淺談預防數控車床實訓操作事故
2015-11-14 10:17:24楊鵬飛
科技資訊 2015年21期
關鍵詞:數控車床
楊鵬飛
摘 要:數控車床是集現代精密機械、計算機等多學科技術為一體,具有高效率、高精度、高自動化的機械制造設備。對機床操作者的要求比較高,操作者一旦發生操作失誤,對數控車床造成損傷,帶來較大的經濟損失。該文分別從操作方面和機床角度探討一些可行的方法。
關鍵詞:數控車床 實訓操作 調試方法
中圖分類號:TG659 文獻標識碼:A 文章編號:1672-3791(2015)07(c)-0226-02
1 操作方面
培養學生嚴謹、穩重的工作作風 , 在執行程序之前要仔仔細細地檢查程序內容,通常發生碰撞事故原因有以下幾種:(1)數據輸入錯誤,如G01指令輸成G00指令。(2)X、Z值輸入錯誤,或者小數點點錯。所以實訓時,要求學生養成一絲不茍,一毫不差的操作作風,輸完程序后不要急于開動機床,定下心來從頭到尾仔細檢查程序,以免發生意外。(3)工藝路線安排不對。例如,用切槽刀切槽時,當刀具車到槽底時,應沿X向退刀,如果直接執行G00 X100 Z100,就會和工件發生碰撞。(4)養成規范的調試方法 。 當快速靠近工件時,必須把進給倍率打得較低,否則,如果刀具補償值有錯誤的話,可能會與工件發生強烈的碰撞,使操作者來不及排除險情;如果我們讓刀具以較慢的速度靠近時,即使刀具補償值有錯誤,也有充裕的時間來調整。(5)在調試時,必須使機床處于單步執行狀態。操作者在機床執行當前程序段時,可以再次檢查下一個程序段的正確性和合理性,并作出相應的調整。(6)機床在執行時,操作者必須時刻觀察屏幕上工件坐標的變化和程序中的運動終點坐標與刀具實際運動坐標是否一致。(7)調試過程中,操作者可以將一只手指放在循環開始按鈕上,另一只放在循環保持按鈕邊,以便在出現緊急情況時及時停止程序。另外時刻記住急停按鈕的位置,以便不時之需。
2 編程方面
2.1 固定進退刀模式
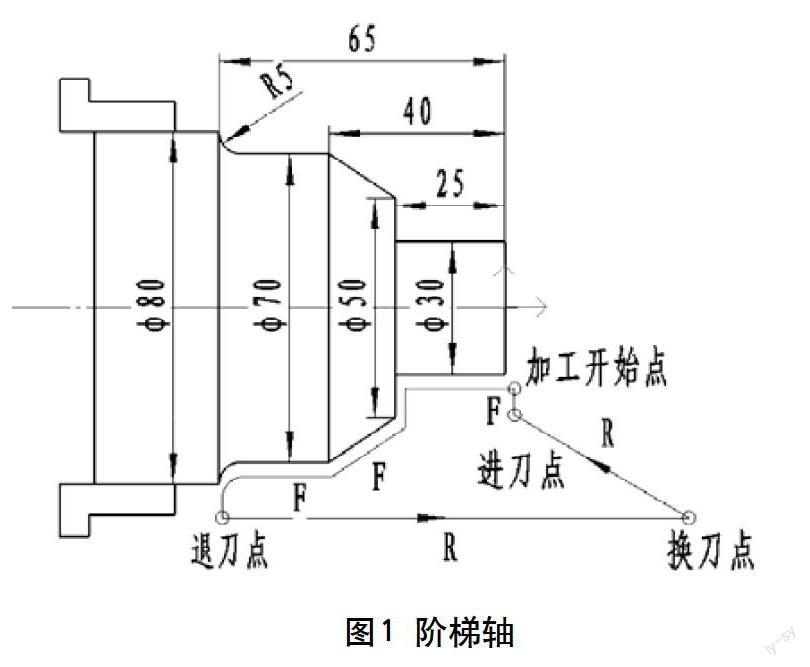
每把車刀從換刀點以G00方式運動到進刀點,進刀點應在X、Z兩個方向離工件有一定距離處,太遠太近都不行。太遠會增加G01進給的空行程,造成加工效率低;太近會增加安全隱患。進刀時(從進刀點到加工開始點)必須以G1方式進刀,退刀時必須G1方式退刀點(退刀點距離工件有一定的安全距離)后再以G0方式運動,如圖1所示。程序如下:
N10 G00 X33 Z3;
N20 G01 X30 F0.1;
N30 Z-25;
N40 X50;
N50 X70 Z-40;
N60 Z-60;
N70 G02 X80 W-5 R5;
N80 G01 X85;
N90 G00 X100 Z100。
2.2 編程格式的規范化
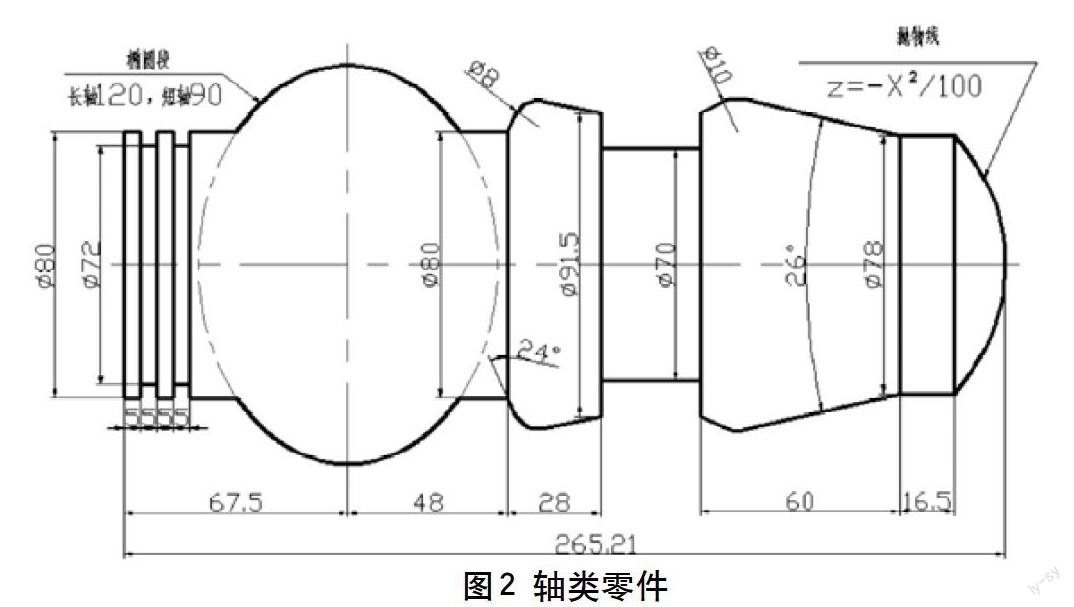
要求每一把刀具加工程序結束時,加上M00 指令。例如圖2零件加工程序編制:
O 0001;(粗精車工件右端)
G99G97M03S600T0101F0.2; (主軸正轉,轉速600,T01)
GOOX128Z3;(快速定位)
G73U62.5R55;(G73粗車右端輪廓)
G73P10Q20U0.5W0.1;
N10 GOOXO;
G01Z0;
#1=0;
#2=-#1*#1/100;
G01X[2*#1]Z[#2];
#1=#1+0.5;
IF[#1LE39]G0T035;
X78;
W-16.5;
X98.541Z-31.71;
G03X98.322Z-82.758R5;
G02X100.024Z-137.584R100;
G03X91.2416Z-147.203R4;
N20 X128;
G00X200Z150;(快速退刀)
M05;(主軸停轉)
M00;(程序暫停,測量)
M03S1000T0101F0.1; (主軸正轉,轉速1000,T01)
G00X128Z2;(快速定位)
G70P10Q20;(G70精車右端輪廓)
G00X200Z150;(快速退刀)
M30;(程序結束)
這樣編寫有兩個好處:(1)每把刀有獨立的加工程序,可以根據每把刀的加工內容,以及加工調試時出現的問題,以便檢查該把刀的加工程序。(2)在程序調試時,可以方便地從修改過的刀具開始執行,不必從開頭執行程序,節省了時間,提高工作效率。
3 機床方面
在機床的X、Z軸正、負向最大行程處都設有行程開關,根據實際情況調整行程開關的位置,或者在內部參數中設置限位,使刀具在快靠近卡爪時就不能繼續移動。防止學生編程時沒有考慮周全,而碰到機床卡爪,起到雙保險的作用。
4 結語
數控車床實訓安全工作顯得尤為重要,對機床操作者的要求比較高,操作者一旦發生操作失誤,對數控車床造成損傷,帶來較大的經濟損失。
參考文獻
[1] 沈建峰,金玉峰.數控編程控200例[M].北京:中國電力出版社,2008.
[2] 劉黨生.金屬切削原理與刀具[M].北京:北京理工大學出版社,2009.
[3] 陳洪濤.數控加工工藝與編程[M].北京:高等教育出版社,2003.
[4] 徐元昌.數控技術[M].北京:中國輕工業出版社,2004.
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42