FANUC 32i圓錐插補功能的擴展與應用
2015-11-23 07:15:14德州聯合石油機械有限公司山東253034
金屬加工(冷加工) 2015年16期
■ 德州聯合石油機械有限公司 (山東 253034)
侯祖剛 魏開龍 王澤濤
在FANUC 32i數控系統中,G02/G03指令被賦予更多的功能,除了常規的圓弧插補和螺旋線插補外,通過指定旋轉次數或者每轉的半徑增量值,即可進行平面螺線插補,在此螺線插補的基礎上再增加一個垂直于圓弧平面的直線軸運動,即可進行圓錐插補。圓錐插補的刀具路徑,幾乎適用于所用旋轉曲面的精銑加工,整條路徑由一組規律變化的錐螺旋線組成,路徑中沒有進給速度和進給方向的突然轉變,從下刀到抬刀一氣呵成,刀路行距均勻,簡潔流暢,具有不可比擬的優勢。
FA N U C數控系統早期的0i版本,注重于系統的兼容性和穩定性,一般只配置標準的插補功能,將一些特殊的曲線編程寄托于用戶宏程序的使用與開發。掌握宏程序需要較高的數學知識和邏輯思維能力,令很多編程員望而怯步,無奈之余,只能借助于自動編程軟件。FANUC 32i站在普通用戶的角度,增加了很多實用功能,其中的圓錐插補可以說是一次跨時代的進步,使一些相對復雜的曲線路徑在手工編程中成為現實。以錐螺紋和球窩曲面為例,談談圓錐插補的擴展與運用,希望對大家有所幫助。
1. 錐螺紋
錐螺紋銑削一直是數控編程的難點。與直螺紋的區別在于:螺旋線沿導程方向延伸的同時,半徑因錐角作用逐漸放大或縮小。受此影響,每一圈螺旋線的起點和終點都不在同一圓柱面上,很難用標準的螺旋線插補編程。即使一些主流的編程軟件也沒有什么捷徑,普遍采用等分直線段擬合螺旋線的方法,理論上勉強可以接受。
實際加工中存在一定的輪廓誤差,在線段的連接處,刀具出現短暫的停滯,反映在螺紋牙型表面上,是一圈斷斷續續的接刀痕跡,低配置的數控機床尤為明顯。數控高手各顯其能,靈活運用宏程序推出了很多錐螺紋編程方法,不足之處是必須更改相關的參數,受系統版本和機床性能的限制,存在很大的風險和差異。FANUC32i系統的圓錐插補功能徹底解決了這一難題,螺紋部分一個程序段就可以搞定,數控機床像執行普通螺旋線指令一樣,輕松自如地完成錐螺紋銑削,既省去了軟件編程的長篇大作,又避免了宏程序的復雜運算,有效擴展了手工編程的范圍。
編程格式:G17 G02/G03 X_ Y_ Z_ I_ J_ K_ Q_ L_ F_
X_ Y_ Z_是指錐螺紋終點的坐標值;I_ J_ 從螺旋起點到中心的矢量值,與圓弧插補相同;K_ 螺旋線旋轉一周的高度增減值;Q_ 螺旋線旋轉一周的半徑增減值;L_ 重復次數(不帶小數點的正值);F_ 進給速度;當I/J/K與Q、L發生定義沖突時,可視情況省略其中的兩項。
以圖1特制油管扣為例,設工件上表面與錐孔中心線為G54加工坐標系原點。選用φ 30mm單齒螺紋銑刀,主軸正轉,自下而上順銑加工,程序中的螺紋終點坐標值,按螺距和錐度的整數倍進行圓整處理,省略Q半徑增減值,由系統自動計算,程序如下:
T02 M06;
M03 S1000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z-60 H02; (下刀至螺紋起始深度)
G41 X28.5 Y-5 D02;(啟動刀具半徑補償)
G03 X33.5 Y0 R5 F300;(圓弧切入至螺紋徑向尺寸)
G03 X35.47 Y0 Z3.5 I-33.5 J0 K2.54 L25 F300;(圓錐插補銑削螺紋)
G0 G40 X0 Y0;(在安全高度直接退刀)
G91 G28 Z0;
M5 M30;
銑削螺紋錐孔,與銑削錐螺紋沒有太大的區別,同樣適用于圓錐插補,只不過螺旋線的行距更密一些,此時只需將螺紋銑刀更換為鏜刀或者立銑刀,重新設置圓錐插補的兩個參數即可,注意螺旋線的開始方向改為自上而下順銑,因為螺紋孔的銑削方式與螺紋的旋向無關。順銑的效果要好一些,自上而下加工便于觀察和測量,根據實踐經驗和機床驗證,螺旋線行距K=0.2mm,即可以得到很好的錐孔精度。為了便于裝配和操作安全,螺紋錐孔一般都要求45°倒角,我們可以參照錐孔格式,再增加一段45°圓錐插補,修改Q=K,即可完成孔口倒角(見圖2)。本例中選用φ 30mm立銑刀,自上而下順銑加工錐孔,程序如下:
T01 M06;
M03 S1000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z4.0 H01;
G01 G41 X34.0 Y-5 D01;(啟動刀具半徑補償)
G03 X32.0 Y0 Z-60 I-34.0 J0 K0.2 F500;(圓錐插補銑削螺紋錐孔,省略Q、L值,由系統自動計算)
G03 X27.0 Y-5 R5 F500;(圓弧切出方式退刀)
G0 G40 X0 Y0;(取消半徑補償)
G0 Z1.0; (退刀至安全高度)
G01 G41 X38.2 Y0 F300;(進給至孔口倒角尺寸)
G03 X35.2 Y0 Z-2 I-38.2 J0 Q0.2 K0.2 F500;(圓錐插補銑削45°倒角)
G0 G40 X0 Y0;(取消半徑補償)
G91 G28 Z0;
M5 M30;
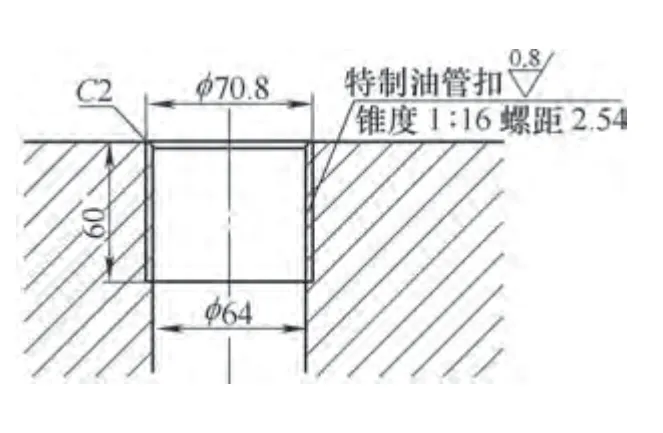
圖1 特制油管扣錐螺紋
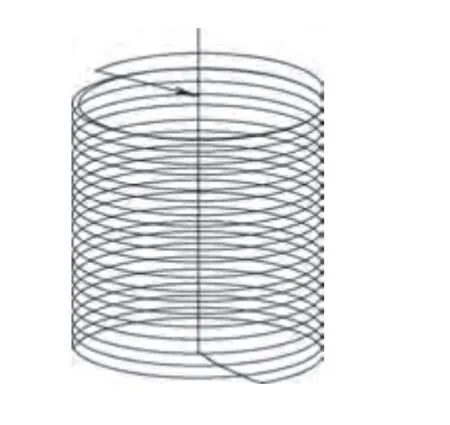
圖2 錐螺紋銑削路徑
經螺紋測量儀和標準扣規雙重檢驗,銑削后的錐螺紋表面精度和各項尺寸均符合圖樣要求,圓錐插補不僅降低了編程難度,加工效率也在原來的基礎上提高了一倍。
2. 球窩曲面
球窩又稱凹形半球面(見圖3),主要應用于鋼球定位和萬向軸連接,工廠多采用數控銑削的方法,用小直徑的球頭銑刀,通過編程路徑去銑削較大直徑的球窩。選擇什么樣的切削方式才能達到光潔圓滑、沒有瑕疵的球面效果,是編程思路的關鍵。MasterCAM編程軟件中,適用于球窩銑削的最佳路徑是流線刀路中的螺旋線切削方式,這是真正意義上的3D等步距加工。可惜的是:軟件采用等分三維線段擬合螺旋線的方法,加工中存在一些弊端。認真研究FANUC 32i系統的圓錐插補功能,與其有著驚人的相似之處,擴展思路,能否靈活應用于球窩曲面的精加工?答案是肯定的。
前面的錐螺紋銑削案例中,圓錐插補中的行距保持不變,半徑也自始至終按固定值增減變化。球窩不同于錐孔,依靠固定的編程格式很難做到,編程的關鍵是解決相鄰兩圈錐螺旋線半徑和深度不斷變化的問題。我們可以將宏程序變量融入圓錐插補,根據球窩曲面的特征,以XOZ平面的切削點起始角度為單位,將流線刀路等分為90圈首尾相連的錐螺旋線,以變量控制圓錐插補中的行距和半徑變化值,即可以達到快捷編程的目的(見圖4)。
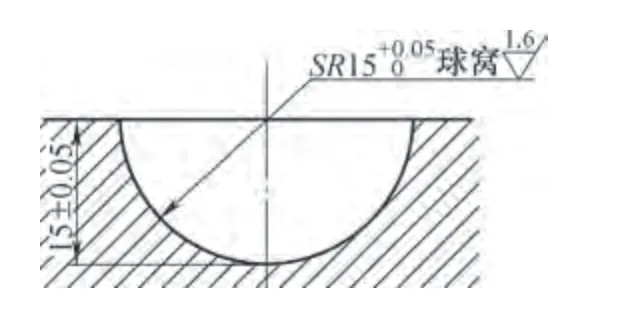
圖3 球窩曲面
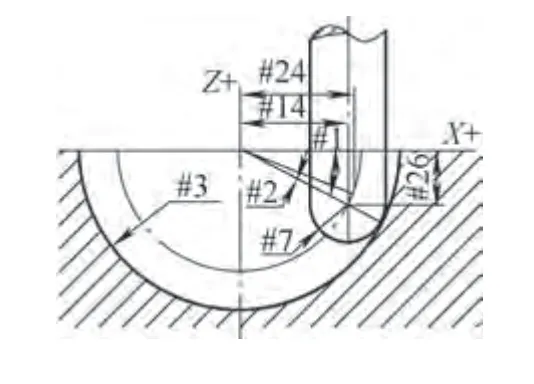
圖4 球窩編程示意圖
以圖3S R15m m球窩為例,選用φ 12mm球頭銑刀,以球心為刀位點直接按刀具運動軌跡編程,設定工件球窩中心為G54坐標系零點,按XOZ平面內切削點起始角度為自變量,由上至下精銑加工,程序如下:
#1=0 (切削點起始角度值)
#2=1 (角度步進值)
#3=15 (球窩半徑)
#7=6 (球頭銑刀半徑)
T01 M06;
M03 S2000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z0 H01;(起始高度)
G01 X[#3-#7-3] Y-3 F300;
G03 X[#3-#7] Y0 R3 F300; (圓弧切入進刀)
N10 #24=[#3-#7]×COS#1;(螺旋線起點X坐標值計算)
#14=[#3-#7]×COS[#1+#2];(螺旋線終點X坐標值計算)
#26=[#3-#7]×SIN[#1+#2];(螺旋線終點Z坐標值計算)
G03 X#14 Y0 Z-#26 I-#24 J0 L1 F300;
(圓錐插補銑削一圈,省略K、Q值,由系統自動計算)
#1=#1+#2; (角度變量遞增)
IF [#1 LE 90] GOTO 10;(終止條件比較)
G91 G28 Z0;
M5 M30;
通過刀具運行軌跡(見圖5)可以看出,圓錐插補沿著球窩圓周方向生成流線切削刀路,可以精確控制曲面的殘脊高度和整體誤差。球頭銑刀以球窩最大半徑方向為起始點,沿錐螺旋線切削至球窩底部。沒有刀具停頓和切削方向的轉變,沒有進刀、退刀留下的痕跡,銑削過程中,球頭銑刀的切削刃始終與球窩加工曲面保持切點接觸,背吃刀量一致,進給速度均勻,就像削蘋果一樣,達到很好的加工效果。編程的巧妙之處在于圓錐插補與宏程序變量的完美結合,在圓錐插補的格式中設置變量,對變量賦值并設定相互之間的數學方程式與邏輯關系,一圈錐螺旋線恰好是一個加工循環,系統有足夠的時間進行處理和運算,程序執行過程更加流暢。經批量加工和追蹤檢驗,球窩輪廓精度和表面粗糙度值全部符合技術要求,創造出很高的經濟效益。
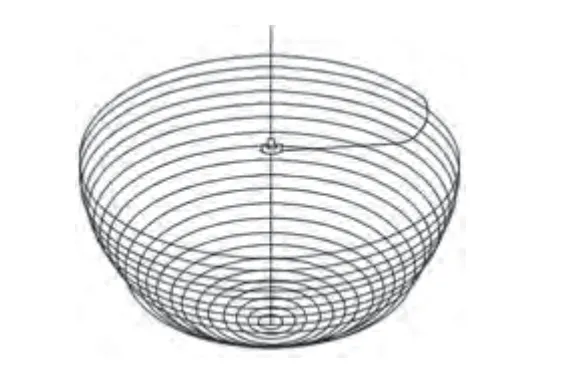
圖5 球窩精加工刀具軌跡
3. 注意事項
圓錐插補過程中,基于系統設置的加減速功能有效,越靠近螺旋中心,進給速度越慢,當螺旋線旋轉一周的半徑增減值較大時,編程時盡量不使用刀具半徑補償,而是直接對刀位點運動軌跡編程,這樣可以避免不必要的錯誤和報警。當程序指定的螺旋線終點位置與系統根據(I/J/K/Q/L)自動計算出的實際位置存在偏差,并超過參數(NO.3471)設定的范圍時,會出現(PS5123)報警,程序停止運行。解決方法:①對圓錐插補中的各項數值進行圓整處理,有關聯的設置盡量保持整倍函數關系。如果指定的圓心矢量 I/J/K與半徑增量值Q及重復次數L存在不可調和的矛盾時,可以省略其中的兩個,由系統自行計算。②在參數(NO.3471)中設定較大的允許偏差值。即使程序中存在一定的計算誤差,也不影響正常運行。
[1] 北京發那科技術中心.FANUC 32I加工中心系統用戶手冊[Z].北京:北京發那科機電有限公司,2010.
[2](美)斯密德.FANUC數控系統宏程序及編程技巧[M].北京:機械工業出版社,2011.
[3] 陳海舟.數控銑削宏程序及應用實例[M].北京:機械工業出版社,2011.
[4] 劉力鍵.數控加工編程與操作[M].北京:清華大學出版社,2007.
