35CrMo鋼進行不同階段滲氮研究
2015-11-22 12:07:56張文昊
中國科技縱橫 2015年23期
關鍵詞:工藝
張文昊
(遼源方大鍛造有限公司,吉林遼源 136600)
35CrMo鋼進行不同階段滲氮研究
張文昊
(遼源方大鍛造有限公司,吉林遼源 136600)
本文選用石油化工、機械等常用的35CrMo鋼進行不同階段滲氮研究,采用固體滲氮方法對35CrMo鋼進行多階段滲氮。多階段滲氮主要分為一、二、三階段滲氮,主要滲氮劑為尿素,催滲劑為NH4Cl,將工件放入金屬罐中密封,然后放入加熱爐進行加熱保溫來實現滲氮。采用金相顯微鏡對滲氮層的顯微組織和耐蝕性能進行試驗。
固體滲氮 35CrMo鋼 多階段滲氮
1 引言
35CrMo合金結構鋼,有很高的靜力強度、沖擊韌性及較高的疲勞極限,淬透性較40Cr高,高溫下的35CrMo有高蠕變強度與持久強度,長期工作溫度可達500℃;冷變形時塑性中等,焊接性差。一般在調質處理后使用,也可在高中頻表面淬火或淬火及低中溫回火后使用。

表1 四樣混合及體積百分比
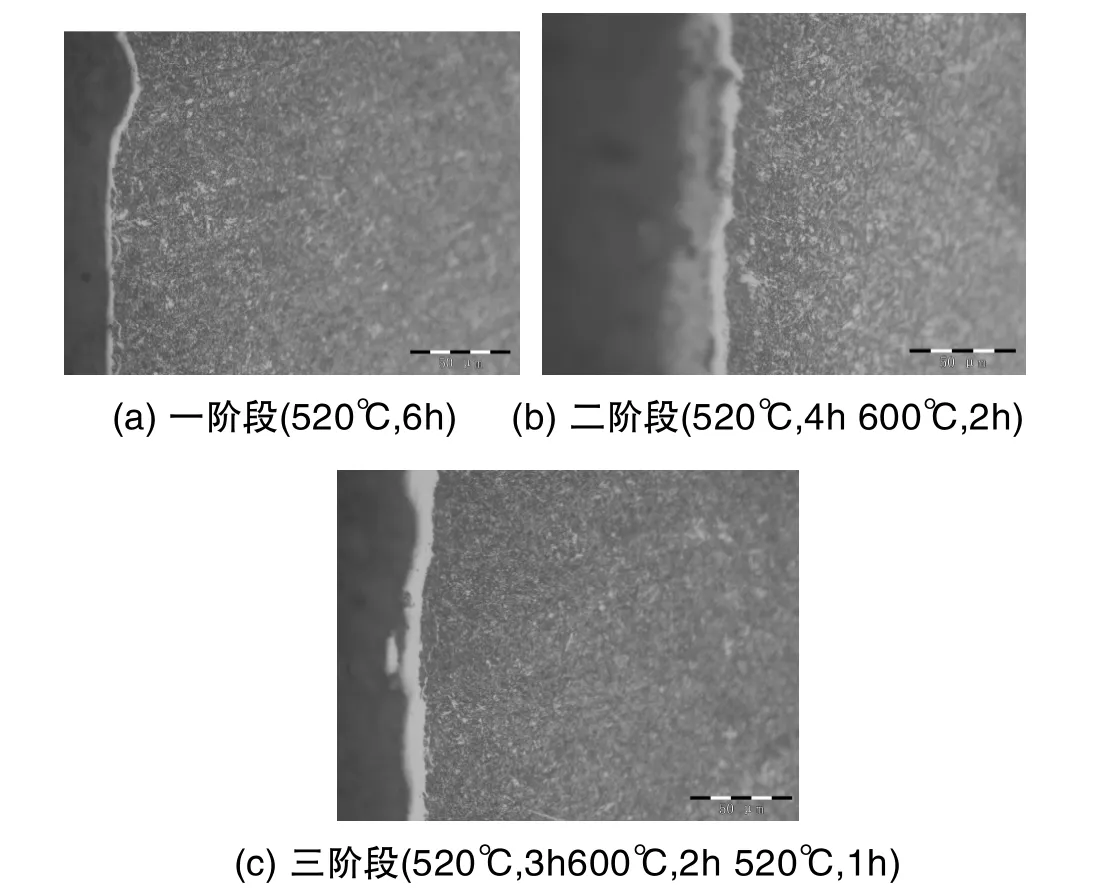
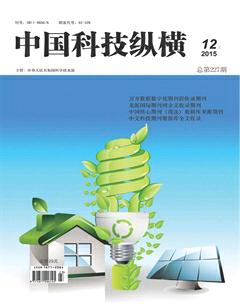
圖1 不同工藝條件的滲氮層組織 倍數為500
圖2 三階段滲氮后XRD圖
目前,最常用的滲氮方法是氣體滲氮,但是滲氮時間長,滲層淺,一直是困擾滲氮發展的難題。因此,文中基于壓力助滲原理,嘗試利用一種新的自行設計的滲氮方法——罐裝法進行滲氮。即采用尿素做滲氮劑將工件和尿素放入金屬罐中密封,然后放入加熱爐進行加熱保溫來實現滲氮。該法設備簡單,成本低,并且密封罐內形成的氣體壓力有助于快速。但是,在幾個小時的滲氮時間內,該滲氮法仍然存在制備出的滲氮層厚度較薄的問題。
2 滲氮前調質處理
材料尺寸φ15mm×3mm,進行850℃淬火,并且保溫30分鐘,然后水淬,在550℃下進行高溫回火處理,保溫40分鐘,冷卻介質為水。
3 一、二、三階段滲氮工藝
滲氮前將樣品表面用細砂紙打磨光滑,然后用丙酮擦洗除油。滲氮劑選用尿素,催滲劑為NH4Cl。擦拭后盡量不要用手接觸,將樣品、尿素、氯化銨、碳酸鈉等放入鋼罐中密封,依次放入20mm尿素、10mm粘土、四樣混合30mm、10mm粘土、15mm尿素、封罐部分(如表1),其中四樣混合,將樣品放入15mm的尿素層中,然后設置工藝溫度為520℃,保溫時間為6h。二階段滲氮設置工藝溫度為520℃,保溫時間為4h;升溫到600℃,保溫時間為2h。三階段滲氮設置工藝溫度為520℃,保溫時間為3h;升溫600℃溫度,保溫時間為2h;降到520℃溫度,保溫時間為1h。
4 滲氮設備及材料
滲氮所需材料有固體粉末狀NH4Cl、固體粉末狀無水Na2CO3、丙酮、沙子、石英砂、粘土,利用電子天平分別進行測量,將量好的材料按制定好的工藝順序依次放入滲氮罐中,將工件用丙酮清洗好放入罐中,然后將封好的滲氮罐放入坩堝爐中,設定好工藝溫度開始進行滲氮。滲氮爐主要是自制坩堝爐。滲氮罐主要用的是鋼制滲氮罐。
5 滲氮處理后組織分析
從圖1中可以看出三階段工藝最外層白亮層硬度度明顯大于一階段、二階段。由于階段滲氮的時間是相同的,但不同工藝的最表層硬度不同,二、三階段的硬度大體相近,三階段的最高,并且耐蝕性能也比較好。圖3中表面有部分壞的區域,可能是因為腐蝕過程中處理不當的原因。滲氮層由表及里依次白亮層、擴散層、基體,滲氮層的深度隨滲氮溫度的提高而增加。
6 耐蝕性能分析
根據圖2滲氮后XRD圖可以看出滲氮后產生了Fe3N、FeCr、Fe4N新相。產生的FeCr相的抗氧化性能好。在氮化過程中,當氮化溫度在500~590℃區域進行時,氮原子的擴散由表及里依次經過ε、γˊ和α各相區。滲氮后產生了FeCr相,而此相的性能較好,提高了試樣的耐腐蝕性能,硬度也得到了一定的提高。
7 結語
在利用罐裝法對35CrMo鋼進行三個階段滲氮,對35CrMo鋼進行氮化處理可得到0.3~0.4mm氮化層深(包括白亮層和擴散層)。對35CrMo鋼試樣或零件氮化層檢查結果表明,氮化層主要由α-Fe相和Fe3N相組成,本文研究的條件下,三階段滲氮工藝耐蝕性能最好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52