模擬焊接技術培訓
2015-11-16 06:04:56劉月輝
金屬加工(熱加工) 2015年12期
劉月輝
1. 概述
我公司承擔的土耳其600MW機組現場,由于青年焊工較多,他們都是首次焊接高壓焊縫,經培訓中心考試合格后,再進行模擬培訓,具備質量穩定后再上工程焊接高壓焊縫,這樣提高了工程焊接工藝質量。通過實際工作中應用,證實是可行的,具有一定的推廣價值。
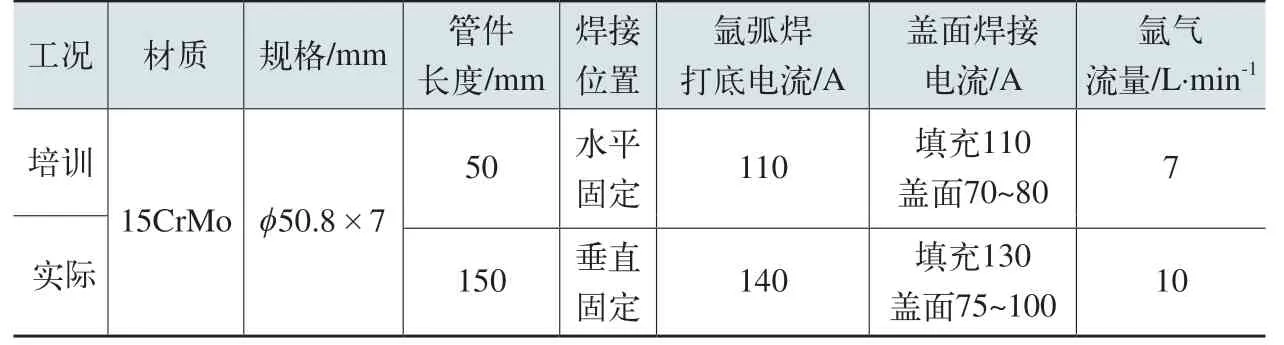
表1 培訓練習和實際工程焊接參數工藝對照
2. 模擬焊接
由于培訓考核焊件的體積小,焊接時熱輸入量小,故使用的焊接參數小,而實際焊接件體積大,焊接時需要熱輸入較大,故使用的焊接參數較大。另外,還有環境工況條件,由于這些與實際位置的差異導致焊工直接上工程很難適應,甚至會造成質量事故。為了解決這個問題,我們對焊接位置較困難的水冷壁、對流過熱器等項目進行模擬培訓。
3. 模擬焊接的應用
經室內培訓考試合格的焊工,直接上工程很難適應,合格率很低,甚至會造成質量事故。
分析原因主要有以下幾點:
(1)培訓考核和實際工程施焊時要求的熱輸入不同 培訓時(以φ50.8mm×7mm為例)所用的焊件每側50mm,每道口從打底到蓋面一次完成。由于管件短、升溫快,焊件溫度變化梯度較大,故采用焊接參數小。實際工程焊接一次數十道口,從氬弧焊打底到蓋面焊均先焊各焊口的1/4部分依次逐個完成各焊口,處于等溫焊接狀態。由于實際工程焊接的焊件長,升溫慢,所以焊件溫度變化梯度較小,故采用焊接參數較大。培訓焊接參數和實際工程焊接參數比較如表1所示,這樣在室內練習考核所采用的焊接參數和順序應用到實際工程顯然不適應。總結以往的經驗,對要上工程的新焊工,雖經過考試合格,并做到練習達到95%以上合格,但到實際工程合格率仍不高。
(2)焊接環境 主要指氬弧焊打底。培訓考核是在室內進行,不受外界環境的影響,打底焊時一般選用氬氣流量7L/mi n,就可保證質量要求。實際工程管道是在室外焊接,焊接時雖然搭設簡單的擋風棚,但也受外界氣流的影響,這樣就存在一個在室外進行氬弧打底焊時,根據環境的具體情況選擇氬氣流量的問題。氬氣流量的挺度必須抵消氣體的影響強度,才能保持氣體平衡,保護良好。如選擇流量過大會產生紊流,將空氣帶入熔池,產生氣孔;如選擇流量過小保護不好,也會產生氣孔。如何能正確選擇,這就是一個經驗問題。
這樣一個正確的選擇氬氣流量的經驗,在室內培訓是掌握不到的,而是經驗的掌握,又不能直接上工程摸索,那樣會影響焊接質量和工程進度,所以也只有通過模擬焊接來解決這個問題。
(3)對口間隙 培訓練習考核,焊縫組對是由焊工自己組對,焊件短,不受任何限制,需要多大間隙,就對多大間隙,一般對口間隙等于2~3m m即可。而實際工程管件長,對口受到限制,不可能保證比較合適的對口間隙,一般在工程上對口間隙從2~6mm都有可能,這樣就要求焊工技術比較全面,既能掌握小間隙的外填絲操作方法,又能掌握大間隙的內填絲方法。在培訓考核中焊工為了提高合格率,不可能把對口間隙設置在2~6mm,所以考試合格的焊工直接上工程遇到大間隙焊接,質量很難保證。
(4)焊工的心理狀態、質量意識 青年焊工經過幾個月的培訓,基本上能達到高壓焊工的水平,培訓練習條件比較好,焊工的心理狀態放松,不受任何客觀條件的約束和影響,可按教師講解和示范,自如地發揮其本能。但直接上工程由于缺少實際經驗,顯得手忙腳亂,心里無底,從而影響了技術的發揮,質量不佳。不僅導致返工浪費材料,耽誤工期,而且焊工本身精神受到壓抑。這就是通常說的考試取證容易,上工程難。
為了解決以上幾方面的問題,我們決定對將上工程焊接小徑管的新焊工進行模擬焊接。通過模擬焊接,使這些焊工完全適應實際工況的條件,作到心中有數,一經上工程就能保證質量。
(5)模擬焊接的具體做法和工藝過程 根據600MW機組的高壓焊縫的具體情況,開設兩個項目的模擬焊接班,一個φ 60mm×5mm水冷壁小徑管模擬班,另一個φ50.8mm×7mm分隔屏過熱器模擬班。下面就以φ50.8mm×7mm過熱器為例介紹具體做法。
在室外效仿分隔屏過熱器實際工況搭設一個模擬棚,在棚中架設一個長3.5m、寬2m、高1.2m 的模擬架,架子上放φ50.8mm×7mm過熱器排管共25根,相當于過熱器一個連箱的焊縫數量,管長1.5m,兩側車坡口,組對以后管長3m,管子與管子和間隙20mm,這樣和過熱器實際焊接工況基本相同。由于焊縫兩側管子較長,和過熱器實際焊接時傳熱時間相同,所以需要用的熱輸入和實際焊接也基本相同,選擇對口間隙2~6mm,打底電流140A,蓋面仰焊位置110A,平焊位置85A,氬氣流量根據實際環境來選定一般在7~10L/min,這樣和實際焊接參數基本相同。焊縫焊完后,先做外觀檢查,再做射線檢查,然后將焊縫兩側50mm處切割下來做斷面檢查。把帶有兩側坡口的管件焊接用完一側以后,分別把管件兩側調過來,再組對焊接。焊完后的焊縫再切割下來,把兩側坡口都用完的管子再重新車坡口,這樣反復使用,直至每側管件剩余500mm時就不再使用了。因每側管件小于500mm以后散熱量和實際散熱量有一定差異,起不到模擬作用。
打底采用TIG—R30焊絲,蓋面E5515-B2焊條,順序和實際焊接一樣,在這樣工況條件下焊工反復練習,反復實踐,達到外觀成形100%合格,射線、斷面達到95%以上合格才上工程。一般考試合格的焊工經30天左右的模擬練習就可以達到這個水平。
(6)從工程質量看模擬焊接效果 我公司對青年焊工的培養工作非常重視,凡是首次上工程焊接高壓管件的焊工必須經模擬焊接培訓,合格率達到95%以上方可上工程,經過近幾年的實踐,青年焊工通過模擬焊接,焊縫一次合格率有了明顯提高。就以土耳其60 0MW機組工程的幾名新焊工的一次合格率情況,可以證實這個問題(見表2)。
4. 結語
通過模擬焊接培訓,使焊工掌握技術較快,縮短培訓周期,盡快壯大焊接隊伍和焊接力量,從而保證工程質量和工程進度。
通過以上幾個方面的比較和論述,我們認為對考試合格的焊工經過模擬焊接達到95%以上合格率再送到工程上焊接模擬培訓同類管道的高壓焊縫,通過實踐,這樣焊工一經上工程,基本能保證焊接質量。
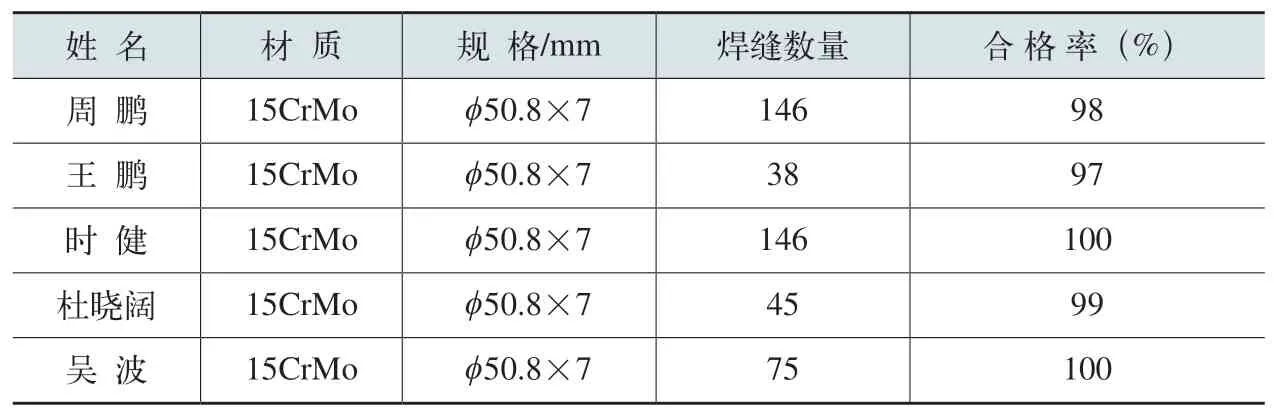
表 2
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
辦公室業務(2020年18期)2020-09-29 12:15:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
勞動保護(2019年7期)2019-08-27 00:41:26
制造業自動化(2017年2期)2017-03-20 14:26:13
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36
