1100T鍋爐過熱器聯箱三通與連通管對接焊縫裂紋修復
2015-11-17 06:03:18改造者張小宇
中國科技信息 2015年16期
改造者:張小宇
1100T鍋爐過熱器聯箱三通與連通管對接焊縫裂紋修復
改造者:張小宇
公司1100T鍋爐在2011年進行首次檢驗時,發現后屏出口連通管與后屏出口集箱三通對接焊縫、與末過進口三通對接焊縫的三通側熔合線均發現裂紋,通過對部件的結構、裂紋形式和位置進行分析,找到了裂紋形成原因為安裝焊接時焊縫融合線存在應力集中臺階和表面咬邊問題;并針對原因編制了技術措施和修復方案,修復過程中嚴格控制各項參數和工藝要求,確保三通裂紋成功修復。
公司1100T鍋爐為上海鍋爐廠引進型亞臨界參數汽包爐,燃用煙煤。采用自然循環、一次中間再熱、單爐膛、四角切圓燃燒方式、燃燒器擺動調溫、平衡通風、固態排渣、全鋼懸吊結構、露天布置燃煤鍋爐。其末過進口集箱規格為Ф406×50;與末過進口集箱三通對接的連通管規格為Ф610×65;后屏至末過連通管(下文簡稱連通管)規格為Ф610×65。三通規格均為Ф406×406×610,材質均為12CrlMoVG。
對接焊縫裂紋描述
2011年4月,在對#4鍋爐進行內部檢驗時發現連通管與后屏出口集箱三通對接焊縫、與末過進口三通對接焊縫的三通側熔合線均發現裂紋;其中連通管與后屏出口管道三通對接焊縫爐前、爐后裂紋分別長約400mm,連通管與末過進口三通對接焊縫爐前側裂紋長約350mm,采用裂紋深度檢測儀測量裂紋最大深度約20mm。裂紋見下圖1、圖2,裂紋截面示意圖見圖3、圖4。

圖1 后屏出口管道三通縫裂紋

圖2 末過進口三通縫裂紋
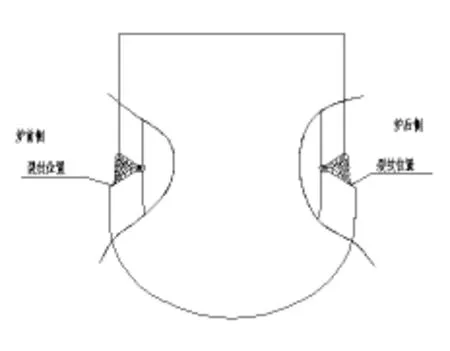
圖3 三通裂紋位置
裂紋形成原因分析
經對連通管布置和對接焊縫結構進行分析,分析判斷裂紋形成原因可能為:
連通管為倒U型,高不足2米、寬不足2米的大口徑厚壁管道,管道本身剛度較大,加之連通管與三通在安裝時對接焊縫在三通的兩側面均留有一個5mm高、角度約為75°左右的突變臺階,該突變臺階處于焊縫熔合線薄弱區域,大剛度連通管的膨脹力傳遞至三通時在突變臺階處形成二次應力集中。
因三通為厚壁大口徑,三通現場焊接比較困難,在焊后產生較大的殘余應力,加上三通處形狀不規則,熱處理的加熱帶不好捆扎,焊后熱處理的參數難以控制,影響焊后熱處理的效果,使焊接應力無法充分消除,導致設備有焊接殘余應力。
由于上述兩點鍋爐投產后,啟、停及運行時(連通管溫度約500℃)蒸汽流動給設備造成的輕微晃動,使得對接焊縫突變臺階處二次集中應力和焊接殘余應力達到峰值,從而在焊縫的表面咬邊、成型不良處形成裂紋源并擴展延伸。
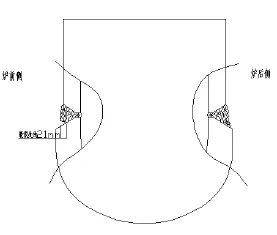
圖4 三通裂紋消除后
處理方案
裂紋消除:為防止裂紋在打磨過程中發生延伸,在距裂紋兩側末端5mm位置處鉆止裂孔后,先進行表面打磨,焊縫打磨深度約3~5mm時,裂紋仍明顯可見,確定非表面裂紋;經多次打磨、表面無損檢測檢查,直至確認裂紋已打磨消除。后屏出口管道三通出口兩處打磨深度分別為:兩端約5mm,中間最深處約17mm;末過進口打磨深度:兩端約5mm,中間最深處約21mm。打磨后示意圖見圖5、圖6。

圖5 三通補焊圓滑過渡后
裂紋消除后采取如下方案進行返修。
為方便施焊,焊縫補焊前應將裂紋打磨槽進行修整,要求修整出V型坡口;坡口表面及外壁至少20mm范圍內油漆、污垢、鐵銹等打磨清理干凈,露出金屬光澤。
焊接地線嚴禁直接搭設到被焊工件表面上,避免電弧打傷,嚴禁在工件表面隨意引弧或試驗電流,引弧應在補焊部位內進行。
用電加熱裝置對三通對接焊縫進行焊前預熱,預熱溫度為300℃,升溫速度≤75℃/h。
補焊參數如下:采用Ds方法,焊接材料選用R317 Ф2.5mm焊條第1、2層填充,直流反接,電流90~105A,電壓20~24V;Ф3.2mm焊條進行填充及蓋面,直流反接,電流105~130A,電壓20~24V;焊條應烘干后放入保溫桶內待用。
用紅外線測溫儀確認需補焊區域達至指定預熱溫度后,開始進行焊補工作,補焊過程采用多層多道方法焊接,層間接頭應錯開15mm左右;補焊過程嚴格控制層間溫度在250~300℃之間,每層補焊厚度不得超過3.2mm;多層多道焊應逐層進行清理、檢查,經自檢合格后,方可進行下一層焊縫的焊接,直至施焊完成;施焊過程中,應特別注意接頭和收弧的質量,收弧時應將弧坑填滿,防止弧坑裂紋的產生。
此次補焊重要點就是將原有的突變臺階用焊縫填充,消除應力集中區域,使得管道受力能夠平穩的傳遞到三通處,因此焊縫表面應與三通母材圓滑過渡,如圖5所示。
焊后焊工認真自檢,焊接表面不允許咬邊、氣孔、夾渣、裂紋等缺陷,焊縫余高差符合要求,表面成型美觀。自檢合格后報焊接專業質檢員檢驗復查,復查合格后,采用電加熱方法進行焊后熱處理,恒溫溫度:720~750℃,恒溫時間:4h;升降溫速度小于75℃/h。預熱及焊后熱處理工作應出其熱處理報告并提供自動溫度記錄曲線。
為防止延遲裂紋漏檢,要求熱處理完成48h后,將焊縫清理干凈,并用角磨打磨,露出金屬光澤。對該焊口進行100%UT(超聲波探傷)+100% MT(磁粉探傷)檢驗,檢驗合格后完成補焊所有工序,并出具檢驗合格報告。
經按上述措施處理后,未發現缺陷。2012年、2013年、2014年機組檢修期間進行連續跟蹤復檢,未發現裂紋。可以認為,裂紋原因分析完全正確,裂紋已完全消除。
建議
集箱三通焊縫現場焊接、熱處理較困難,有時會發生強制對口現象,致使焊縫在焊后產生較大的結構應力,因此提出以下兩點建議。
三通與管道壁厚差問題應用焊縫填充,圓滑過渡,否則易形成突變臺階。
大口徑三通現場焊接后,應更具三通的形狀定制專用的加熱帶,克服三通加熱溫度不均勻、加熱帶不好捆扎等問題,使溫度可控,確保熱處理效果,焊接殘余應力充分消除。
機組投運后,結合機組檢修應重點對三通等焊接難度大、結構不規則的設備進行無損檢測,及早發現隱患及早處理,確保設備安全運行。


張小宇
南京化學工業園熱電有限公司
張小宇(1977年)男,漢,江蘇鎮江人,工程師,本科。
10.3969/j.issn.1001-8972.2015.16.045
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
