機械加工過程中假廢品的判定
2015-11-07 06:22:12黃杰東四川職業技術學院圖書館四川遂寧629000
四川職業技術學院學報 2015年4期
黃杰東(四川職業技術學院圖書館,四川 遂寧 629000)
機械加工過程中假廢品的判定
黃杰東
(四川職業技術學院圖書館,四川遂寧629000)
在機械加工過程中,當工藝基準與設計基準不重合時,不僅會帶來工藝尺寸鏈換算,而且還可能產生假廢品.假廢品是一個合格品零件,假廢品處理不當就會帶來不必要的浪費和成本的增加.本文分析了機械加工過程中假廢品的定義及其產生的原因,推導出了產生假廢品的區間;并得出了正確處理機加工過程中假廢品的辦法.
工藝基準;設計基準;工序尺寸;工藝尺寸鏈假廢品;判定
在機械加工過程中,隨著機械加工的進行,加工表面的尺寸以及各表面間的尺寸都在不斷地變化,這種變化無論是在零件的機械加工工藝過程中的單一工序內,還是在各個工序之間都存在著一定的聯系.因此,在實際生產過程中,通常運用機械加工工藝尺寸鏈理論來揭示這些尺寸間的聯系,并確定其各工序尺寸及其公差.
在機械加工過程中,當設計基準與工藝基準(即工序基準、定位基準和測量基準三者之一,下同)重合時,可以避免工藝尺寸鏈的尺寸換算,減少基準不重合誤差對加工精度的影響,便于直接測量工序尺寸是否達到要求.反之,當設計基準與工藝基準不重合時,就會帶來工藝尺寸鏈的換算,并且還有可能會產生假廢品.
但是,在實際生產過程中,要做到設計基準與工藝基準重合,有時候是不可能的或者綜合考慮機械加工過程中各個方面的因素是沒有必要的.因此,在機械加工過程中,經常會進行機械加工工藝尺寸鏈的計算,因此就可能產生假廢品.
1 假廢品的概念
所謂假廢品就是指在機械加工過程中,零件的工序尺寸超差(即不合格,工序廢品),而零件的設計尺寸合格的零件.由于零件的設計尺寸是根據零件的使用要求而提出的,是零件在機械加工過程中必須保證的.因此,設計尺寸合格的零件就是一個合格零件,假廢品零件實際上是一個能夠保證其使用要求的合格零件,而不是廢品零件.
在機械加工過程中,當設計基準與工藝基準不重合時,有些工序尺寸不是零件的設計尺寸,而是在零件的機械加工過程中根據其工藝要求而提出的工藝尺寸,并通過其尺寸鏈的換算而計算出來的工序尺寸(如圖1的尺寸A2).因此,當工序尺寸不是零件的設計尺寸時,其工序尺寸超差并不一定會出現設計尺寸也超差.所以不能由于工序尺寸的超差而判定該零件為不合格零件.
在機械加工過程中,當工藝基準與設計基準不重合時,就無法直接保證零件的設計尺寸,而只能通過其它工序尺寸的直接保證來間接保證零件的設計尺寸要求.因此,需要進行機械加工工藝尺寸鏈的換算,這就有可能會產生假廢品.
例如:如圖1所示軸承碗零件,其水平方向的設計尺寸是A1和A∑.但是由于設計尺寸A∑不便于直接測量,不便于作為工序尺寸來直接保證其設計要求,通常通過直接保證其它工序尺寸A1和A2(即工序尺寸A2的大小及其公差由零件加工的工藝尺寸鏈換算求出)來間接保證設計尺寸A∑的要求.
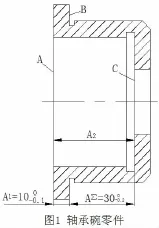
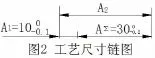
圖1所示軸承碗零件的機械加工工藝尺寸鏈如圖2所示,經過零件的工藝尺寸鏈換算后得mm。
收稿日期:2015-03-31
作者簡介:黃杰東(1962-),男,四川蓬溪人,四川職業技術學院副教授,高級工程師.研究方向:機械制造技術、CAD技術和圖書情報。
在軸承碗零件的機械加工過程中,當某一零件的實際工序尺寸為A2=40mm時,工序尺寸A2超差0.1mm,則工序尺寸不合格,即為工序廢品.而當該零件的另一工序尺寸為時,則該零件的設計尺寸A∑=30mm.即該零件的所有設計尺寸A1=10mm、A∑=30mm都符合要求,該零件就是一個合格零件.
由此可知:雖然軸承碗零件的工序尺寸A2(即零件設計未作具體要求的尺寸)產生了0.1mm的超差,不合格,但是保證零件使用要求的全部設計尺寸A1和A∑都合格,所以該零件就是一個假廢品,是一個合格零件.
2 產生假廢品的原因
在機械加工過程中,當工藝基準與設計基準不重合時,工序尺寸是間接保證設計尺寸的加工尺寸,是工藝尺寸鏈的組成環.由于解算工藝尺寸鏈時一般都采用極限尺寸(即極大極小值法)來進行計算.而在實際生產過程中,零件的合格組成環的實際尺寸(用A實表示)不一定等于其極限尺寸,而在大多數情況下則位于兩極限尺寸之間.因此,工藝尺寸鏈中的每一組成環都為其間接保證的設計尺寸A∑存留了一定的誤差補償量δ補(即δ補=A實-Amin或δ補=Amax-A實).則每個組成環的最大誤差補償量為:

即在機械加工工藝尺寸鏈中,任何組成環對封閉環的最大誤差補償量等于其尺寸公差.
當某一工序尺寸超差時,其超差量△超與其余組成環的實際誤差補償量δ補都將一起傳遞給工藝尺寸鏈的封閉環A∑,而影響間接保證尺寸的封閉環A∑的實際尺寸,最終使工序尺寸超差零件的間接保證尺寸A∑合格,使其成為假廢品.
在機械加工工藝尺寸鏈中,除超差工序尺寸外其余組成環對封閉環的最大誤差補償總量為:
3產生假廢品的判定區間
在機械加工過程中,如果將假廢品當作廢品零件處理,就白白地浪費了零件毛坯生產及其機械加工的工作,從而增加生產成本,給企業帶來一定的經濟損失.那么,如何有快速效地區分出廢品與假廢品,這就需要確定產生假廢品的判定區間.
由于在機械加工過程中,通常采用極大極小值法來解算其工藝尺寸鏈.因此,下面采用極大極小值法作為解算工藝尺寸鏈的方法.
3.1當超差工序尺寸為工藝尺寸鏈的增環時,產生假廢品的區間
當超差工序尺寸為被包容尺寸時,則超差工序尺寸A實超=Amin-△超.
設零件的工藝尺寸鏈中有n個尺寸環,其中有一個封閉環A∑(即一般為設計尺寸),n-1個組成環,組成環中有m個增環(即用A軋i表示),其余為減環(即用A車i表示).則根據工藝尺寸鏈極大極小值解算方法的計算公式有:

由此可知:在機械加工工藝尺寸鏈中,當超差工序尺寸的超差量小于等于工藝尺寸鏈中其余組成環公差之和時,則封閉環的實際尺寸大于等于封閉環的最小極限尺寸(即).故超差工序尺寸的超差量在此范圍內的零件均為假廢品,否則為真廢品.
同理可證:超差工序尺寸為包容尺寸時,產生假廢品的區間為:
3.2當超差工序尺寸為工藝尺寸鏈的減環時,產生假廢品的區間
當超差工序尺寸為被包容尺寸時,則有超差工序尺寸確A實超=Amin-△超.
工藝尺寸鏈的有關參數同上,則根據工藝尺寸鏈極大極小值解算方法的計算公式有:

當超差工序尺寸為減環時,則有,由公式(1)則可得產生假廢品的區間為:
由此可知:在機械加工工藝尺寸鏈中,當超差工序尺寸的超差量小于等于工藝尺寸鏈中其余組成環公差之和時,則封閉環的實際尺寸小于等于封閉環的最大極限尺寸(即).故超差工序尺寸的超差量在此范圍內的零件均為假廢品,否則為真廢品.
同理可證:超差工序尺寸為包容尺寸時,產生假廢品的區間為:

4 結論
在機械加工過程中,當工藝基準與設計基準不重合時,需進行工藝尺寸鏈的計算,用直接保證的工序尺寸來間接保證零件的設計尺寸,則有可能會產生假廢品.
如果間接保證的設計尺寸的實際尺寸在其零件規定的公差范圍內,則此零件是假廢品,即合格品零件;反之,此零件則是真廢品零件.
[1]杜官將.機械加工過程中的“假廢品”現象及探討[J].機械制造與自動化,2005,(05).
[2]陳思義.加工過程中假廢品成因與判識方法研究[J].重慶交通大學學報,2011,(04).
[3]曹建國.工藝尺寸換算中出現的假廢品問題分析[J].四川兵工學報,1999,(02).
[4]何七榮.機械制造工藝與裝備[M].北京:高等教育出版社,2006.
[5]王先逵.機械制造工藝學[M].北京:清華大學出版社,1987.
[6]哈爾濱工業大學.機械制造工藝學[M].上海:上海科學技術出版社,1980.
[7]趙志修.機械制造工藝學[M].北京:機械工業出版社,1985.
[8]顧崇銜.機械制造工藝學[M].西安:陜西科學技術出版社,1987.
責任編輯:張隆輝
D et erm i nat i onof Fal se W ast e Product s i nM achi ni ngProcess
HuangJiedong
(LibraryofSichuanVocationalandTechnicalCollege,Suining,Sichuan,629000)
In the process of mechanical processing,when the benchmark and the design of the benchmark does not coincide,it will not only bring the process dimension chain conversion,but also mayproducefalsewaste,falsescrapisaqualifiedproductparts,processingwillleadtounnecessary waste and cost increase.In this paper,the definition and the causes of false waste products in machiningprocessareanalyzed,andtheintervalofproducingfakeproductsisderived.
process benchmark;design criteria;process dimension;process dimension chain; falserejection;determination
TH 16
A
1672-2094(2015)04-0150-03
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03