密排小徑管焊縫熔深超聲檢測研究
2015-11-05 08:51:06李寧柴玉琨劉彥明
科技創新導報 2015年25期
李寧 柴玉琨 劉彥明
摘 要:從密排小徑管的結構特點以及焊縫形狀出發,在理論上分析了采用超聲檢測的可行性,確定水浸雙晶探頭可以很好地解決密排小徑管焊縫熔深的可靠檢測。為了實現水浸雙晶探頭的檢測,研制了專用雙晶探頭,在探頭研制過程中,除了遵循常規的參數選擇原則外,特采取了兩個晶片傾斜的設計,成功消除表面波的影響。超聲自動化系統采用三探頭同時檢測管板焊縫熔深,提高了檢測效率,為后續研究提供了有效的技術保障。
關鍵詞:小徑管焊縫 超聲檢測 雙晶探頭
中圖分類號:TG441 文獻標識碼:A 文章編號:1674-098X(2015)09(a)-0082-02
密排小徑管與板焊接形成管板,管板焊縫管口接頭長期承受壓差對管子產生的軸向載荷,多次反復加熱、冷卻,承受高壓和介質腐蝕。因此,為了保證管板的質量,就必須對其焊接質量進行有效的檢測。
由于密排小徑管焊縫為多管密排的焊接結構,無法從單條焊縫的外部實施檢測,只能從密排小徑管內壁入射聲波實現對焊縫熔深的檢測。為此我們研制了專用的小尺寸水浸雙晶接觸式探頭,設計了有效的檢測工藝和各種檢測附件,在以前手動檢測系統的基礎上,建立了自動檢測系統,使得內徑只有6 mm的多管密排管板焊縫熔深得以檢測,且可以一次同時檢測3根焊縫,大大提高了檢測效率,為后續研究提供了有利的技術保障。
1 密排小徑管焊縫缺陷超聲檢測方案的理論分析
1.1 密排小徑管由鈦合金管采用激光電子束焊接組成及其特點
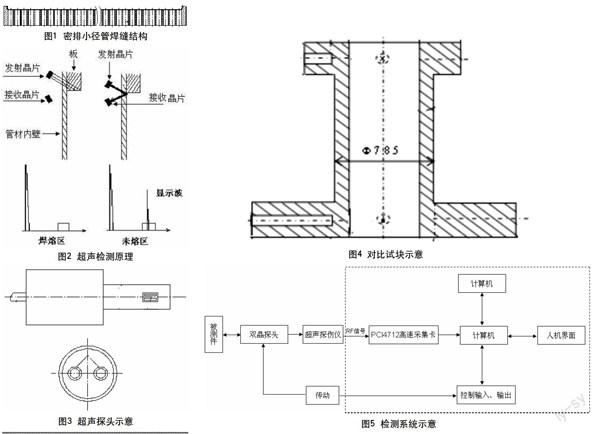
密排小徑管由鈦合金管采用激光電子束焊接組成。其結構如圖1所示。
其結構特點是:
(1)管子內直徑小,僅6 mm。
(2)管子密集排列。
(3)管壁較薄,僅1.7 mm。
1.2 超聲檢測方法確定
被檢工件結構如圖1所示,從檢測方案的制定考慮,由于密排小徑管焊縫為多管密排的焊接結構,無法從單條焊縫的外部實時檢測,只能從管材內壁入射聲波實現對焊縫熔深的檢測。綜合考慮檢測靈敏度和盲區的因素應采用雙晶片一發一收的方式[1]。超聲檢測原理見圖2。
從檢測工藝的制定考慮,管材內徑只有6 mm,因此應研制專用的小尺寸探頭進入管材內部檢測;由于管材名義壁厚只有1.725 mm,因此在探頭制作時應考慮盡可能減小檢測盲區,且采用高頻。探頭進入管材內部后只能對管與板的焊接情況進行檢測,不能對熔深進行測量,因此應研制相應的附件對探頭的檢測部位定位。聲波要實現從內壁入射,管材內壁必須要有聲波的傳導介質;長度1955 mm的組件,管內充滿導波介質,組件必須縱向垂直放置。因此應設計可以使組件縱向垂直并有充水裝置的檢測安裝臺架。
2 超聲檢測探頭和試塊的研制
2.1 超聲檢測探頭的研制
探頭是超聲探傷系統中的重要部件之一。在超聲探傷中,超聲波的發射和接收是通過探頭來實現的。根據上一章的分析要檢測出管板焊縫中的熔深,需采用水浸雙晶探頭進行檢測,由于市場無適合的成品探頭,因此需研制專用雙晶探頭。
2.2 探頭參數選擇
探頭參數選擇十分重要,如果參數選擇不當會影響檢測結果。總的選擇原則是:要保證能夠100%掃查工件,要有盡可能高的靈敏度。
2.2.1 頻率
在保證探傷靈敏度的前提下盡可能選用較低的頻率。
根據檢測要求能夠發現最小φ0.5mm當量的缺陷。而探傷靈敏度為λ/2。所以,λ為1 mm。
又因為鈦合金的聲速為6 070 m/s。所以得到頻率為6.07×106 Hz,故選擇頻率為15 MHz。
2.2.2 晶片材料
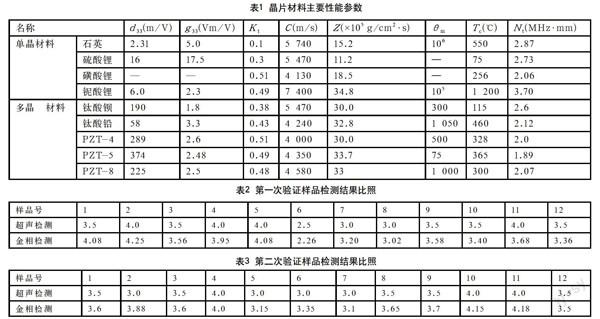
見表1。
晶片的機電耦合系數K應較大,以便獲得較高的轉換效率;機械品質因子θm應較小,以便獲得較高的分辨率和較小的盲區;壓電應變常數d33和壓電電壓常數g33應較大,以便獲得較高發射靈敏度和接收靈敏度;頻率常數Nt應較大,以便獲得較高的頻率;居里溫度Tc較高,聲阻抗適當。表1是我們掌握的晶片材料主要性能參數,通過表1的數據,重點考慮獲得較高的分辨率和較小的盲區,選擇PZT-5作為晶片材料。
2.2.3 晶片間的干擾
在避免聲波干擾和能接收到底面回波的情況下選擇近可能小的晶片間距,其中隔聲層為0.5 mm,隔聲層的材料選用錫青銅(其避免聲波干擾的性能較好)。
2.2.4 晶片的大小
在保證靈敏度和能接收到底面回波的前提下,盡可能小。由于管內徑只有6 mm,確定探頭外徑Φ5 mm,晶片尺寸設計為:2×3 mm。
2.2.5 晶片的形狀
以反射效率高為原則,設計中采用了方形晶片。
2.2.6 盲區的控制
晶片材料的選擇已充分考慮了較小探頭盲區,在此基礎上將探頭形式設計為雙晶一發一收的形式,進一步減小盲區。在制作的校準試塊上該探頭清晰顯示了1.425 mm厚度指示,證明盲區小于1.425 mm,達到了設計目的。
2.3 探頭設計
按2.2探頭參數選擇原則,設計加工了探頭,其結構見圖3。
2.4 對比試塊的制作
為了調整檢驗參數,繪制回波信號變化與探頭相對熔化邊界位置的關系曲線,測定探頭的參數和工作特性。設計了校驗試塊,校驗試塊功能和結構,見圖4。
3 檢測系統
檢測系統由超聲波探傷儀、超聲波探頭、管板焊縫缺陷的超聲自動檢測系統組成,超聲自動檢測系統主要包括機械傳動系統和數據處理系統兩部分,機械傳動系統主要包括伺服運動機構(探頭架驅動系統)、三個超聲探頭旋轉驅動裝置、超聲探頭保護及手動裝置、工作臺固定與連接裝置、激光定位裝置等部分組成;數據處理系統主要包括自動控制定位子系統和檢測數據自動處理子系統。檢測系統總框圖如圖5所示。
4 方法驗證
焊接工藝人員提供了兩次共24個焊接樣品,專門作為管板焊縫熔深檢測技術研究的方法驗證樣品。超聲檢測的結果與金相解剖的結果吻合良好,該檢測方法充分得到了工藝人員的信任。超聲檢測與金相檢測結果對比如表2、表3所示。
5 結語
水浸雙晶探頭法可有效檢測密集管板焊縫熔深及缺陷。
專用雙晶探頭可有效地消除表面波并且適用于管板縫焊接質量的檢測。
專用管板焊縫熔深及缺陷自動化檢測系統適用工件檢測,檢測效率得到提高。
超聲檢測結果和金相解剖結果吻合良好。
參考文獻
[1] 鄭暉,林樹青.超聲檢測[M].北京:中國勞動社會保障出版社,2008.
