。為解決此項問題,該廠結合旋風落料器的工作原理,從進口風速、來料要求、結構合理性及卸料能力等幾個方面為研究出發點,通過分析、模擬、計算及試驗觀察,對旋風落料器進行了問題查找。
1.1 進口風速
考慮到旋風落料器對工作進口風速要求,我們對風送管道內風速進行了測量,結果為23 m/s,與卷包風力送絲管道風速基本一致,符合煙絲結構變化允許范圍;同時計算得出旋風落料器進口風速為14 m/s,也符合落料器進口風速范圍要求。由于物料進入旋風落料器后做的是圓周運動,根據向心力計算公式F=mrw=mv/r可知,在一定的旋轉半徑和進料量的前提條件下,進口風速越高,離心力越大,落料器的效率會有提升,但落料器內排氣管口的風速也會提高,煙絲進入除塵管道的可能性有可能提高。在提高落料器進口風速后,除塵房煙絲量稍有減少,但總量還是很大。另外,由于風送管道管徑的固定,風速太高的時候,煙絲的造碎程度會增加,所以我們決定不提高風速。
1.2 來料要求
考慮到此套系統輸送物料的過程是間斷輸送,且物料吸入量是根據實際灑漏量在變化的。根據向心力計算公式,在速度和旋轉半徑一定的前提下,質量越大,離心力越大,考慮到煙絲個體容易漂浮,我們決定增加瞬時的進料量,即將灑漏的煙絲暫存一定體積量后,再進入風送系統。但是,當我們在風送系統吸入口增加緩存限量機構后,進入風送管道內的煙絲流量雖然在一定時間段內處于穩定,保證了一定質量的煙絲進入旋風落料器,但是在除塵房仍發現了大量煙絲。
1.3 結構合理性
為了解旋風落料器內部風速分布情況和各部分結構的合理性,我們對旋風落料器內部氣流速度分布進行模擬,結果如圖2所示。
如圖2所示,各部分氣流分布正常,氣流沿筒壁速度高。在進口風速不能提高和進料穩定的基礎上,我們開始懷疑物料進入旋風落料器后的運動狀態,即是否作螺旋運動、產生離心效果。眾所周知,作圓周運動的物體必須具有的力是向心力,只有具有向心力才會作圓周運動,而筒體的形狀起到了不斷改變向心力方向的作用。由于旋風落料器排氣管中心氣流的作用,物料會跟隨氣流向排氣管口運動,如果是這樣的話,那物料必然會進入排氣管。但是作圓周運動的物體并沒有向中心運動,而保持圓周運動狀態,應是因為速度方向改變的時候,物料存在慣性,同時產生一個與向心力大小相等、方向相反的慣性力—離心力。物料進入旋風落料器后處于離心力場內,應當是空氣帶著物料運動,氣流的方向在不斷改變。那么,物料作圓周運動的向心力應由空氣的浮力產生,根據浮力計算公式F=ρgV,其中ρ為空氣密度,V為物料排開的氣體體積,g為重力加速度,則公式可寫成F=mg,用向心加速度代替重力加速度,則F=mv/r。由此公式分析,如果煙絲排開的氣體體積越小,煙絲受到的離心力越大于空氣向心力,煙絲越不會隨氣流向排氣管中心運動,即要求進料時煙絲的聚集性要高。而我廠在煙絲風送時采用的是圓形截面管道,在接入旋風落料器進口時采用了俗稱“天圓地方”的異形管接頭,圓截面中心和矩形截面中心同心,煙絲在由圓管進入矩形管的過程中由于氣流的局部紊亂產生了發散現象。按上述推斷,將瞬時進入的煙絲視為一個整體,其排出的氣體體積較大,不利于煙絲緊貼筒壁回旋下落。但是,在更換進料異形管保證煙絲聚集且貼筒體內表面后,除塵房仍出現了煙絲,雖然現場操作人員反應總量有所減少,但問題并沒有得到徹底解決。
考慮到聚集的煙絲在旋風落料器筒體內緊貼筒壁運動時,由于筒體半徑較小,聚集的煙絲運動時的曲率較大,聚集的煙絲在改變運動方向的同時,受到筒體內壁的摩擦力和相反于運動方向的阻力,聚集的煙絲速度會發生下降且運動軌跡可能會向筒體軸心內偏移。如果此時再受到其他作用力,則有可能會改變運動方向被氣流夾帶。因此,旋風落料器的排氣管必須插入筒體內一定深度且排氣管底口距離落料器排料口不宜過盡,以避免氣流短路對聚集煙絲的運動造成干擾而幫助煙絲向筒體中心運動。根據此分析,我們檢查了排氣管的插入深度和距離筒壁的距離,發現深度和筒壁的距離較為合適,但不能確定為最優化尺寸。
而插入筒體內的排氣管是焊接在筒體上的,排氣管也不方便調整進行試驗,我們又考慮氣流在筒體內急速旋流向下時,當氣流到達排風管產生的內旋渦流最低點時,會隨旋流向上的氣流一起直接從排氣管排出;同時,因為錐體最底部的直徑較小,物料聚集后會向中心移動,已沉降到錐體底端的物料受到離心力作用強烈擠壓錐體內表面但可能不發生下落,從而被向上急速螺旋運動的氣流重新卷起進入排氣管。因此,我們在錐體下方和排灰閥之間增加了一段圓形直管,用于避免物料的相互擠壓,并增加旋轉圈數,延長下落時間,但是除塵房出現煙絲的總量并沒有大量減少。
1.4 卸料能力
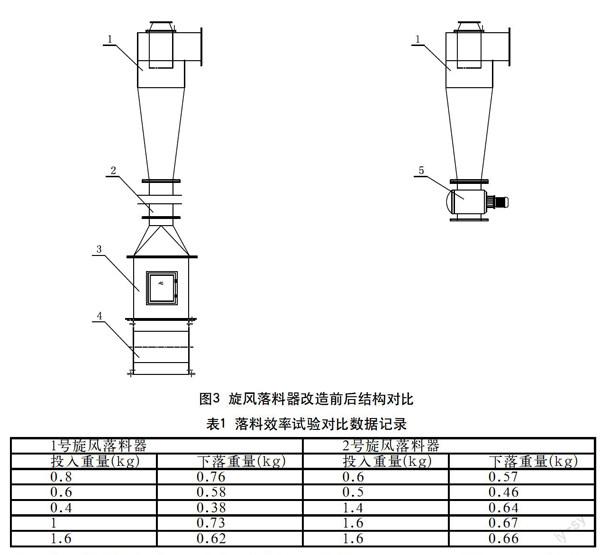
考慮旋風分離器多用于分離粉塵顆粒,在煙絲落料上的應用并不廣泛,在選定此設備時我們并沒有期望得到較高的分離效率,只預期80%落料效率即可滿足需求。由于進料端灑漏量的不固定和除塵房內的煙絲是和其他雜物混合在一起的情況,在生產過程中無法通過數據來評定煙絲損耗的具體量。在經過上述調整后,我們決定對落料效率進行試驗測定:選取2臺落料器為試驗設備,取樣點為旋風落料器排灰閥下方,對比投料量和下落量,試驗數據記錄如下表1內所示。
試驗結果顯示,在投料量少的情況下,反而落料效率高,此結果竟與計算公式相矛盾。但是在試驗過程中,由于取樣人員不知道投料端物料是否全部進入管道以確定取樣結束時間,在詢問后發現,煙絲早已全部進入管道,但物料仍在下落,且出現不連續和流量大幅度波動的情況。因此在實驗后續環節中記錄了部分試驗時間,記錄結果如下。
(1)1號旋風落料器吸入口投入1 kg物料,煙絲在6 s內離開吸入口,但在90 s后才長時間沒有物料下落,煙絲下落狀況為開始時較多、接著較少、然后下落量持續增加。
(2)1號旋風落料器投入1.6 kg物料,煙絲在10 s內離開吸入口,但在200 s后才長時間沒有物料下落,煙絲下落狀況也為開始時較多、接著較少、然后下落量持續增加。
(3)2號旋風落料器投入0.6 kg物料,煙絲在3 s內離開吸入口,但在20 s后才長時間沒有物料下落,煙絲下落狀況同上。
(4)2號旋風落料器投入1.4 kg物料,煙絲在8s內離開吸入口,但在156 s后才長時間沒有物料下落,煙絲下落狀況同上。
綜合上述試驗結果,我們判斷煙絲已經被輸送到落料器,投料量較少時落料效率高,我們得出煙絲已經在落料器內發生了下落過程的結論。為驗證上述分析,我們在增加的直管上開設了一處透明觀察窗。經過投料試驗觀察,我們觀察到投料量大的時候煙絲也形成了回旋下落進入到直管內,但排灰閥卻沒有物料下落,而是煙絲在直管內發生了堆積。由上判斷,我們得出排灰閥卸料能力不足的結論。
為驗證卸料能力,我們按投料試驗中最大重量1.6 kg、煙絲密度為0.122 kg/L計算物料輸送到旋風落料器、但堆積后造成排灰閥排料能力喪失的情況下,旋風落料器錐筒內存放煙絲高度。按錐體體積計算公式V=1/3×(πr)×h得出落料器內堆積煙絲的體積應為:
V=1/3×3.14×(0.075+h*tan7)×(h+0.6)-1/3×3.14×0.075×0.6,即
V=1.047×(h+0.6)×(0.075+0.12h) -0.0035
計算得出煙絲在筒內堆積高度h=410 mm,煙絲處于堆積狀態下距旋風落料器內排風管下口還有310 mm,當煙絲處于游離狀態時距排風管下口更近,除塵風可以將煙絲帶入除塵房。同時,煙絲的堆積也縮短了筒體長度,減少了物料的回旋次數,不利于物料下落,并為下次風送形成了風送通道,即除塵房出現大量煙絲的原因。
2 改進過程
經觀察,排灰閥的結構更適用于顆粒粉塵,而對有一定長度且會相互纏繞的煙絲適用性很低。我們決定改用大容量隔板式氣鎖,并在氣鎖上方增加一段矩形管用于改變內旋渦流,阻礙煙絲向上運動,具體實施方案如圖3所示。
圖3中,1為旋風落料器,2為增距直管,3為變徑方管,4為落料氣鎖,5為卸料器。
經過改造,根據上述試驗過程中在煙絲投料量較大的時候、物料下落量較少的情況,我們進行了效果驗證實驗,向風力送絲管道吸入口內一次性投入10 kg煙絲,重復3次,計算出平均落料效率約97.2%,遠超出了使用預期,而減少的部分可能為物料中含有的粉塵。至此,旋風落料器的問題得到了一定意義上的最終解決。
3 結論
(1)經過對旋風落料器結構的一系列調整后,灑漏煙絲氣力輸送系統目前工作穩定,系統的使用價值也大幅度上升,生產成本得到最大限度的節約。
(2)另外,實踐證明,只要認真分析物料特性并對旋風落料器作出適當調整,旋風落料器應用在煙絲氣力輸送系統內仍能取得令人滿意的效果,也在一定程度上拓寬了旋風分離器的應用領域.
參考文獻
[1] 梁朝林.旋風分離器結構改進的研究[J].煉油設計,2002,32(9):8-11.
[2] 黃興華,王道連,王如竹,等.旋風分離器中氣相流動特性及顆粒分離效率的數值研究[J].動力工程,2004,24(3):436-441.
[3]小川明[日本].氣體中顆粒的分離[M].北京:化學工業出版社,1991.
