數控機床大修后位置精度的檢測與補償
2015-11-23 07:15:14北京電子科技職業學院100176
金屬加工(冷加工) 2015年16期
■ 北京電子科技職業學院 (100176)
張 麗 莊 嚴 李玉蘭 劉文平
滾珠絲杠螺母傳動副在數控機床上得到廣泛的應用,其作用是將來自電動機的旋轉運動轉化為機床執行部件的直線運動。數控機床進給運動的位置精度,首先依賴各個傳動部件的制造精度,主要是滾珠絲杠螺母傳動副高質量;其次是裝配人員規范操作確保各個裝配步驟的安裝精度。但是只依靠以上兩個方面還不夠,采用先進的測量設備激光干涉儀進行檢測與補償是進一步大幅度提高數控機床位置精度的有效手段。
數控機床的特點是數控系統和機床的有機結合,數控機床位置精度的補償原理正是應用這一點。采用軟件補償的方法,即通過測量出各目標位置的平均位置偏差,將偏差值疊加到插補指令上,從而使誤差得到抵消。一般來說當數控機床加工的零件精度達不到要求時;數控機床經過一年的運行,絲杠各個部分發生了不同程度的磨損,導致其位置精度下降時;或大修的數控機床,特別是絲杠、軸承、導軌和進給電動機重新安裝時用于應用激光干涉儀對數控機床位置進行檢測與補償十分必要。
華中數控系統數控車床CAK3665sj經過大修,Z軸絲杠重新安裝,用激光干涉儀進行Z軸位置精度的檢測與補償。光路布局如圖1所示。
1. 激光光路的準直
(1)準備工作:機床必須調平,之后拆下主軸卡盤,目的是使測量和補償范圍盡可能大,包括加工零件經常使用的部分。

圖1 激光干涉儀檢測數控車床Z軸位置精度
(2)激光干涉儀各部件的安裝與擺放(見圖2):分光鏡和反射鏡安在一起組成干涉鏡組,將其安裝在數控車床的工作臺上,在測量過程中隨工作臺作Z軸方向的移動。將橋尺安放在緊靠主軸的導軌上并調平,放置反射鏡在橋尺上,要求反射鏡、干涉鏡組安裝位置目測高度一致,并在同一Z軸軸線上,反射鏡在測量過程中是固定不動的。根據鏡組的高度安裝三腳架,三腳架必須放置在堅硬的地面上,不能安裝在木質的踏板上。再將激光頭安裝在三腳架上。補償單元安裝在機床側身防護板上,空氣溫度傳感器,可安裝在機床防護板上,材料溫度傳感器,必須安裝在機床本體上。安裝激光頭數據線、傳感器數據線到筆記本電腦,之后打開電腦,運行線性測量軟件。

圖2 光學鏡的擺放
(3)干涉鏡的準直:通過調節使Z軸在整個移動范圍內激光光束始終能擊中干涉鏡上的白色光靶,調節的要點是干涉鏡與激光頭靠近時,調整激光頭的位置,即調節云臺上平移旋鈕和三腳架的高度旋鈕。當干涉鏡與激光頭遠離時,調整激光頭的角度,即調節云臺上扭擺旋鈕和俯仰旋鈕。
(4)反射鏡的準直:移動工作臺,使干涉鏡與反射鏡靠近。調節反射鏡的位置和高度,使從干涉鏡射出的光束射到反射鏡光靶上。取下光靶,通過調節,使Z軸在整個移動范圍內測量光速與參考光束始終能夠重合,并準確返回激光頭回光孔。此時光路準直成功,激光頭上的光強指示燈五盞燈全顯示為綠色。
2. 數控機床Z軸的位置精度的檢測
光路準直成功后,確定測量開始點為-300mm;測量終點為0mm(Z軸參考點)。機床Z軸參考點必須是一個被測量和補償的點,所以測量間隔選定50mm。測量時Z軸應從負方向向正方向運動。根據以上數據編寫程序及定義測量軟件,并滿足五遍測量的要求。
運行測量程序,采集各個點的誤差數值,誤差值就是當前激光讀數與當前目標位置之間的差值,并5遍采集數據。
數據分析,誤差數據曲線如圖3所示,位置精度數據如表1所示。
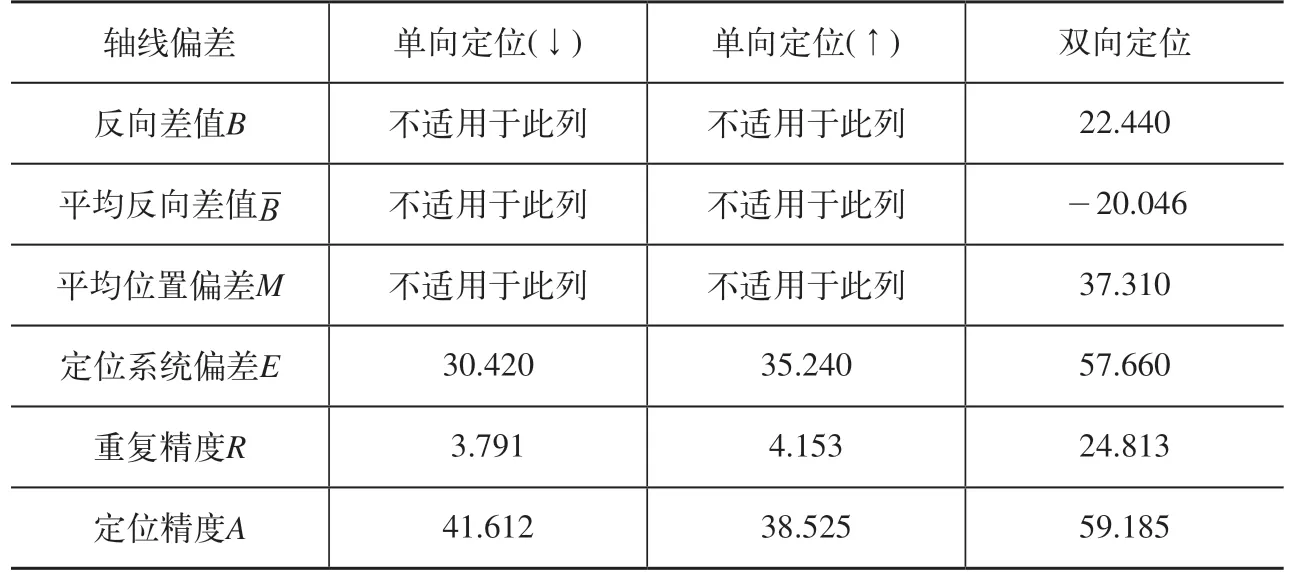
表1 補償前位置精度數據統計 (單位:μm)
3. 生成補償數據
完成生成補償數據的參數定義,圖表類型選擇“均值補償”,選擇依據是從誤差圖形上分析,反向間隙較為均勻。補償類型選擇“絕對值”。相關參數定義如圖4所示。
補償數據如表2所列。
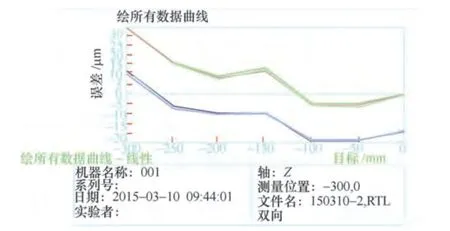
圖3 誤差數據曲線
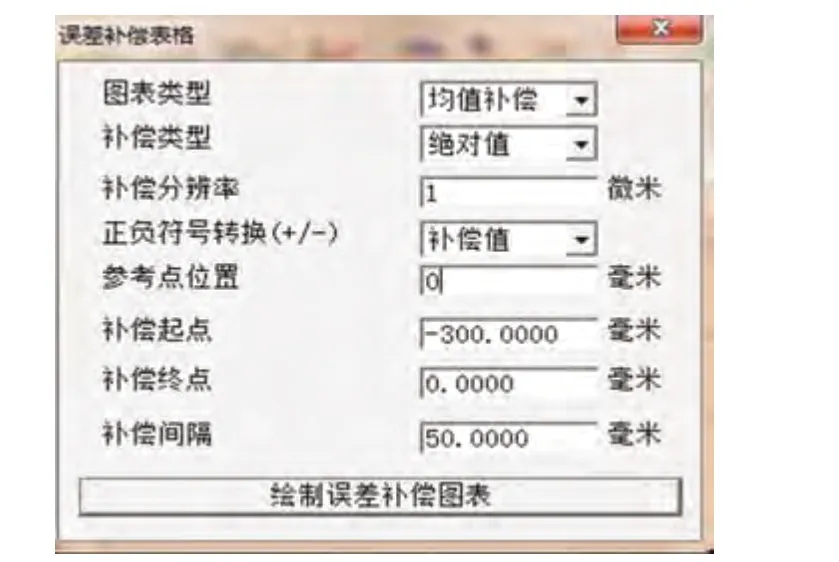
圖4 誤差補償表格
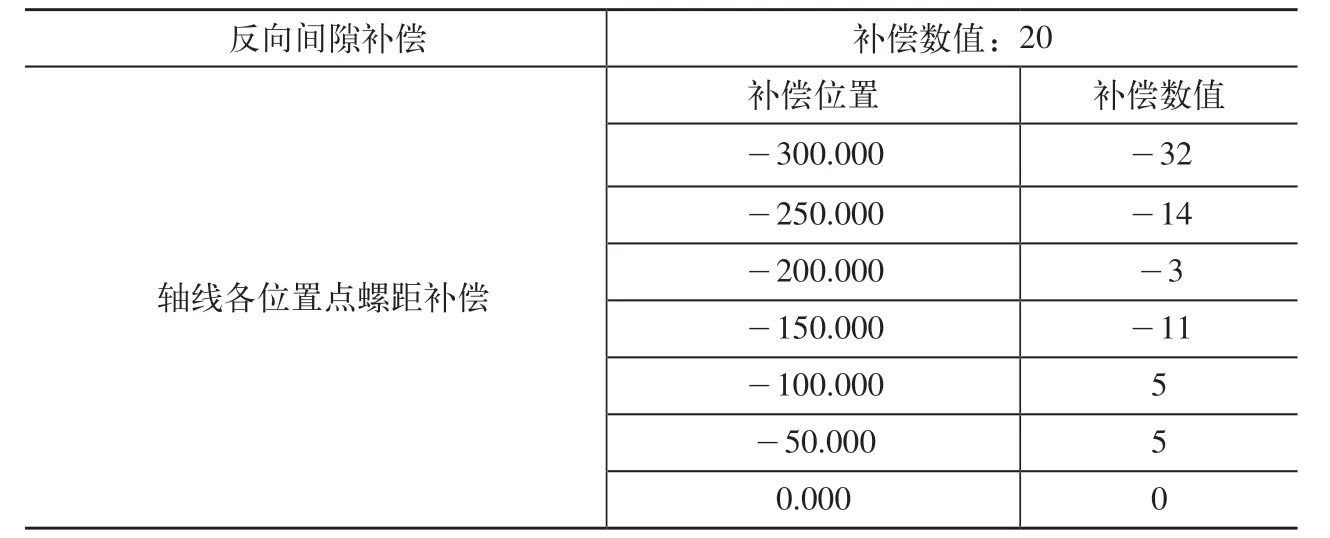
表2 補償數據 (單位:μm)
根據誤差補償圖表,完成華中世紀星系統軸(Z軸)補償參數設置。補償后,再一次檢測數控車床Z軸位置精度,位置精度數據如表3所示。
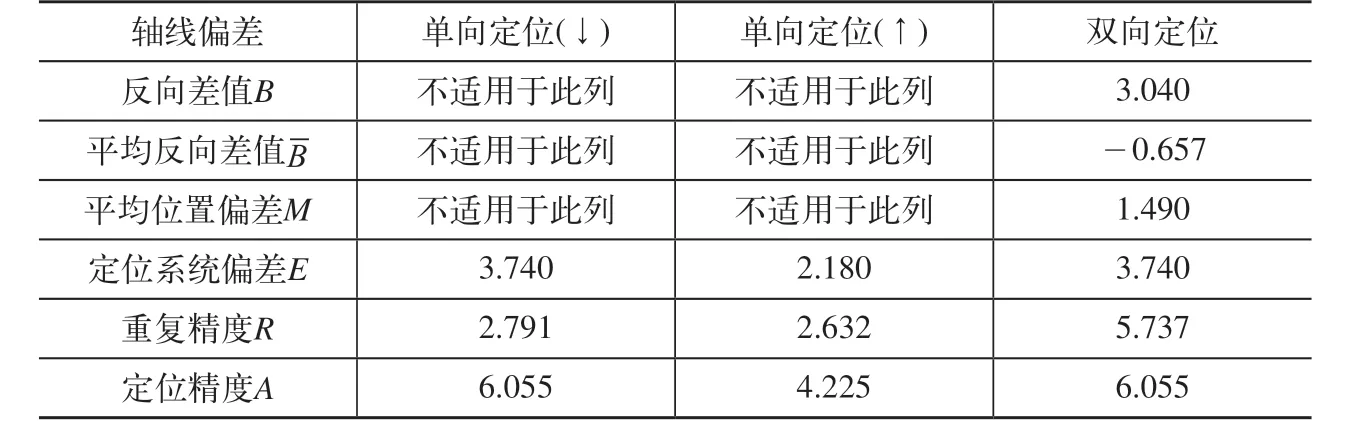
表3 補償后位置精度數據 (單位:μm)
補償前后定位精度、重復定位精度均得到很大的提高。通過補償,數控機床的性能得到極大的改善。發揮出最佳的機床性能。
4. 確保補償成功的操作要點
(1)根據機床的現狀,合理進行光學鏡組的布局。光學鏡擺正,及平行于X軸或Z軸。
(2)三腳架必須放置在堅硬的地面上,不能安裝在木質的踏板上。在目測情況下盡量將激光頭放正,即垂直于數控車床的Z軸。云臺上的位置控制旋鈕預先調至中間位置,這樣可以極大地方便光路的準直工作。
(3)準直干涉鏡的操做要點:當干涉鏡移近激光頭時,調節激光頭的位置,即平移和高度調節;當干涉鏡遠離激光頭時,調節激光頭的扭擺和俯仰旋鈕。
(4)測量時,被測軸必須從負方向朝正方向運行,參考點必須是被測量及補償的點。
(5)合理的選擇“均值補償”和“各自補償”方案。選擇依據是從誤差圖形上判斷,本例反向間隙較為均勻,可以選擇均值補償,否則各自補償效果會更好。
(6)補償數據輸入軸補償參數后,根據系統要求操作機床(重啟或復位)。再一次做位置精度檢測時,增量型編碼器的機床一定要執行返回參考點操作,確保軸補償數據生效。
[1] 華中數控股份有限責任公司. HNC-21數控裝置參數說明書[E]. 武漢:華中數控股份有限責任公司,2006.
[2] Renishaw 公司. 雷尼紹校準產品培訓教材[E]. 英國:Renishaw 公司,2009.
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造技術與機床(2017年4期)2017-06-22 11:18:05
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
