干燥器進(jìn)料分離罐焊后裂紋的分析及整改措施
2015-11-16 06:04:56宋建平
金屬加工(熱加工) 2015年12期
宋建平
1. 概述
我公司承攬了大批天津大乙烯項(xiàng)目的設(shè)備,在制造過程中遇到不少困難,干燥器進(jìn)料分離罐的焊接就是其中之一。該設(shè)備簡(jiǎn)易結(jié)構(gòu)如圖1所示,它屬于二類壓力容器,詳細(xì)技術(shù)特性如表1所示。主要規(guī)格是:設(shè)備內(nèi)徑為4 200mm,筒體和封頭厚度分別為72mm、78mm,主要開孔為兩個(gè)φ 750mm的管口(6、7),兩個(gè)φ600mm的人孔(1A/B),主要是材質(zhì)為16Mn R和16Mn I I I。該設(shè)備直徑大,筒體壁比較厚,制造難度非常大。當(dāng)在筒體上施焊管口7時(shí),在筒體和接管(接管外徑950mm,壁厚108mm,材質(zhì)16Mn III)上分別出現(xiàn)了不同程度的裂紋。下面對(duì)裂紋出現(xiàn)的原因進(jìn)行分析,并敘述了我公司的整改措施。
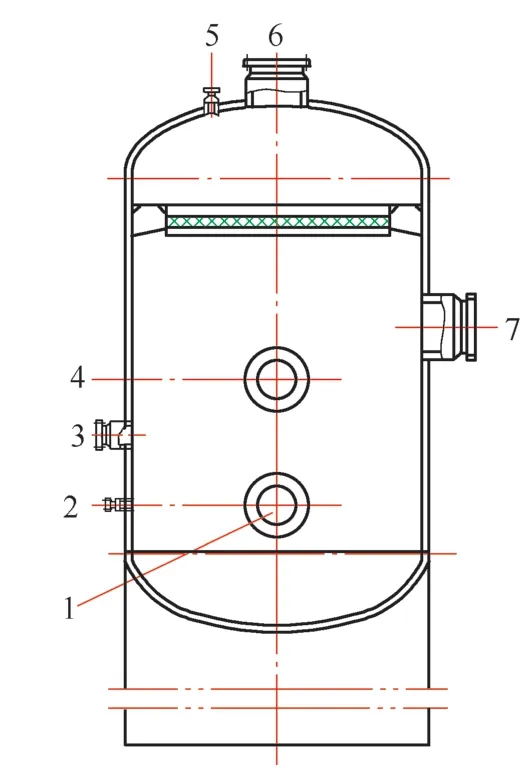
圖1 簡(jiǎn)易結(jié)構(gòu)
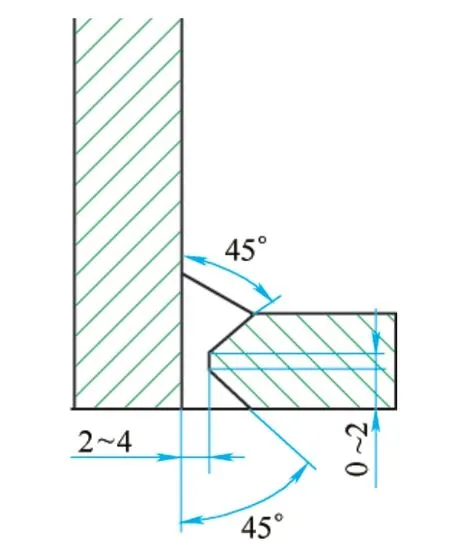
圖2 接管與筒體焊接坡口
2. 原因分析
該設(shè)備焊接產(chǎn)生裂紋,最根本原因有兩個(gè):材料和應(yīng)力。我們根據(jù)這兩點(diǎn)來對(duì)各種相關(guān)的原因進(jìn)行分析和排除,最終總結(jié)了產(chǎn)生裂紋的主要原因。
(1)材料分析 在焊接出現(xiàn)裂紋后,對(duì)于設(shè)備筒體、管口11接管鍛件、焊接材料分別進(jìn)行了光譜檢測(cè),檢測(cè)結(jié)果為:筒體和焊接材料合格,接管鍛件的磷含量超標(biāo)。經(jīng)過有關(guān)部門分析后,推斷該鍛件磷含量超標(biāo)不是出現(xiàn)裂紋的主要原因,而且管口6(與管口7規(guī)格一致)與筒體焊接后并未出現(xiàn)裂紋,所以排除了材料原因。
(2)焊接分析 由于設(shè)備筒體的厚度為72mm,焊前必須預(yù)熱至150~230℃,接管與筒體焊接坡口為K形,如圖2所示,焊接參數(shù)如表2所示。由圖2可看出筒體比較厚,采用K形坡口是完全正確的,這樣避免了一側(cè)出現(xiàn)應(yīng)力集中的問題;從焊接速度來看,也比較合適,有效控制了熱輸入,同樣也不會(huì)出現(xiàn)過多的應(yīng)力集中。只要嚴(yán)格按照焊接工藝來執(zhí)行,則不會(huì)出現(xiàn)裂紋,所以排除了焊接方法不當(dāng)?shù)脑颉?/p>

表1 設(shè)備主要技術(shù)特性
(3)環(huán)境分析 施工期間在冬季,室外溫度達(dá)到零下10℃以下,由于設(shè)備直徑較大及車間當(dāng)時(shí)的生產(chǎn)任務(wù)量大和場(chǎng)地限制等多重原因,該設(shè)備管口7的接管與筒體的焊接是在車間外進(jìn)行的,最終出現(xiàn)了裂紋;而管口6與筒體焊接在車間內(nèi)進(jìn)行,則并未有裂紋產(chǎn)生,所以溫度很可能是產(chǎn)生裂紋的重要原因。另外,加熱工裝僅僅針對(duì)焊接坡口位置進(jìn)行加熱,由于筒體比較厚,導(dǎo)熱性較好,移除加熱工裝后,坡口位置的溫度下降非常快,很難保證能達(dá)到150℃以上。更重要的是環(huán)境溫度較低,在焊接時(shí)溫度下降過快,因此產(chǎn)生了殘余應(yīng)力,當(dāng)殘余應(yīng)力超過鋼的抗拉強(qiáng)度時(shí),就會(huì)產(chǎn)生開裂。最終得出結(jié)論,溫度是該設(shè)備焊接出現(xiàn)裂紋的主要原因。
3. 整改措施
整改措施主要是溫度控制、筒體裂紋修補(bǔ)、更換接管鍛件、重新施焊管口11與筒體焊縫。
第一,對(duì)該產(chǎn)品的施工環(huán)境進(jìn)行改善,在室外搭建了保溫棚,使施工時(shí)的溫度適宜。
第二,對(duì)筒體上有裂紋處大面積預(yù)熱到150~230℃,使用碳弧氣刨將裂紋清除,并進(jìn)行著色檢測(cè),刨至沒有裂紋,并打磨清理干凈,清除氧化層。對(duì)筒體進(jìn)行補(bǔ)焊施工,焊接設(shè)備為晶閘管整流焊機(jī)(ZX—400B),焊條牌號(hào)J507,采用焊條電弧焊方法。嚴(yán)格按照焊接工藝要求對(duì)裂紋處進(jìn)行補(bǔ)焊,焊接參數(shù)如表3所示。同樣補(bǔ)焊前要進(jìn)行150~230℃預(yù)熱,并且要使預(yù)熱面積增大。焊接時(shí)在另一側(cè)要不斷加熱保證溫度,使用測(cè)溫槍進(jìn)行多點(diǎn)監(jiān)測(cè)。同時(shí)焊接時(shí)注意焊接速度和頻率,要控制好焊接的熱輸入量,避免出現(xiàn)過熱現(xiàn)象,以保證焊接質(zhì)量。焊后將焊縫打磨至與母材平齊。
第三,對(duì)管口11開裂的鍛件進(jìn)行更換,重新焊接接管與筒體焊縫,改進(jìn)焊接筒體與接管的加熱工裝,要求按照管口的管徑來制作,調(diào)整火焰噴口與工件到合適的距離,并且增加加熱工裝的火焰噴口數(shù)量,能夠使鍛件和筒體同時(shí)加熱,采用與補(bǔ)焊裂紋時(shí)相同的方法,重點(diǎn)要保證預(yù)熱溫度,焊接時(shí)嚴(yán)格按照原焊接參數(shù)執(zhí)行,焊后對(duì)施焊處用石棉布進(jìn)行保溫。最終得到了合格的產(chǎn)品。
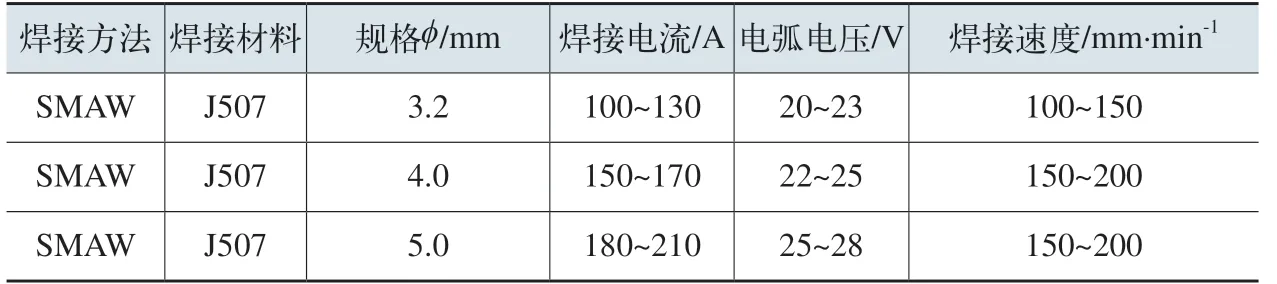
表2 接管與筒體的焊接參數(shù)
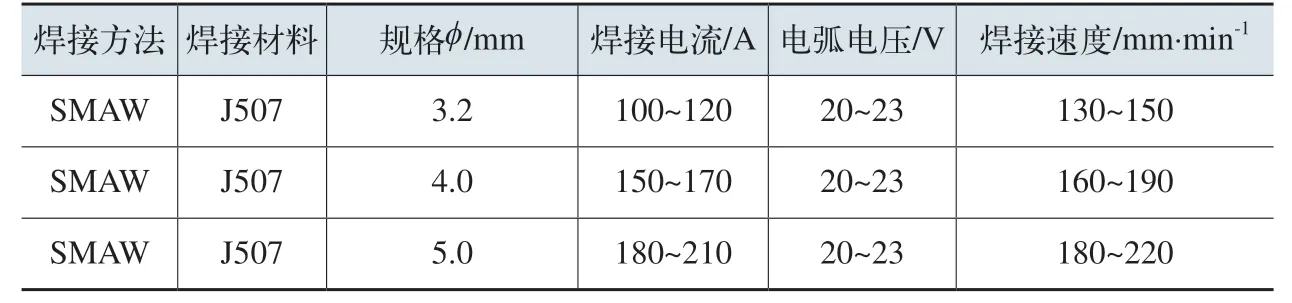
表3 筒體補(bǔ)焊參數(shù)
4. 結(jié)語
事實(shí)證明,此次事故的分析和整改是正確有效的。通過總結(jié)關(guān)于此類事故的預(yù)防和整改措施,不僅對(duì)于今后的工作具有指導(dǎo)意義,而且提醒我們?cè)诠ぷ髦幸獓?yán)格按照工藝執(zhí)行,多分析,增加預(yù)見性,對(duì)預(yù)防事故有很大的意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年11期)2015-03-16 05:57:40
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
