水輪發(fā)電機(jī)定子機(jī)座裝焊變形控制
2015-11-23 08:41:08劉昕宇唐道磊
電焊機(jī) 2015年11期
侯 勇,楊 鑫,劉昕宇,唐道磊,谷 兵
(四川工程職業(yè)技術(shù)學(xué)院,四川德陽618000)
水輪發(fā)電機(jī)定子機(jī)座裝焊變形控制
侯勇,楊鑫,劉昕宇,唐道磊,谷兵
(四川工程職業(yè)技術(shù)學(xué)院,四川德陽618000)
分瓣式定子機(jī)座直徑較大、制造難度高,為了滿足制造技術(shù)要求,保證尺寸精度和控制變形,分析該類機(jī)座變形的原因,并從裝配和焊接兩個方面提出了相應(yīng)的工藝措施,有效控制了裝配尺寸,防止了焊接變形,確保機(jī)座裝配質(zhì)量滿足設(shè)計尺寸要求。從工藝方案實(shí)施來看,機(jī)座制造整體尺寸滿足設(shè)計要求,方案優(yōu)勢顯著。
水輪發(fā)電機(jī);定子機(jī)座;變形控制;裝焊工藝
0 前言
我國水電機(jī)組經(jīng)歷了從小容量到大容量、高轉(zhuǎn)速到低轉(zhuǎn)速的過程。對于低轉(zhuǎn)速、大容量水輪發(fā)電機(jī)組,其定子機(jī)座尺寸較大、加工精度要求高,多采用分瓣式結(jié)構(gòu)。定子機(jī)座固定支撐定子鐵心和定子線圈,是水輪發(fā)電機(jī)的重要部件,其質(zhì)量直接影響機(jī)組的有效運(yùn)行。
1 分瓣式定子機(jī)座結(jié)構(gòu)特點(diǎn)和技術(shù)要求
1.1結(jié)構(gòu)特點(diǎn)
分瓣式定子機(jī)座尺寸較大,適用范圍為定子鐵心外徑大于3 m的結(jié)構(gòu),按直徑大小可分為2、3、4、6、8瓣。額定轉(zhuǎn)速越低,額定容量越大,定子機(jī)座直徑越大瓣數(shù)越多。
定子機(jī)座一般采用底層環(huán)板(大齒壓板)結(jié)構(gòu),各層環(huán)板通過盒形筋、鋼管、貫穿圓鋼連接組合,具有一定的剛度和強(qiáng)度。
以某電站定子機(jī)座為例,其總高1 855 mm,外徑φ17 600 mm(修割后尺寸),內(nèi)徑φ16 100 mm(修割后尺寸),由5層環(huán)板組成,分6瓣裝配焊接而成,瓣與瓣之間由合縫板連接定位,在工地現(xiàn)場安裝組對。機(jī)座結(jié)構(gòu)示意如圖1所示。
1.2機(jī)座裝焊質(zhì)量要求
該機(jī)座裝焊要求焊后整體高度為1 855 mm。焊后總高允差-5 mm,且各層環(huán)板的層間高度差應(yīng)小于等于3mm,機(jī)座內(nèi)圓同心度偏差小于等于2mm。
2 機(jī)座制造難點(diǎn)
定子機(jī)座整體尺寸大,分6瓣裝焊,精度要求高,同心度要求±5mm、高度尺寸(1855mm)必須滿足地腳板有10 mm機(jī)加工量。其次是層間距離較短,使得空間較小,部件間相互尺寸、形位精度要求高,從而增加了裝配和焊接難度。各層環(huán)板之間空間位置狹小,焊接后除渣清理困難,機(jī)座內(nèi)的清潔度難以保證。
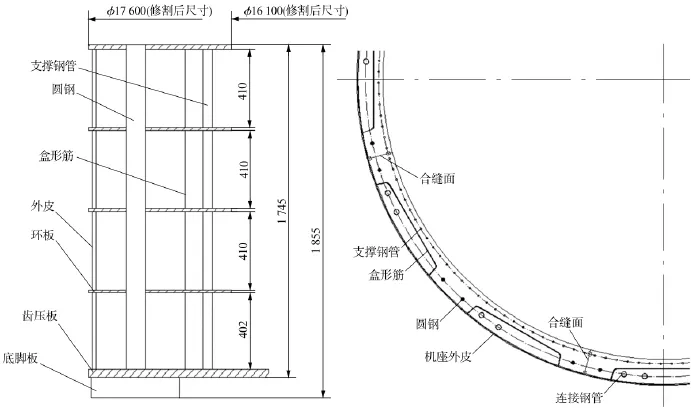
圖1 外機(jī)座結(jié)構(gòu)示意
3 機(jī)座裝焊時變形控制
3.1變形原因
該機(jī)座整體尺寸較大,分6瓣組裝焊接。機(jī)座總共分為四層,各層間主要靠貫穿環(huán)板的圓鋼、鋼管、盒形筋以及外皮連接,分瓣后整體剛性較差,所以該機(jī)座制造的最大問題就是變形問題。
連接各層環(huán)板的鋼管、盒形筋焊縫較多,鋼管數(shù)量眾多,且均分布在內(nèi)圓周方向,在焊接過程中易產(chǎn)生高度方向的整體收縮變形,不能滿足整體高度的要求。如果焊接順序及工藝參數(shù)控制不合理,很容易產(chǎn)生環(huán)板層間扭轉(zhuǎn)、波浪變形、各瓣扭曲變形,同心度與各層環(huán)板水平度均不易保證。
3.2防止變形控制措施
3.2.1備料精度確保裝焊尺寸
(1)環(huán)板制作。各層環(huán)板在下料時留出內(nèi)外圓修割余量(齒壓板除外),為保證機(jī)座各層環(huán)板水平度,環(huán)板作為機(jī)座內(nèi)的主要結(jié)構(gòu)部件,拼焊完成后應(yīng)校平,特別要注意環(huán)板平面度,平面度不能超差,平面度應(yīng)控制在2 mm以內(nèi)。
(2)外皮。外皮通過展開下料彎曲而成,按機(jī)座環(huán)板外圓尺寸做好檢驗(yàn)樣板,外皮上開孔的部位,其圓周向的割縫在彎曲成型前割出,軸向割縫在裝配時切割,從而確保備料精度。外皮高度尺寸誤差控制在2 mm以內(nèi)。
(3)支撐鋼管。支撐鋼管數(shù)量較多,在下料時應(yīng)保證其長度尺寸不得超差,公差小于1 mm,確保其與環(huán)板裝配時間隙的一致性,減小焊接完成之后各層的波浪變形及水平度誤差。
2.2.2制定合理的裝焊工藝來減小變形
(1)預(yù)留抬高量。機(jī)座裝配以齒壓板為基準(zhǔn),調(diào)整齒壓板水平度,依次裝配各層支持鋼管、盒形筋及各層環(huán)板。由于支撐鋼管及盒形筋焊縫較多,為了防止焊后高度方向整體收縮變形,確保裝焊后整體高度尺寸,在裝配時每層環(huán)板抬高量保持在2 mm,總體抬高量不小于5 mm,如圖2所示。
(2)增加整體剛性。為了增加機(jī)座整體剛性,采用6瓣整體組圓裝焊的方法,在各層合縫處搭工藝搭塊并焊牢,使6瓣成為一個整體,增加機(jī)座整體剛性。整體裝配完成后使用拉筋將各層環(huán)板點(diǎn)固焊牢,如圖3所示,同時在每瓣弦長方向用型鋼支撐固定焊牢,減小各瓣的扭曲變形(見圖4),搭牢后再施焊。特別注意的是,機(jī)座翻身施焊時,施焊前也要進(jìn)行整體組圓,并在各層合縫處搭工藝搭塊并焊牢,使6瓣成為一個整體,增加機(jī)座整體剛性。
(3)制定焊接工藝。在裝配時增加了機(jī)座的整體剛度,預(yù)留了收縮變形量,但焊接時如果電流過大或者焊接順序不當(dāng),則扭曲變形無法避免。焊接工藝參數(shù)為:CO2氣體保護(hù)焊,焊絲型號φ1.2CHW-50C6,焊接電流180~250 A,電壓18~23V。施焊時為防止變形,確保最終尺寸精度要求,6名焊工同時分瓣施焊。角焊縫第一層采用小規(guī)范施焊(焊接電流不大于180 A),對于鋼管和盒形筋位置采用上下、左右交替施焊,特別是對于盒形筋位置的長角焊縫,由盒形筋中間向兩邊對稱分段跳躍式退步焊。
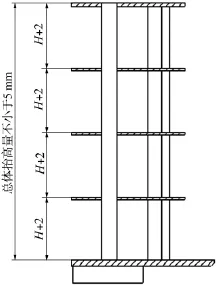
圖2 裝配抬高量
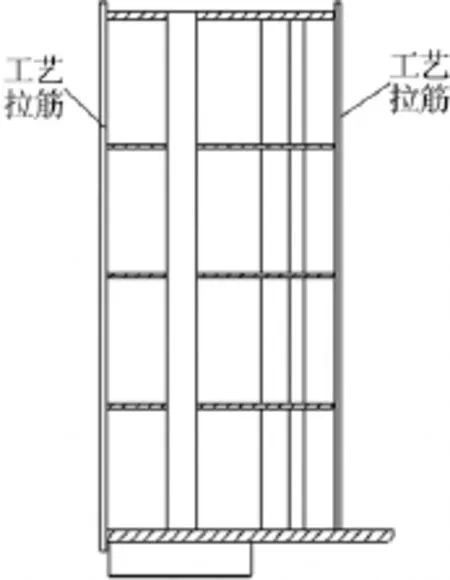
圖3 工藝?yán)?/p>
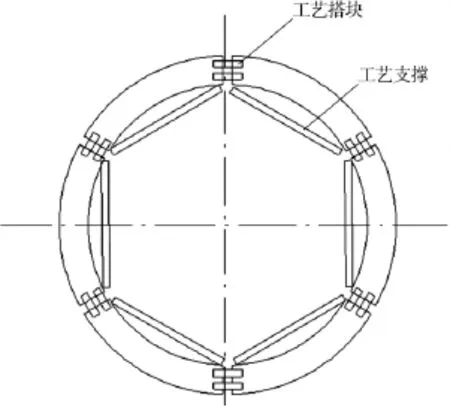
圖4 工藝?yán)罴按顗K布置示意
環(huán)板中各支撐零件焊接完成以后,割除外圓拉筋,裝焊各層之間的外皮。外皮與環(huán)板之間的角焊縫長度較長,焊接時注意焊接順序,需要6名焊工對稱施焊,在進(jìn)行外皮焊接時應(yīng)上下、左右分段跳躍施焊。
4 實(shí)施效果
通過執(zhí)行上述工藝措施,機(jī)座裝焊完成后整體尺寸較好。在制作過程中,隨時保持重要尺寸的記錄和把控調(diào)整。裝配后、施焊翻身后及最終尺寸記錄如表1所示。由表1可知,裝配時總體抬高量5 mm,機(jī)座整體收縮均勻,高度尺寸在圓周方向誤差小于2mm(技術(shù)要求小于5mm),各環(huán)板水平度(平面度)小于3mm,通過最后修割內(nèi)圓保證內(nèi)圓同軸度要求。
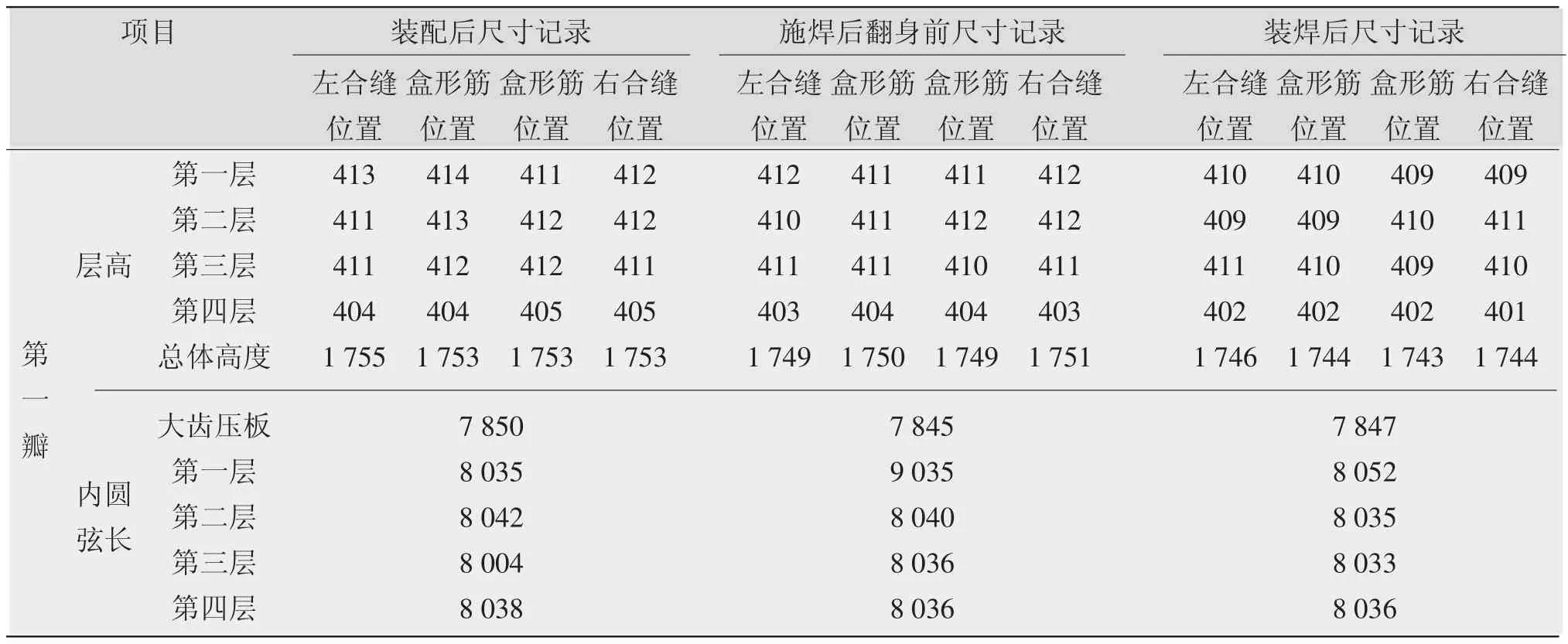
表1 定子機(jī)座裝焊尺寸記錄(部分)mm
5 結(jié)論
實(shí)踐證明,水輪發(fā)電機(jī)機(jī)座裝焊變形的控制主要是通過增加機(jī)座整體剛性,正確選用焊接參數(shù)、合理制定防變形措施和焊接順序。通過制定合理的裝焊工藝并嚴(yán)格實(shí)施,制作完成后均能達(dá)到設(shè)計技術(shù)要求,交檢一次合格。
Welding deformation control of hydro generator stator frame
HOU Yong,YANG Xin,LIU Xinyu,TANG Daolei,GU Bing
(Sichuan EngineeringTechnical College,Deyang 618000 China)
According to stator frame structure analysis of hydraulic turbine generator,this split stator frame with large diameter would be fabricated very difficult meeting the design standards.In order to meet the requirements of the manufacturing technology and avoid size and shape deformation,analyzed the reason of deformation of this kind of stand,corresponding technological measures were put forward from two aspects of assembling and welding,controlled the mounting dimensions effectively,prevented the welding deformation,ensured the quality of the frame assembly dimensions meet the design requirements.From the point of processing plan implementation,program advantage is obvious.
hydro generator;stator frame;deformation control;assembly-welding process
TG457.2+.1
B
1001-2303(2015)11-0158-03
10.7512/j.issn.1001-2303.2015.11.34
2014-08-20;
2015-05-28
侯勇(1971—),男,四川德陽人,副教授,碩士,主要從事焊接結(jié)構(gòu)制造工藝的研究工作。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
