A304不銹鋼薄板激光焊接熔池受力分析
2015-11-23 08:41:06周世杰李云濤司永宏紀(jì)東生
電焊機(jī) 2015年11期
周世杰,李云濤,司永宏,段 瑞,紀(jì)東生,
(1.天津市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院,天津300060;2.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津300384)
A304不銹鋼薄板激光焊接熔池受力分析
周世杰1,李云濤2,司永宏1,段瑞1,紀(jì)東生1,
(1.天津市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院,天津300060;2.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津300384)
開(kāi)展A304不銹鋼薄板激光焊接實(shí)驗(yàn),并在相同實(shí)驗(yàn)參數(shù)的基礎(chǔ)上,對(duì)激光熱源進(jìn)行二次開(kāi)發(fā),利用有限元軟件進(jìn)行三維流場(chǎng)數(shù)值模擬。根據(jù)流體力學(xué)原理,計(jì)算出A304不銹鋼的雷諾數(shù)Re為2.415,所以A304不銹鋼熔池內(nèi)液相流動(dòng)形式為層流;并在考慮融化潛熱、外部環(huán)境的散熱和材料的熱物理性能隨溫度變化等因素的基礎(chǔ)上,討論表面張力和浮力對(duì)熔池流動(dòng)的影響。通過(guò)分析可知模擬結(jié)果與激光焊接實(shí)驗(yàn)結(jié)果一致。
304不銹鋼;激光焊接;熔池;熔池受力
0 前言
激光焊接是一種具有高能量密度的技術(shù),在工業(yè)生產(chǎn)中被廣泛應(yīng)用。激光焊接可以在相當(dāng)高的速度下實(shí)現(xiàn)深熔焊接,并產(chǎn)生很小的熱影響區(qū),而且具有焊接質(zhì)量好、焊縫成型美觀、無(wú)接觸加工和易于實(shí)現(xiàn)自動(dòng)化等獨(dú)特優(yōu)勢(shì),受到廣大用戶青睞[1]。
目前對(duì)于激光焊接熔池流動(dòng)的研究還不夠徹底,使得激光焊接的潛力并沒(méi)有完全發(fā)揮[2]。本研究開(kāi)展了激光深熔焊接實(shí)驗(yàn),并應(yīng)用有限元軟件模擬了薄板激光焊接過(guò)程的熔池流動(dòng),討論表面張力和浮力對(duì)熔池流動(dòng)的影響。
1 激光焊接實(shí)驗(yàn)
試驗(yàn)材料A304不銹鋼(0Cr18Ni9Ti)化學(xué)成分如表1所示。由于兩板對(duì)稱,選取一半的模型進(jìn)行建模,在A304不銹鋼板的下面加入了銅襯底作為支撐夾具[3],不僅可以保證不銹鋼薄板在焊接過(guò)程中不發(fā)生變形,還能加速熱量的傳導(dǎo)。
實(shí)驗(yàn)設(shè)備是JK2003SM型Nd:YAG固體激光器。額定輸出功率2 kW,其透鏡焦距160 mm(零焦距),光纖直徑600 μm,離焦量-2 mm,光斑直徑0.6 mm,保護(hù)氣體是純氬,氣體流量30 L/min。
激光焊接實(shí)驗(yàn)的主要工藝參數(shù)如表2所示,激光焊接實(shí)驗(yàn)結(jié)果如圖1所示。

表1 A304不銹鋼主要元素含量Tab.1Chemical composition of 304 stainless steel%

表2 激光焊接工藝參數(shù)Tab.2Process parameters of laser welding
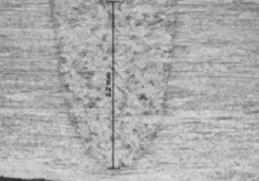
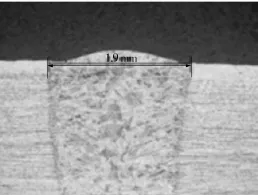
圖1 激光焊接實(shí)驗(yàn)結(jié)果Fig.1Experiment results of laser welding
2 數(shù)學(xué)模型的建立
2.1計(jì)算模型
流場(chǎng)模擬過(guò)程中使用融化凝固模型,利用enthalpyporosity技術(shù)來(lái)追蹤固液界面。
本研究A304不銹鋼雷諾數(shù)Re=2.415<Recr,其中層流開(kāi)始向湍流轉(zhuǎn)變時(shí)的臨界雷諾數(shù)為2 300[4],因此模擬A304不銹鋼熔池流動(dòng)應(yīng)使用層流模型。
A304不銹鋼激光焊接計(jì)算模型包括層流模型、熔化凝固模型。
2.2熱源模型
采用旋轉(zhuǎn)高斯曲面體熱源模型[5],C語(yǔ)言編程,利用user-define function導(dǎo)入軟件中進(jìn)行模擬

2.3控制方程
流體的流動(dòng)要遵循物理守恒定律,包括質(zhì)量守恒定律、動(dòng)量守恒定律和能量守恒定律,控制方程[6]是用公式對(duì)這些定律的描述。本研究中激光焊接過(guò)程的控制方程包括:
質(zhì)量守恒方程

動(dòng)量守恒方程
x方向動(dòng)量守恒方程

y方向動(dòng)量守恒方程

z方向動(dòng)量守恒方程

能量守恒方程

2.4邊界條件和熱物理性能參數(shù)
(1)對(duì)稱平面是絕熱的邊界條件,其速度分量的邊界條件為

(2)工件外壁面與周圍環(huán)境的對(duì)流換熱邊界條件為q=-hc(T-T0),其中hc為對(duì)流換熱系數(shù),T0為環(huán)境溫度。
(3)工件的保護(hù)氣面是混合的邊界條件,氣體流量30L/min,其對(duì)流換熱系數(shù)[7]為55.79W·m-2·K-1;空氣面也是混合的邊界條件,其對(duì)流換熱系數(shù)設(shè)置為15 W·m-2·K-1;恒溫面溫度300 K,耦合面是耦合的邊界條件。材料的熱物理性能參數(shù)如表3所示。
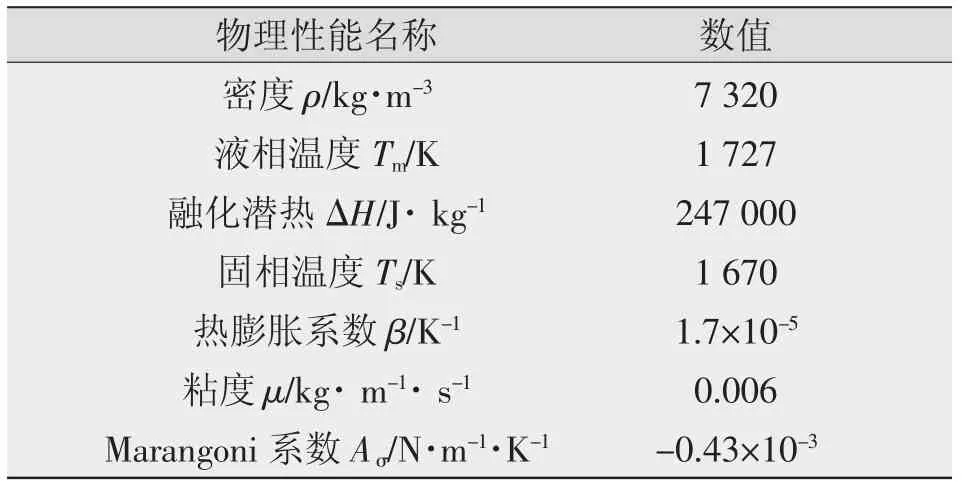
表3 材料的熱物理性能參數(shù)Tab.3Material physical properties and process parameters
3 激光焊接流場(chǎng)模擬和分析
采用層流模型、壓力基和SMPLE算法對(duì)A304不銹鋼進(jìn)行三維流場(chǎng)模擬,細(xì)化區(qū)域網(wǎng)格尺寸0.3mm× 0.3mm×0.44 mm。激光功率1600W,焊接速度5mm/s,討論浮力和表面張力對(duì)熔池流動(dòng)狀態(tài)的影響,其中,表面張力通過(guò)Marangoni對(duì)流系數(shù)來(lái)控制;浮力是由密度隨溫度變化的重力差引起的,可以通過(guò)密度的變化使用Boussinesq假設(shè)來(lái)控制。
3.1表面張力對(duì)熔池流動(dòng)的影響
焊接過(guò)程中,當(dāng)工件的傳入熱量與周圍環(huán)境的輸出熱量相同時(shí),熔池大小和形狀及溫度場(chǎng)不再變化,并隨熱源同步移動(dòng),這時(shí)溫度場(chǎng)就達(dá)到了準(zhǔn)穩(wěn)態(tài)。
從焊接開(kāi)始階段到準(zhǔn)穩(wěn)態(tài)時(shí),熔池呈“釘頭”形,且隨著熔池進(jìn)入準(zhǔn)穩(wěn)態(tài),熔池的“釘頭”形狀越來(lái)越明顯,深寬比越來(lái)越大;在此過(guò)程中,熔池中心的峰值流速由0.642 m/s上升到0.749 m/s,說(shuō)明熔池在形成初期到準(zhǔn)穩(wěn)態(tài)的過(guò)程中,其內(nèi)部流體流速逐漸增加,并趨于一個(gè)穩(wěn)定值。
圖2、圖3是考慮表面張力時(shí),焊接開(kāi)始階段和準(zhǔn)穩(wěn)態(tài)階段流速矢量圖,對(duì)比得出,從焊接開(kāi)始階段至準(zhǔn)穩(wěn)態(tài),熔池中流體的流動(dòng)形式及渦流狀態(tài)沒(méi)有明顯變化,總體趨勢(shì)一致。
圖2 考慮表面張力時(shí),熔池在焊接開(kāi)始階段的流動(dòng)速度矢量Fig.2Velocity vector of molten pool at the beginning of welding when surface tension is only considered
由圖3可知,熔池進(jìn)入準(zhǔn)穩(wěn)態(tài)后,在x-y截面,熔池內(nèi)流體同時(shí)向熔池中心流動(dòng),在熔池中心交匯后向熔池上方流動(dòng),然后在熔池兩端各產(chǎn)生一個(gè)渦流,并顯示出“釘頭”狀,如圖4所示;在x-z截面,熔池前端流體的流動(dòng)趨勢(shì)最為明顯,說(shuō)明熔池前端流體流動(dòng)劇烈,傳熱快,溫度梯度大,在此截面由于存在負(fù)Marangoni對(duì)流系數(shù),熔池中流體從中心溫度高、表面張力小的區(qū)域流向四周溫度低、表面張力大的區(qū)域;在y-z截面,熔池的流動(dòng)趨勢(shì)在熔池前后兩端相反,熔池前端是順時(shí)針流動(dòng),熔池末端是逆時(shí)針流動(dòng),在熔池內(nèi)形成兩個(gè)渦流,表面流體的流速明顯高于內(nèi)部,如圖4所示。
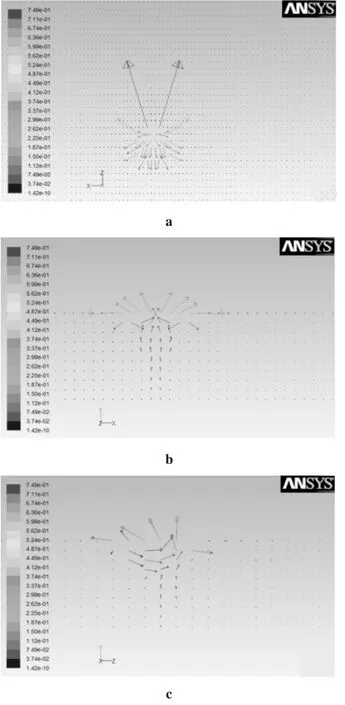
圖3 考慮表面張力時(shí),熔池在準(zhǔn)穩(wěn)態(tài)時(shí)的流動(dòng)速度矢量圖Fig.3Velocity vector of molten pool at quasi-steady when surface tension is only considered
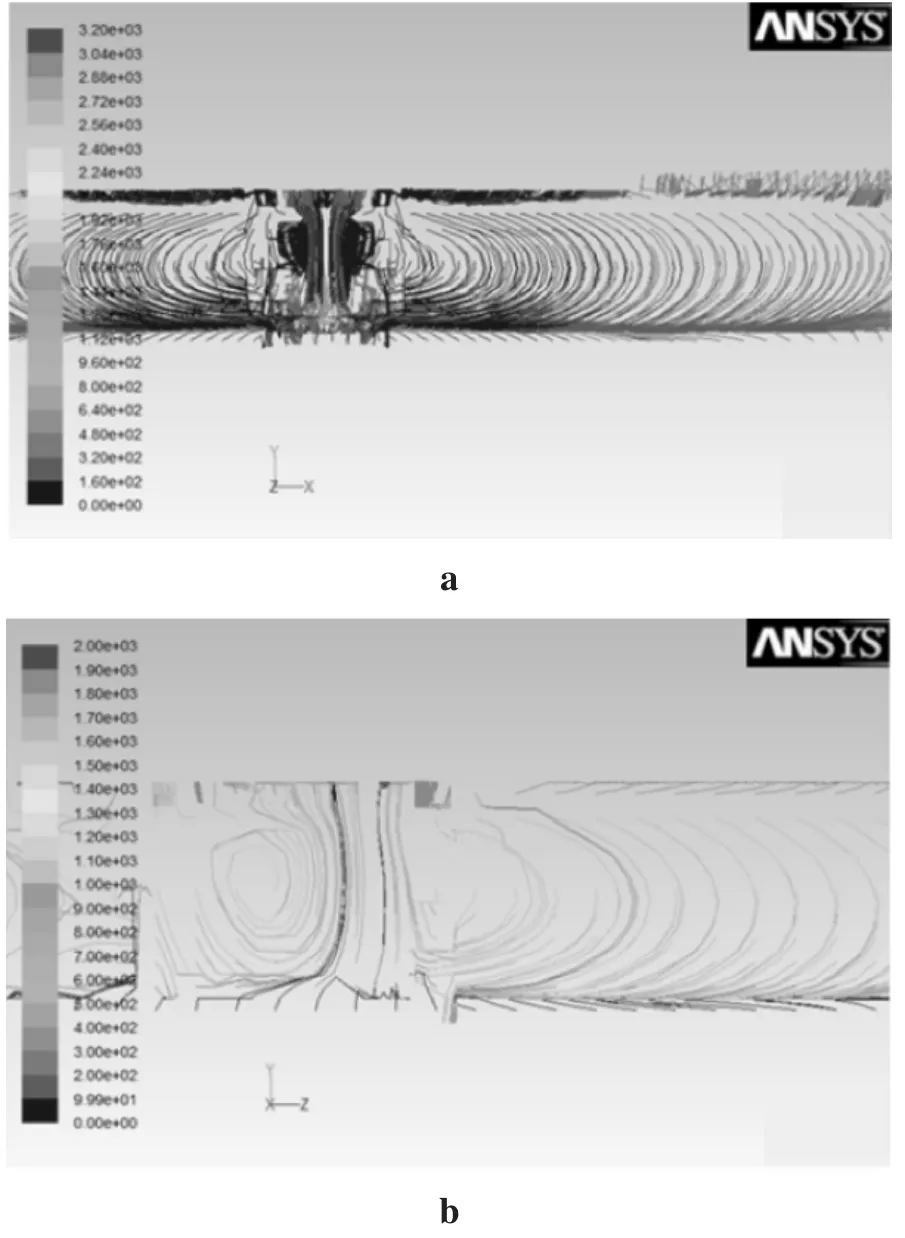
圖4 考慮表面張力,熔池在準(zhǔn)穩(wěn)態(tài)時(shí)的流線圖Fig.4Pathlinesofmoltenpoolatquasi-steadywhensurface tension is considered
3.2浮力對(duì)熔池流動(dòng)的影響
圖5是考慮浮力時(shí)的熔池流速矢量圖,可以看出,在準(zhǔn)穩(wěn)態(tài)情況下,熔池在三個(gè)截面流體的流動(dòng)形式與考慮表面張力時(shí)大致相同,不同的是峰值流速顯著降低,由0.749 m/s下降到0.010 4 m/s。考慮表面張力時(shí),熔池的表面流速很大,內(nèi)部流速低;考慮浮力時(shí),熔池內(nèi)部流體的流動(dòng)速度大,表面流速低,內(nèi)部流速大于考慮表面張力時(shí)的流速,說(shuō)明表面張力對(duì)熔池表面流速影響大,對(duì)內(nèi)部流速影響小,浮力對(duì)熔池內(nèi)部流速影響大,對(duì)表面流速影響小。
考慮浮力時(shí),在x-z截面上,熔池流動(dòng)的速度矢量密集程度發(fā)生變化,熔池前端的速度矢量密集程度趨于減弱,說(shuō)明在此截面,流體由熔池中心向四周區(qū)域的流動(dòng)相對(duì)于考慮表面張力時(shí)減弱,浮力對(duì)表面熔池形狀的影響相對(duì)于表面張力要小。
3.3同時(shí)考慮浮力和表面張力對(duì)熔池流動(dòng)的影響
圖6中,同時(shí)考慮浮力和表面張力時(shí),熔池內(nèi)流體在三個(gè)截面的流動(dòng)狀態(tài)、渦流位置及數(shù)量與單獨(dú)考慮表面張力或浮力時(shí)相同,峰值流速0.647 m/s,熔池表面流速小于只考慮表面張力時(shí)的流速,熔池內(nèi)部流速大于只考慮表面張力時(shí)的流速,說(shuō)明表面張力和浮力對(duì)熔池內(nèi)流體的流動(dòng)都有影響,熔池是在兩種作用力的共同作用下形成的,浮力的存在減弱了表面張力對(duì)熔池表面流速的加速作用,因此峰值流速降低。圖6b中,在同時(shí)考慮兩種作用力的情況下,相對(duì)于考慮一種作用力時(shí),內(nèi)部流體流速明顯增加。這表明兩種作用力共同作用驅(qū)動(dòng)熔池的形成并增加了內(nèi)部流體的流速。

圖5 考慮浮力時(shí),熔池在準(zhǔn)穩(wěn)態(tài)時(shí)的流動(dòng)速度矢量Fig.5Velocity vector of molten pool at quasi-steady when buoyancy force is considered
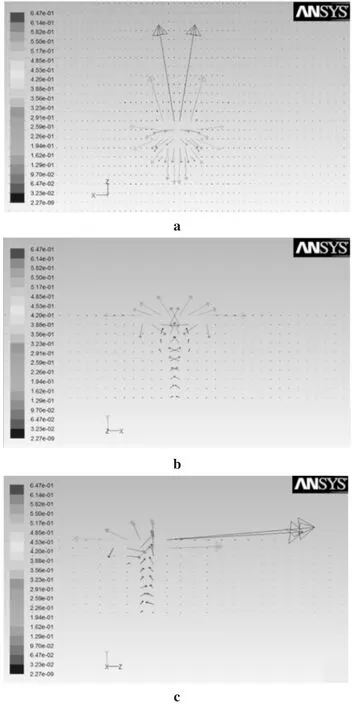
圖6 同時(shí)考慮浮力和表面張力時(shí),熔池在準(zhǔn)穩(wěn)態(tài)時(shí)的流動(dòng)速度矢量Fig.6Velocityvectorofmoltenpoolatquasi-stationarystate,when buoyancy and surface tension are all considered
四種情況下,峰值溫度和峰值速度的變化如表4所示。在考慮浮力的情況下,考慮或者不考慮表面張力,熔池峰值溫度都會(huì)增加,熔池的峰值流速都會(huì)降低,原因是浮力的存在使熔池表面流速降低,熔池表面散熱減少,導(dǎo)致溫度升高。因此,浮力具有降低熔池表面流體流速、降低表面熱量傳輸?shù)淖饔谩?/p>

表4 準(zhǔn)穩(wěn)態(tài)時(shí),四種情況下峰值溫度和速度Tab.4Peak temperature and velocity in four conditions,when welding is at quasi-steady
激光焊接實(shí)驗(yàn)所得焊縫與相同實(shí)驗(yàn)參數(shù)下、考慮表面張力和浮力時(shí)模擬結(jié)果的對(duì)比如圖7所示。實(shí)驗(yàn)結(jié)果與模擬結(jié)果一致,如表5所示。
4 結(jié)論
(1)表面張力和浮力對(duì)激光焊接熔池內(nèi)的流體的流動(dòng)形態(tài)、渦流位置及數(shù)量相同,x-y、y-z截面都存在兩個(gè)流動(dòng)方向相反的渦流;表面張力對(duì)表面流速的加速作用比浮力大的多。
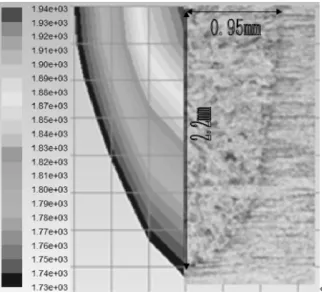
圖7 實(shí)驗(yàn)得到焊縫與模擬結(jié)果對(duì)比Fig.7Comparison of weld shape by experiment with that by calculation
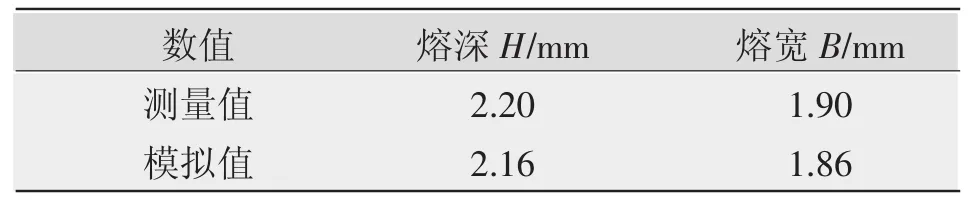
表5 實(shí)驗(yàn)得到焊縫與模擬結(jié)果對(duì)比Tab.5Comparison of weld shape by experiment with that by simulation
(2)表面張力具有加速熱量傳輸?shù)淖饔茫桓×Φ拇嬖跍p弱了表面張力對(duì)熔池表面流速的加速作用,增強(qiáng)了熔池內(nèi)部流體的流速,具有降低熔池表面流體流速、降低表面熱量傳輸?shù)淖饔谩?/p>
(3)激光焊接的熔池是在兩種驅(qū)動(dòng)力的共同作用下形成的,得到了與實(shí)驗(yàn)焊縫一致的模擬結(jié)果。
[1]占小紅,米高陽(yáng),陶汪,等.薄板鋁合金激光深熔焊熔池流動(dòng)數(shù)值模擬[J].焊接學(xué)報(bào),2013,34(10):31-34.
[2]BannourS,AbderrazakK,MhiriH,etal.Effects of temperature -dependent material properties and shielding gas on molten pool formation during continuous laser welding of AZ91 magnesium alloy[J].Optics&Laser Technology,2012(44):2459-2468.
[3]李笑雨.DP1000鋼薄板激光焊接過(guò)程的數(shù)值模擬與分析[D].天津:天津大學(xué),2013.
[4]吳樹(shù)森.材料加工冶金傳輸原理[M].北京:機(jī)械工業(yè)出版社,2001.
[5]吳甦,趙海燕,王煜,等.高能束焊接數(shù)值模擬中的新型熱源模型[J].焊接學(xué)報(bào),2004,25(1):91-94.
[6]Wang R,Lei Y,Shi Y.Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet[J].Optics&Laser Technology,2011,43(4):870-873.
[7]武傳松.焊接熱過(guò)程與熔池形[M].北京:機(jī)械工業(yè)出版社,2007.
Page 101
圖2 1母材(100×)
和硬度試驗(yàn),試驗(yàn)結(jié)果良好,說(shuō)明雙面雙弧焊焊后焊縫性能良好,同時(shí)打底焊時(shí)無(wú)淬硬組織生成。
(3)雙面雙弧焊前電弧對(duì)后電弧有預(yù)熱作用,而后電弧對(duì)前電弧有后熱作用,正因?yàn)檫@個(gè)熱特性,在焊接厚板高強(qiáng)鋼時(shí),使焊縫區(qū)的擴(kuò)散氫有更多的逸出時(shí)間,焊縫組織出現(xiàn)針狀鐵素體,淬硬傾向小,同時(shí)焊接同向收縮,焊后殘余應(yīng)力小,說(shuō)明雙面雙弧焊有更好的抗冷裂紋作用,更適合焊接大厚板高強(qiáng)鋼。
(4)此焊接工藝避免了清根工序,減少了焊接截面積,有效減少了焊道次數(shù),即減少了HAZ焊接熱循環(huán),提高了焊接接頭的綜合性能,另一方面減少了污染,提高了焊接效率,改善了焊接環(huán)境,同時(shí)此種技術(shù)也適合于機(jī)器人自動(dòng)化焊接生產(chǎn)。
Force analysis on molten pool during laser welding of 304 stainless steel sheet
ZHOU Shijie1,LI Yuntao2,SI Yonghong1,DUAN Rui1,JI Dongsheng1
(1.TianjinInstituteofSpecialEquipmentInspection&TechnicalResearch,Tianjin300060,China;2.SchoolofMaterials Science Engineering,Tianjin UniversityofTechnology,Tianjin 300384,China)
An experiment about laser welding of 304 stainless steel sheet was implemented in this study.And on the basis of same experimental parameters,heat source was performed secondary development.And finite element software was used to simulate threedimensional fluid field.According to the principles of fluid mechanics,Reynolds number of 304 stainless steel was calculated as 2.415 in this study,so the flow pattern of fluid in molten pool is laminar flow.On the basis of considering the latent heat of melting,heat dissipation of the external environment,thermal physical properties of materials changing with temperature and other factors,the effects of surface tension and buoyancy on fluid flow of molten pool were discussed.After compared,it displayed that the simulation results were consistent with experimental results.
304 stainless steel;laser welding;molten pool;force on molten pool
TG456.7
A
1001-2303(2015)11-0141-06
10.7512/j.issn.1001-2303.2015.11.30
2015-01-19;
2015-08-31
周世杰(1989—),男,山東人,碩士,主要從事壓力容器檢驗(yàn)方面的工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
