PLC在高精度液壓控制系統(tǒng)中的應(yīng)用
2015-11-17 09:23:30何永荊曉麗
電子工業(yè)專用設(shè)備 2015年12期
何永,荊曉麗
(1.太原理工大學(xué)信息工程學(xué)院,山西 太原 030024;2.中國(guó)電子科技集團(tuán)公司第二研究所,山西 太原 030024)
PLC在高精度液壓控制系統(tǒng)中的應(yīng)用
何永1、2,荊曉麗2
(1.太原理工大學(xué)信息工程學(xué)院,山西 太原 030024;2.中國(guó)電子科技集團(tuán)公司第二研究所,山西 太原 030024)
針對(duì)液壓機(jī)在電子行業(yè)高精度的要求,設(shè)計(jì)一種液壓控制系統(tǒng),采用KEYENCE KV-5000 PLC作為主控核心,通過(guò)實(shí)時(shí)采集外部數(shù)據(jù)獲得反饋值,將輸出值傳輸給伺服驅(qū)動(dòng)器控制液壓主缸的運(yùn)動(dòng);闡述了PLC在數(shù)據(jù)采集、轉(zhuǎn)換、壓力控制等方面的方法,并給出相應(yīng)的程序;通過(guò)實(shí)際應(yīng)用,該控制系統(tǒng)完全能滿足生產(chǎn)工藝要求,具有高自動(dòng)化、高精度、高效率特點(diǎn)。
液壓傳動(dòng)控制;PLC(可編程邏輯控制器);液壓;伺服
液壓傳動(dòng)控制是工業(yè)中經(jīng)常用到的一種控制 方式,它采用液壓完成傳遞能量的過(guò)程。因?yàn)橐簤簜鲃?dòng)控制方式的靈活性和便捷性,液壓控制在工業(yè)上受到廣泛的重視。隨著電子技術(shù)的飛速發(fā)展,液壓技術(shù)與微電子技術(shù)、計(jì)算機(jī)技術(shù)、傳感器技術(shù)等的結(jié)合,使其又產(chǎn)生了飛躍性的進(jìn)步,充分利用電子技術(shù),走向智能化是液壓技術(shù)發(fā)展的必然趨勢(shì)[1]。本文介紹一種基于PLC(Programmer Logical Controller)控制結(jié)合伺服驅(qū)動(dòng)器、壓力傳感器、數(shù)模轉(zhuǎn)化模塊實(shí)現(xiàn)的高精度液壓控制方法。
1 系統(tǒng)概述
本文中的液壓技術(shù)應(yīng)用于電子行業(yè)特殊材料的壓合,液壓機(jī)需要在特定的位置完成特定工藝并且需要精確的壓力控制,在位置控制和壓力控制方面要求有高的響應(yīng)速度、高的控制精度和重復(fù)精度。整個(gè)系統(tǒng)主要由液壓系統(tǒng)、電氣控制系統(tǒng)和人機(jī)界面組成,系統(tǒng)通過(guò)PLC實(shí)時(shí)采集位置數(shù)據(jù)和壓力數(shù)據(jù),轉(zhuǎn)化成需要的流量值和壓力值輸出給伺服驅(qū)動(dòng)器控制油缸電機(jī)轉(zhuǎn)速,從而實(shí)現(xiàn)主缸位置和壓力的精確控制。
1.1 液壓機(jī)主要結(jié)構(gòu)
本設(shè)計(jì)采用的液壓機(jī)為三梁四導(dǎo)柱結(jié)構(gòu),分為液壓缸、上橫梁、活動(dòng)橫梁、下壓臺(tái)板、導(dǎo)套、導(dǎo)柱,(結(jié)構(gòu)示意圖如圖1所示)由主缸帶動(dòng)中間活動(dòng)橫梁實(shí)現(xiàn)快速下行、慢行、加壓、保壓、回程及懸停功能,最大行程82 mm,空載下行最大速度50 mm/s,最大壓力20 MPa。液壓原理圖如圖2所示。
1.2 系統(tǒng)基本控制原理
本系統(tǒng)對(duì)于液壓的控制主要在位置和壓力兩個(gè)方面。位置模式時(shí),主要控制主缸運(yùn)行到系統(tǒng)設(shè)定的期望位置,位移傳感器讀取比例尺獲得當(dāng)前位置反饋給PLC,PLC根據(jù)與目標(biāo)的差值判斷主缸要上升還是下降進(jìn)而控制換向電磁閥,并在運(yùn)動(dòng)過(guò)程中實(shí)時(shí)讀取當(dāng)前位置,控制輸出流量。壓力模式時(shí),根據(jù)設(shè)定期望壓力,在PLC中轉(zhuǎn)換處理控制主缸電機(jī)轉(zhuǎn)動(dòng)產(chǎn)生工作壓力,輸出的實(shí)際工作壓力又實(shí)時(shí)反饋回PLC,實(shí)現(xiàn)閉環(huán)控制,精確地控制實(shí)時(shí)輸出壓力[2]。基本控制原理圖如圖3所示。
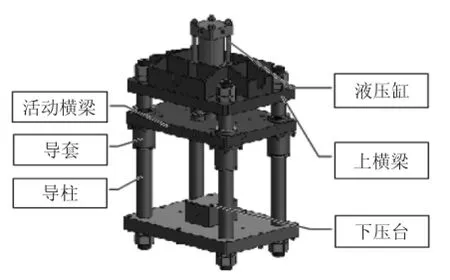
圖1 液壓機(jī)結(jié)構(gòu)示意圖
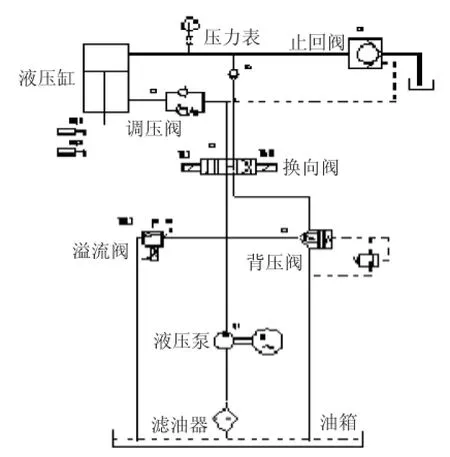
圖2 液壓原理圖
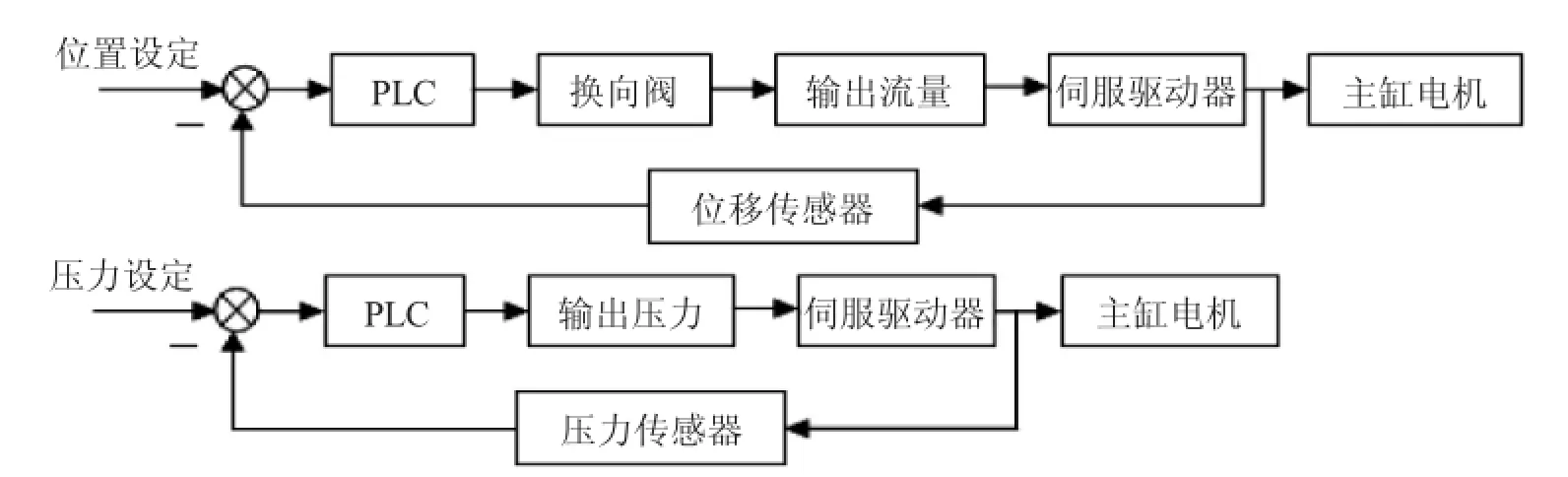
圖3 系統(tǒng)基本控制原理圖
2 PLC控制系統(tǒng)設(shè)計(jì)
2.1 PLC控制原理及框圖
本系統(tǒng)選用KEYENCE公司生產(chǎn)的KV-5000 (CPU)PLC作為控制系統(tǒng)的主機(jī),配有AD模塊(KV-AD40)和DA模塊(KV-DA40),每個(gè)模塊各有4路通道。位移傳感器直接接入PLC CPU單元的高速計(jì)數(shù)口,PLC處理后得出位置值;AD模塊采集壓力傳感器的數(shù)據(jù)轉(zhuǎn)換后傳輸給PLC,PLC將流量和壓力值通過(guò)DA模塊傳輸給伺服驅(qū)動(dòng)器控制主缸電機(jī)的運(yùn)轉(zhuǎn)。控制系統(tǒng)框圖如圖4所示。
2.2 數(shù)據(jù)采集及轉(zhuǎn)換
該控制系統(tǒng)需要采集的數(shù)據(jù)包括主缸當(dāng)前位置和主缸實(shí)時(shí)壓力。
位移傳感器讀取外置標(biāo)尺上的刻度,通過(guò)A/B相高速脈沖口輸入給PLC,這里采用2倍頻的計(jì)數(shù)方式,當(dāng)主缸回歸原點(diǎn)時(shí),重置清零計(jì)數(shù),由于位移傳感器對(duì)應(yīng)的標(biāo)尺最小刻度為0.05 mm,而實(shí)際工藝需要0.1 mm即可,為方便工藝使用在讀取計(jì)數(shù)值后又轉(zhuǎn)化了單位作為當(dāng)前位置。位置采集及轉(zhuǎn)換程序圖如圖5所示。
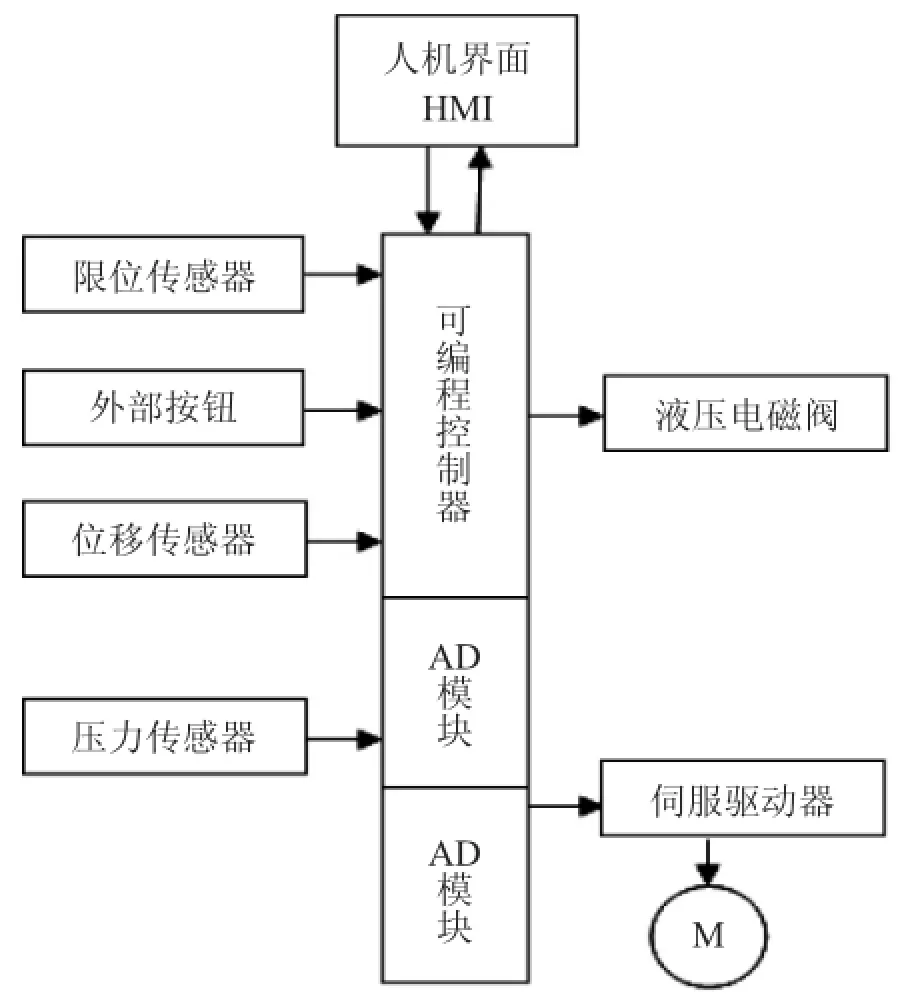
圖4 PLC控制框圖

圖5 位置采集及轉(zhuǎn)換程序圖
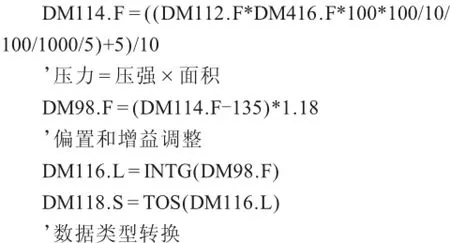
壓力以模擬信號(hào)(輸入電壓1~5 V)輸入到KV-AD40模塊中,KV-AD40將模擬量信號(hào)轉(zhuǎn)換為A/D轉(zhuǎn)換數(shù)據(jù),(定標(biāo)值為0~12 500,對(duì)應(yīng)壓力傳感器量程0~25 MPa),寫入到CPU單元的數(shù)據(jù)存儲(chǔ)器,根據(jù)實(shí)際情況,在PLC程序中進(jìn)行了偏置和增益處理[3],AD轉(zhuǎn)換程序如下:最終得到的DM118為實(shí)時(shí)的壓力值。

2.3 位置和壓力的控制
液壓機(jī)在整個(gè)生產(chǎn)過(guò)程中,分為位置控制和壓力控制兩種模式,在未接觸到產(chǎn)品時(shí)以位置控制模式運(yùn)行,位置精度最高±0.1 mm;接觸到產(chǎn)品施加壓力時(shí)以壓力控制為主,壓力精度最高±0.1 kN[4]。系統(tǒng)采用的伺服驅(qū)動(dòng)器為麥格米特MV600J注塑機(jī)專用伺服驅(qū)動(dòng)器,適用于液壓機(jī)械工藝,該驅(qū)動(dòng)器具有優(yōu)化的PID控制算法,PLC輸出的壓力、流量值經(jīng)過(guò)伺服驅(qū)動(dòng)器的處理能夠獲得更穩(wěn)定的輸出,實(shí)現(xiàn)壓力、流量的精準(zhǔn)控制[5]。
位置控制時(shí),PLC實(shí)時(shí)讀取出主缸當(dāng)前位置,根據(jù)目標(biāo)位置和當(dāng)前位置差值判斷是否切換換向閥。在運(yùn)行過(guò)程中首先以高速模式運(yùn)行,同時(shí)判斷剩余距離是否在減速范圍(可設(shè)置)內(nèi),是否要切換到低速運(yùn)行模式,這樣分段高低速相結(jié)合的運(yùn)行方式即能保證工作效率又能減少高速狀態(tài)下停止時(shí)的沖擊,并減小停止時(shí)的振蕩周期,達(dá)到平穩(wěn)到位的效果。位置控制程序圖如圖6所示。
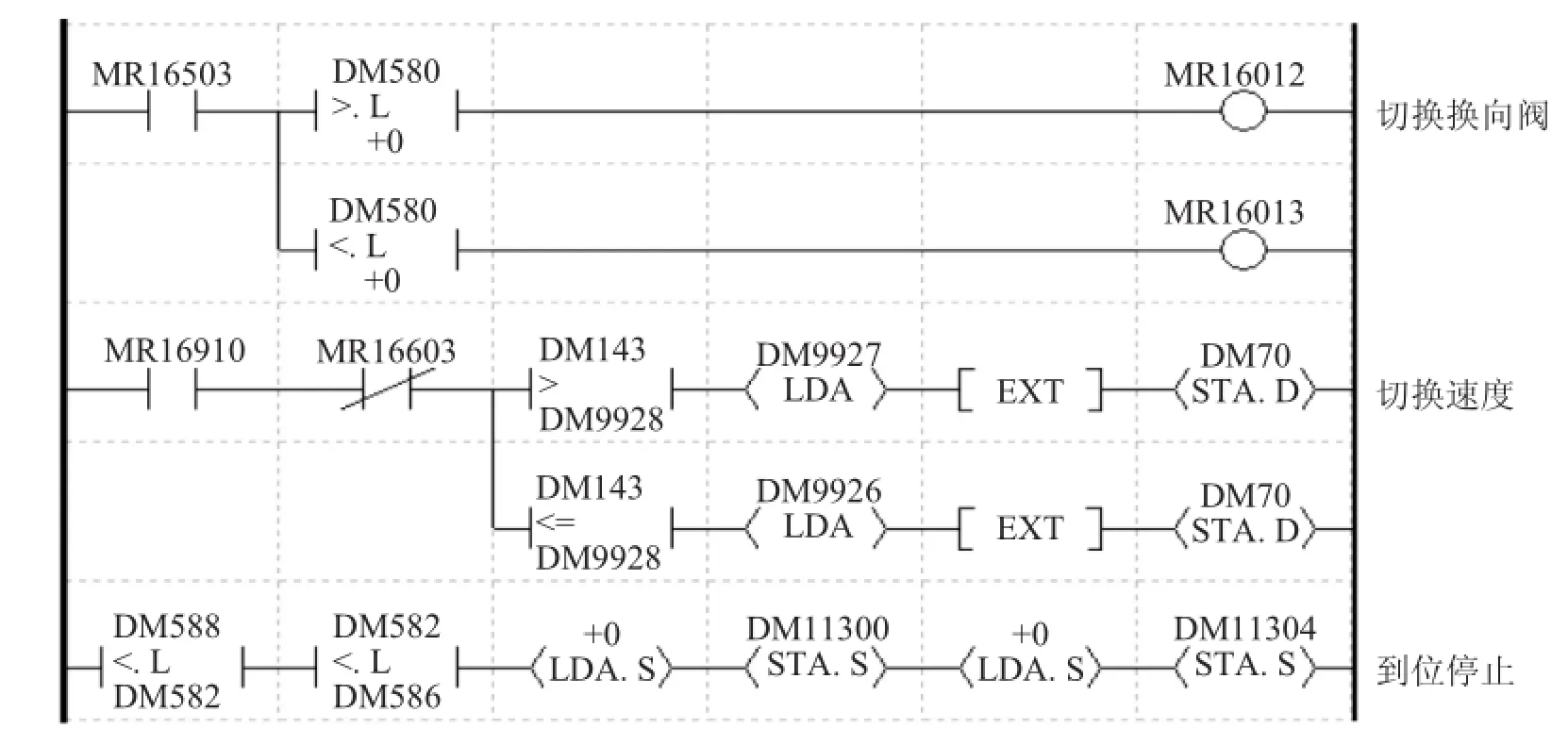
圖6 位置控制程序圖
壓力控制時(shí),設(shè)定的壓力和流量值經(jīng)過(guò)PLC處理為D/A轉(zhuǎn)換數(shù)據(jù)通過(guò)KV-AD40模塊轉(zhuǎn)換為模擬量輸出給伺服驅(qū)動(dòng)器,壓力和流量分別占用DA模塊的兩個(gè)通道,每個(gè)通道的輸出電壓都為0~10 V,定標(biāo)值為0~10 000,對(duì)應(yīng)輸出壓力范圍0~20 MPa,并對(duì)輸出范圍做了限制,DA轉(zhuǎn)換程序如下:
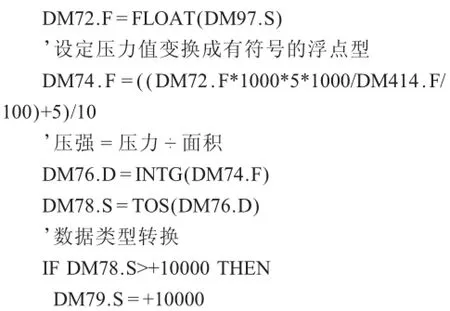

最終得到的DM79為輸出的壓力值。
PLC實(shí)時(shí)讀取當(dāng)前的壓力值,和輸出壓力比較,判斷壓力是否達(dá)到設(shè)定范圍,并在保壓環(huán)節(jié)維持壓力的穩(wěn)定輸出,在整個(gè)過(guò)程中PLC實(shí)時(shí)監(jiān)控壓力是否異常,必要時(shí)終止輸出。壓力控制程序圖如圖7所示。
3 人機(jī)界面設(shè)計(jì)
系統(tǒng)采用的觸摸屏為KEYENCE VT3彩色工業(yè)觸摸屏,支持以太網(wǎng)通訊,最大通訊速率100Mb/s,有利于數(shù)據(jù)的實(shí)時(shí)監(jiān)控,并且可以直接連接PLC的以太網(wǎng)口,方便、快鍵,便于調(diào)試、維護(hù)。
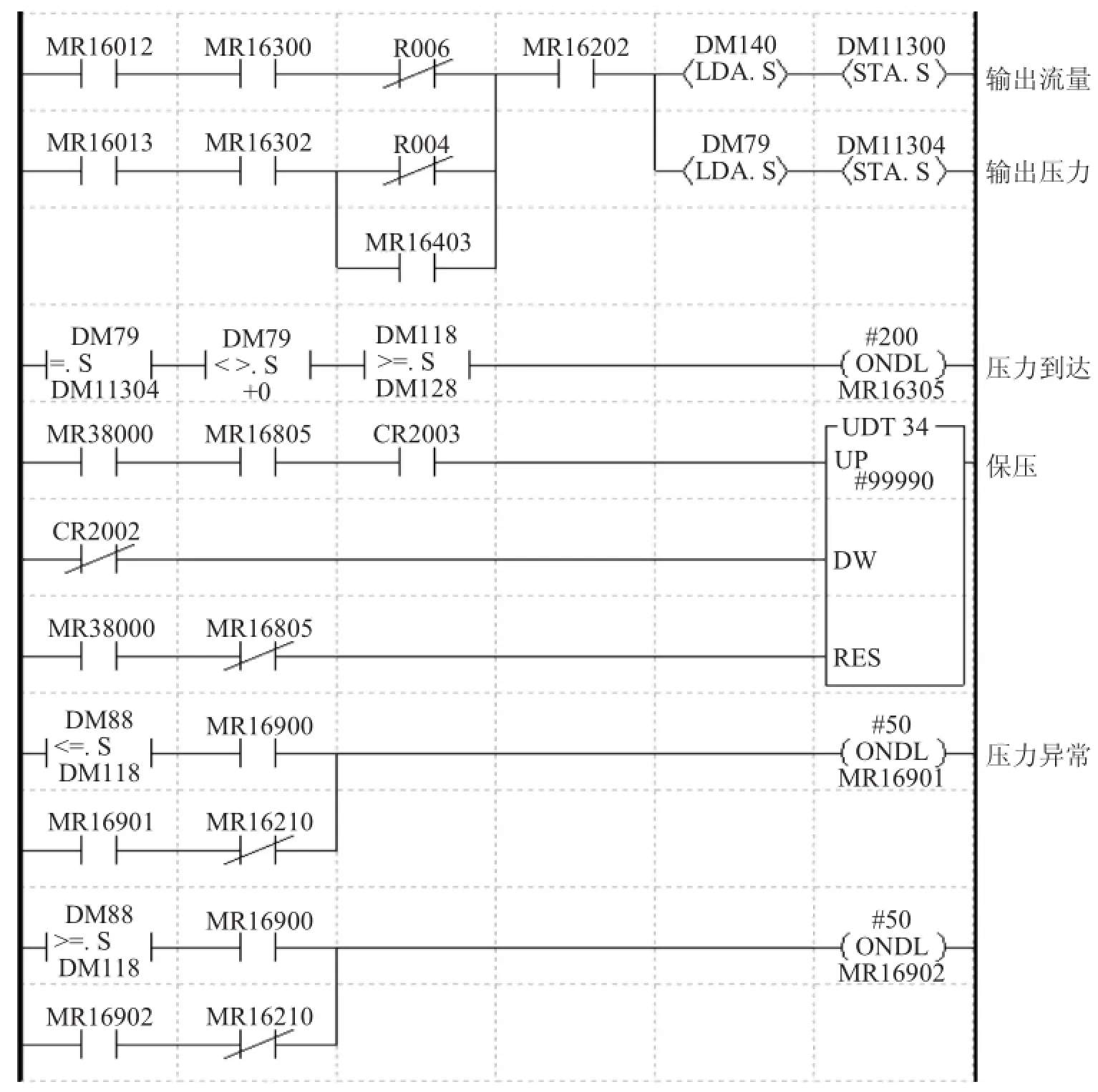
圖7 壓力控制程序圖
人機(jī)界面設(shè)計(jì)主要分為手動(dòng)調(diào)試、參數(shù)設(shè)定、自動(dòng)運(yùn)行、報(bào)警4個(gè)部分。在手動(dòng)調(diào)試界面中可以對(duì)相關(guān)的液壓閥進(jìn)行開(kāi)關(guān)操作,主缸電機(jī)伺服的開(kāi)關(guān)、JOG操作、工藝動(dòng)作分解操作;參數(shù)設(shè)定界面可以設(shè)置各工藝動(dòng)作運(yùn)行位置、各段壓力、加壓速度、保壓時(shí)間的參數(shù);自動(dòng)運(yùn)行界面可在運(yùn)行時(shí)監(jiān)控主缸當(dāng)前位置、壓力以及保壓時(shí)間計(jì)時(shí)顯示;報(bào)警界面負(fù)責(zé)顯示出液壓機(jī)異常信息,包括壓力異常、保壓時(shí)間異常等影響生產(chǎn)工藝的信息。圖8、圖9所示為手動(dòng)調(diào)試界面和參數(shù)設(shè)定界面。
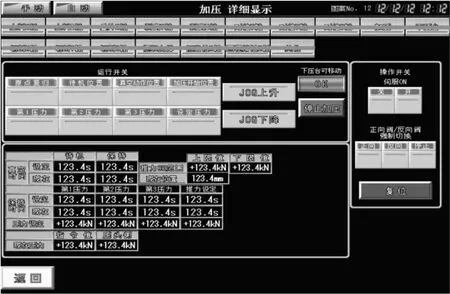
圖8 加壓調(diào)試界面

圖9 加壓參數(shù)設(shè)定界面
4 結(jié)束語(yǔ)
PLC應(yīng)用到液壓控制系統(tǒng)中,能夠更好的滿足液壓系統(tǒng)的工藝要求,使得液壓設(shè)備達(dá)到更高的精度、高效穩(wěn)定的運(yùn)行,該控制系統(tǒng)已在實(shí)際生產(chǎn)中得到驗(yàn)證。隨著自動(dòng)控制技術(shù)滲透到各個(gè)領(lǐng)域,更多的控制方式需要加快升級(jí)、拓展應(yīng)用、深入研究。
[1]劉國(guó)華,花容.現(xiàn)代液壓控制技術(shù)應(yīng)用及發(fā)展[J].淮南職業(yè)技術(shù)學(xué)院學(xué)報(bào),2006,6(18):40-43.
[2]劉俊,李文.基于PLC的液壓機(jī)控制系統(tǒng)設(shè)計(jì)[J].機(jī)械制造與自動(dòng)化,2011,40(1):157-160.
[3]基恩士(中國(guó))有限公司.KV-AD40V/DA40V/AM40V/ AD40G/AD40/DA40用戶手冊(cè)[Z].上海:基恩士(中國(guó))有限公司,2011.
[4]黃志堅(jiān).液壓系統(tǒng)控制與PLC應(yīng)用[M].北京:中國(guó)電力出版社,2012.107-113.
[5]深圳市麥格米特驅(qū)動(dòng)技術(shù)有限公司.MV600J注塑機(jī)專用伺服驅(qū)動(dòng)器用戶手冊(cè)[Z].深圳:深圳市麥格米特驅(qū)動(dòng)技術(shù)有限公司,2013.
Application of PLC in High-precision Hydraulic Control System
HE Yong,JING Xiaoli
(1.College of Information Engineering,Taiyuan University of Technology,Taiyuan 030024,China;2.The 2ndResearch Institute of CETC,Taiyuan 030024,China)
Hydraulic machines for the electronics industry with high accuracy requirements,the design of a high-precision hydraulic control system,using KEYENCE KV-5000 PLC as the master key,get real-time feedback through the acquisition of external data,the output value is transferred to the servo driver controls the movement of the hydraulic master cylinder.It describes the PLC in data acquisition,data conversion,pressure control,etc.,and the corresponding program.The practical application of the control system can meet the requirements of the production process,with high automation,high precision and high efficiency characteristics.
Hydraulic drive control;PLC(Programmer Logical Controller);Hydraulic;Servo
TN948.43
B
1004-4507(2015)12-0032-06
何永(1983-)男,安徽黃山人,工程師,從事電子專用設(shè)備的研發(fā)工作。
2015-11-24
荊曉麗(1972-)女,山西運(yùn)城人,高級(jí)工程師,從事電子專用設(shè)備的研發(fā)工作。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
金秋(2017年4期)2017-06-07 08:22:16
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
