高速動車組鋁合金牽引梁焊接變形控制
2015-11-23 08:41:08韓德成郭強軍張風東方喜風
電焊機 2015年11期
韓德成,丁 見,郭強軍,張風東,方喜風
(南車青島四方機車車輛股份有限公司,山東青島266111)
高速動車組鋁合金牽引梁焊接變形控制
韓德成,丁見,郭強軍,張風東,方喜風
(南車青島四方機車車輛股份有限公司,山東青島266111)
高速動車組鋁合金牽引梁是重要的承載部位,結構復雜、補強板多、焊接量大,焊接變形比較大。通過采取適當的反變形量和合理的焊接順序,有效控制了鋁合金牽引梁的焊接變形,降低了牽引梁調修工作強度,提高了生產效率,滿足批量生產的需求。
鋁合金牽引梁;焊接變形;焊接順序;反變形量
0 前言
鋁合金因其密度小、無磁性、熱導率和強度高,以及良好的成型性、低溫性能和耐腐蝕性能等被廣泛應用于各種焊接結構。同時由于鋁合金的線膨脹系數比鋼大,焊接時工件的變形比較大,因此需要采取預防焊接變形的措施[1]。高速動車組鋁合金牽引梁的焊接變形問題是影響產品質量和制約生產的重要環節。通過對焊接變形問題的研究和摸索,總結出一套有效控制牽引梁焊接變形的方法。在此從產品結構特點、反變形控制、焊接順序和焊接規范及調修等方面分析和研究焊接變形控制問題。
1 牽引梁結構特點
高速動車組鋁合金牽引梁主要由中空型材和補強板焊接而成,結構如圖1所示。其中牽引梁的主體是由型材加工和彎曲而成,型材材質為A7N01ST5,其化學成分如表1所示。在鋁合金型材中其強度大,焊接部位焊后能夠回復到接近于母材強度,可滿足重要承載部位的強度要求。另外,還使用了補強板來加強牽引梁的強度,補強板材質為A7N01P-T4,屬高強度鋁合金板材。
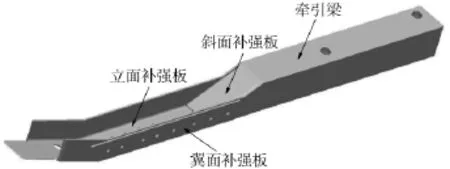
圖1 鋁合金牽引梁結構
焊接接頭形式包括對接接頭、搭接接頭、角接頭和塞焊。對接接頭主要是牽引梁型材折彎處,搭接接頭、角接頭和塞焊主要是補強板與牽引梁連接處。另外焊縫的分布也是非對稱分布,主要集中在牽引梁的一端,補強板焊縫主要分布在牽引梁的立面和下翼面。鋁合金牽引梁的結構特點決定了其焊接變形趨勢較大,必須針對其結構特點制定出相應措施。

表1 A7N01S-T5鋁合金及填充材料的化學成分%
2 變形控制工藝措施
牽引梁的焊接變形主要分為三個方面:開口方向的變形、長度方向的變形及扭曲變形。
2.1開口方向反變形控制
開口方向的變形趨勢是向內收縮,主要是由于牽引梁型材內補強板焊接和下翼面補強板焊接引起。在開口處設置工藝支撐管來設置其反變形量,如圖2所示。反變形量設置如圖3所示,控制在+3mm。反變形位置在開口范圍內布置3處,為了便于焊接,不宜過多。工藝支撐管的安放過程為,先用液壓缸將牽引梁型材開口位置頂起,放入工藝支撐管,松開液壓缸,這樣就完成了開口方向的反變形設置。

圖2 工裝固定及反變形

圖3 反變形設置示意
2.2長度方向反變形控制
長度方向的變形趨勢是上翹,主要由于牽引梁折彎處的對接焊縫,斜面補強板的周圍焊縫和立面補強板的周圍焊縫引起的。針對焊接變形的趨勢,在焊接工裝上不同位置設置墊鐵來預置反變形,見圖2。根據焊縫分布的特點,在牽引梁與工裝間放置三處墊鐵,厚度分別為3 mm、5 mm和6 mm。并通過卡蘭的剛性固定實現反變形。
2.3扭曲變形控制
扭曲變形主要由于焊縫分布的不對稱造成,為控制其變形,主要通過卡拉機械壓緊固定的方式,使工件剛性固定,見圖2。
3 牽引梁焊接工藝
除了采用適當的反變形量對焊接變形的控制,合理的焊接順序和焊接規范對控制焊接變形也至關重要。下面就從焊接順序并結合焊接規范對牽引梁的焊接變形控制作用來介紹。
3.1立面補強板的焊接
將立面和下翼面的補強板安裝點固,在所有的焊縫中,均先焊接塞焊,這樣能夠保證補強板與牽引梁的密貼和眼孔一致。先焊接牽引梁立面補強板的焊縫,由于牽引梁長度方向的兩條焊縫比較長,同時為了避讓工藝支撐管,分三端完成焊接,具體的焊接順序如圖4所示,先焊接開口側的立焊縫①,然后分段交錯進行牽引梁長度方向的焊縫②~⑦,最后焊接方形側的立焊縫⑧。

圖4 立面補強板焊接順序
3.2下翼面補強板的焊接
安裝斜面補強板,使用工藝板點焊固定后,完成下翼面補強板的焊接,焊接順序如圖5所示。先焊牽引梁角部的焊縫,再焊接開口方向的焊縫,最后焊接兩端的焊縫,即①→②→③→④的順序。
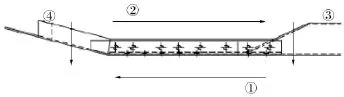
圖5 下翼面補強板焊接順序
3.3斜面補強板的焊接
完成了下翼面補強板的焊接,就可以進行斜面補強板的焊接,焊接順序如圖6所示。先焊接方口側的焊縫①,再焊接兩側的焊縫②③,最后焊接開口側的焊縫④。
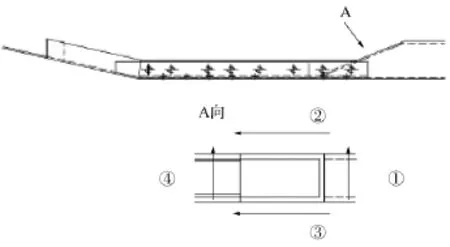
圖6 斜面補強板焊接順序
3.4焊接工藝規范
焊機為數字化逆變式MIG焊機,焊絲為ER5356,直徑φ1.6 mm,化學成分見表1。保護氣體為集中供氬氣,純度99.999%。焊接規范見表2。

表2 鋁合金牽引梁主要焊接規范
4 牽引梁調修工藝
鋁合金其熱傳導系數及熱膨脹系數較大,鋁合金加熱后其變形量較大,鋁合金的調修一般使用沈華氣進行局部火焰加熱后水冷,7N01鋁合金材料的加熱溫度控制在300℃~350℃[2],并使用溫度變色筆和測溫儀等管理加熱溫度,加熱后使用機械方法,在溫熱或熱塑性條件下變形。通過調修可以使鋁合金牽引梁達到直線度1 mm/1 m、扭曲度小于2 mm的技術要求。
5 結論
通過設置反變形及焊接順序優化等過程控制手段,有效控制了牽引梁的焊接變形,特別是扭曲變形問題。降低了調修工作強度,提高了調修效率,解決了制約生產的瓶頸問題。
[1]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988.
[2]TB/T 3259-2011動車組用鋁及鋁合金焊接技術條件[S].
Control of welding deformation for aluminum alloy draft sill of high-speed EMU
HAN Decheng,DING Jian,GUO Qiangjun,ZHANG Fengdong,FANG Xifeng
(CSR QingdaoSifangCo.,Ltd.,Qingdao266111,China)
The aluminum alloy draft sill is a bearing part of high-speed EMU.It has a complex construction,amount of reinforcing plates and large a quantity of welding,and all of which may induce the large welding deformation.By taking appropriate reverse deformation and reasonable welding sequence,its welding deformation was well controlled.This reduced the intensity of working adjustment on draft sill,improved production efficiency,and met the requirement of mass production.
aluminum alloy draft sill;welding deformation;welding sequence;reverse deformation
TG457.2
B
1001-2303(2015)11-0155-03
10.7512/j.issn.1001-2303.2015.11.33
2014-06-05
韓德成(1979—),男,黑龍江哈爾濱人,高級工程師,國際焊接工程師,在讀碩士,主要從事軌道交通車輛車體制造和焊接管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
