數(shù)控銑削加工技術(shù)的成組化與模塊化
2015-11-23 07:27:24中航工業(yè)航宇救生裝備有限公司湖北襄陽441003
金屬加工(冷加工) 2015年9期
關(guān)鍵詞:工藝
■ 中航工業(yè)航宇救生裝備有限公司 (湖北襄陽 441003)
金 鑫 方 衛(wèi)
現(xiàn)代數(shù)控制造技術(shù)正在從減料加工(切削去料)模式向增料成形(3D打印)模式進展,然而,這種制造技術(shù)還處于實驗室階段,在金屬材料與非金屬材料的堆積技術(shù)、環(huán)境條件、成形精度、零件強度與硬度以及成形零件熱處理等方面還有待探究、完善。在航空機械制造領(lǐng)域,傳統(tǒng)的數(shù)控銑削加工技術(shù)仍處于主導(dǎo)地位。
1. 現(xiàn)狀和問題
作為減料加工模式的高級階段,數(shù)控銑削加工這種計算機輔助制造加工技術(shù)已經(jīng)不是什么新鮮門類了,其現(xiàn)場實用性的靈活特點是毋庸置疑的。然而,現(xiàn)有的制造模式生產(chǎn)準備周期較長、工藝預(yù)案的綜合技術(shù)應(yīng)用處理難度較高等難題是令人非常關(guān)注的。如何才能夠使設(shè)備更好地發(fā)揮效能、揚長避短,切實達到解決實際加工生產(chǎn)問題的及時性和工藝方法的可靠性,從技術(shù)管理中深挖潛力,是必須解決的問題。
2. 解決問題的思路
雖然生產(chǎn)條件在變,但機械加工的基本原理沒有本質(zhì)變化,應(yīng)該說,更需要生產(chǎn)技術(shù)、操作和管理人員實事求是地應(yīng)用、分析,從而使日新月異的技術(shù)運用得到整合而規(guī)范化,使之不再是高不可攀的學(xué)術(shù)理論和試驗室技術(shù),而成為最貼近實際操作的方法。
目前經(jīng)常在專業(yè)電視節(jié)目或新聞報道中看到某型艦船、飛機采用模塊化設(shè)計、制造和改換裝技術(shù),使各項運營周期大幅縮短,經(jīng)濟效益成倍增長。反觀數(shù)控銑削加工,檢視大量加工實踐案例,我們面臨著實際加工條件與所要達到的設(shè)計工藝要求和生產(chǎn)交付節(jié)點有一定差距的問題。因此,專業(yè)整合相關(guān)技術(shù)方法,針對該重要環(huán)節(jié)討論技術(shù)的成組化和模塊化,使之能夠在單項技術(shù)上成組成套,實際運用中以模塊方式靈活拆分、輕松組合,便于生產(chǎn)技術(shù)集約化應(yīng)用。
3. 可行性方案分析與說明
下面圍繞零件加工的現(xiàn)有條件狀態(tài)而衍生的技術(shù)方法進行探討。這里存在著兩個重要因素:零件與工藝方法。零件由毛坯形態(tài)、材料材質(zhì)、目標(biāo)形態(tài)及精度等描述;工藝方法以裝夾方式、加工切削方式及檢測方式等組成。
零件來料的毛坯形態(tài)常見的有圓盤體、圓柱體、矩形實體、平板體、規(guī)則組合體、不規(guī)則異形體及薄壁殼體等;材料材質(zhì)可分為非金屬(膠木、尼龍和復(fù)合材料)、鋁合金、鎂鋁合金、銅合金、低碳鋼、高碳鋼、合金鋼、不銹鋼、鈦合金及耐高溫合金等;目標(biāo)形態(tài)通常有平面、斜面、單一規(guī)則曲面、復(fù)合曲面、二維內(nèi)外輪廓、通孔、盲孔、臺階孔、深孔、及相貫孔等;精度包含形狀精度、位置精度及表面粗糙度等。
圖1~6所示分別為圓盤體、圓柱體、矩形實體、規(guī)則組合體、不規(guī)則異形體及薄壁殼體。工藝方法中裝夾樣式有卡盤式、機用虎鉗、可拆解組合夾具及專用夾具等;切削加工則涵蓋刀具技術(shù)和走刀運用技術(shù),有鉆削、鉸削、鏜削、銑削和攻螺紋等,其中因零件不同的工藝要求可以分解出多種方式方法;檢測方法有通用量具直接檢測、間接換算檢測和高精度計量檢測,也可分為平行尺寸檢測、圓周尺寸檢測和非正交尺寸檢測等。

圖1 圓盤體

圖2 圓柱體

圖3 矩形實體

圖4 規(guī)則組合體

圖5 不規(guī)則異形體

圖6 薄壁殼體
圖7 所示為可拆解組合夾具與異形平板體,圖8所示為異形零件與拼裝組合夾具,圖9所示為專用夾具與異形毛坯。
通過觀察可得出以下各技術(shù)模塊關(guān)聯(lián)圖。
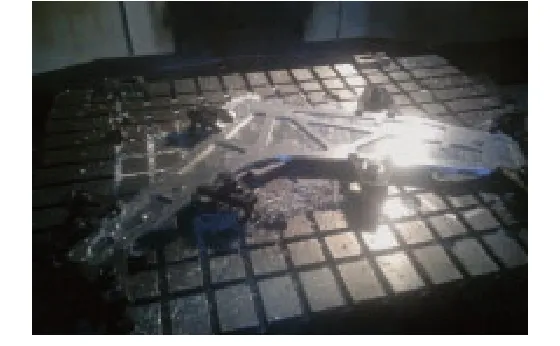
圖7 可拆解組合夾具與異形平板體
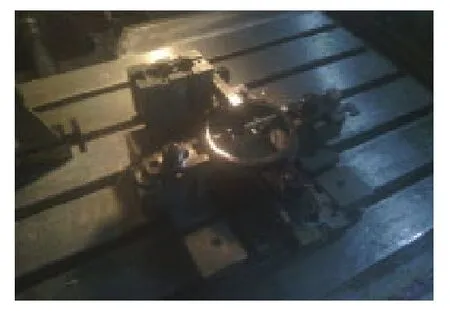
圖8 異形零件與拼裝組合夾具

圖9 專用夾具與異形毛坯
(1)夾具技術(shù)模塊圖:以零件毛坯的不同形狀為對象,分解出各種裝夾方式(見圖10)。
(2)加工技術(shù)模塊圖:因所加工的零件材質(zhì)、毛坯余量、目標(biāo)形態(tài)及精度而產(chǎn)生,形成刀具技術(shù)模塊(類別、制作、刃磨及選配)、切削加工運用技術(shù)模塊(見圖11)。由圖11可以看出工藝加工技術(shù)與零件、刀具系統(tǒng)的基本關(guān)系,說明了刀具技術(shù)模塊的相關(guān)技術(shù)內(nèi)容。附表所示為各個工藝加工技術(shù)模塊與零件常見工藝狀態(tài)的對應(yīng)關(guān)系。
4. 實例剖析
圖表中所述較為粗略,仔細分析則可得更多應(yīng)用技術(shù)節(jié)點、內(nèi)容,如二維輪廓可分為外形輪廓與內(nèi)腔及槽型輪廓,孔系加工可分為全包圍孔系加工和開放式半包圍孔系加工技術(shù),面加工中的擬合覆蓋技術(shù)與刀具選配高效加工技術(shù)等。在零件精度保持和高效加工雙重因素作用下,產(chǎn)生了現(xiàn)代先進刀具制造與應(yīng)用技術(shù)。下面以典型零件為例加以說明。
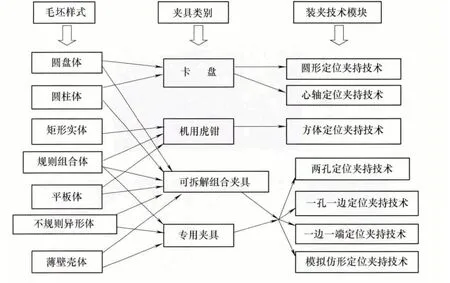
圖10 零件毛坯與夾具技術(shù)關(guān)系圖
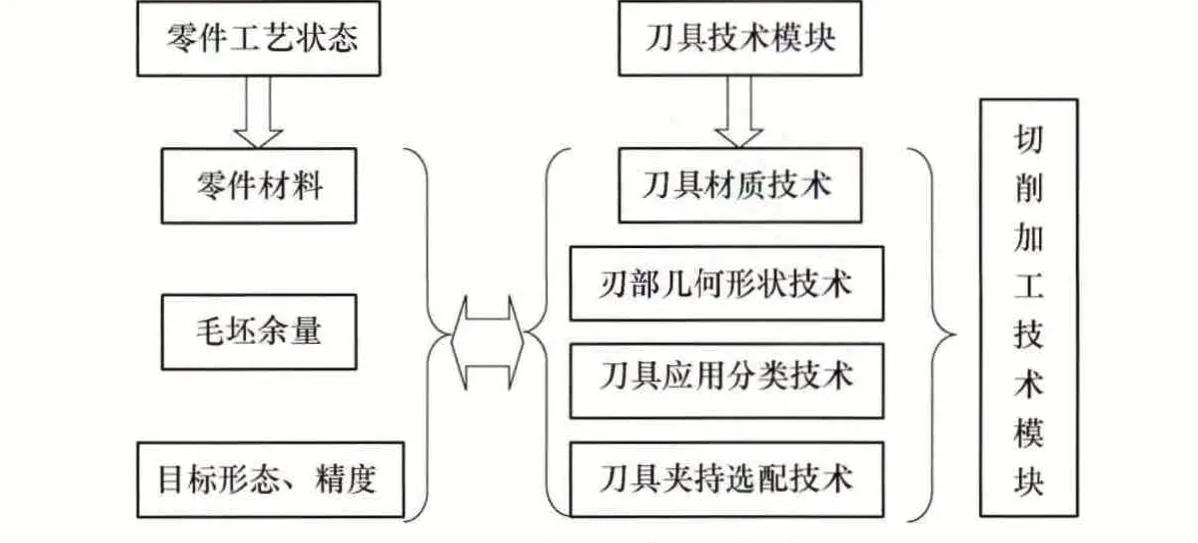
圖11 零件毛坯與切削技術(shù)
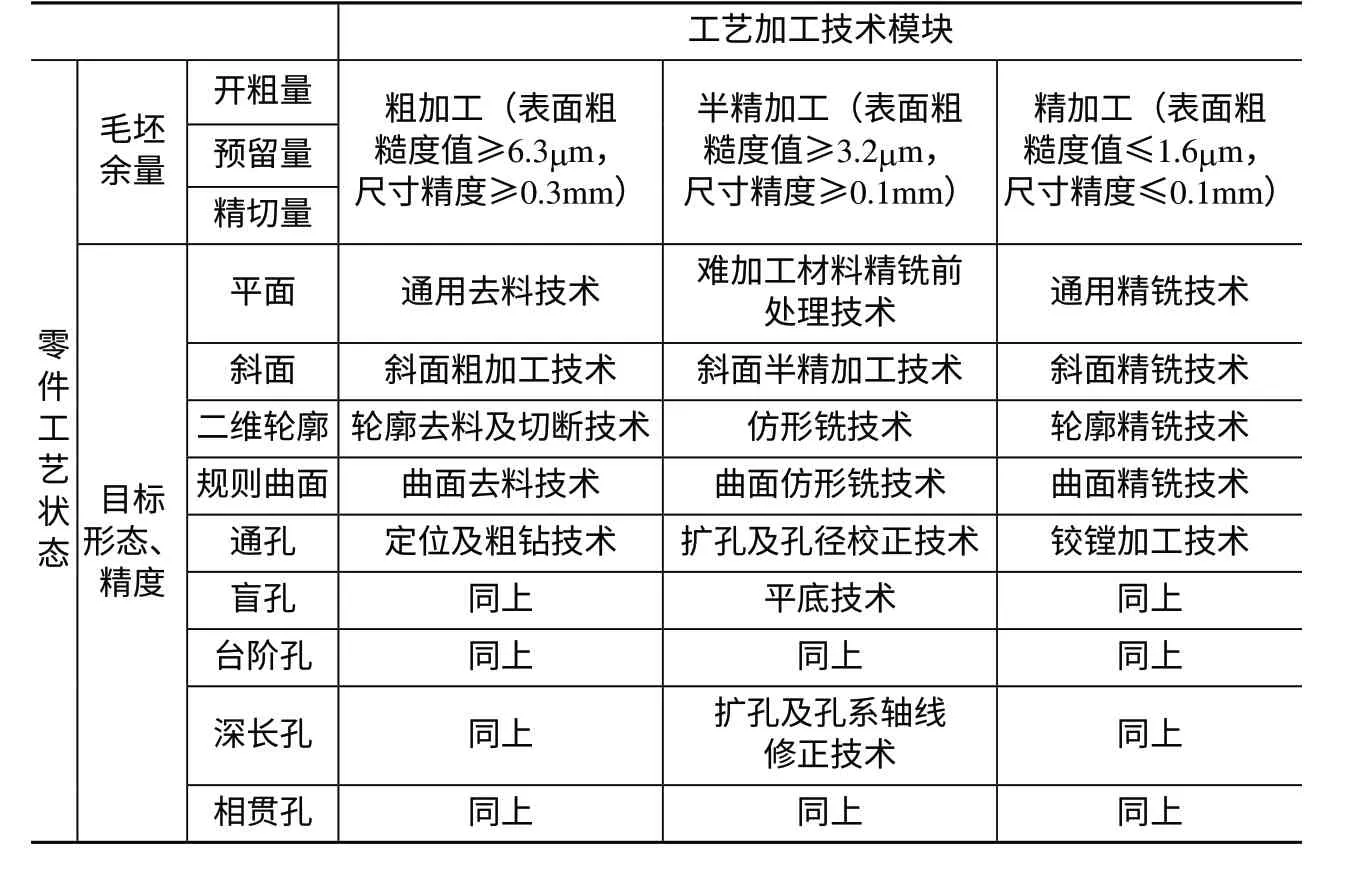
毛坯狀態(tài)與工藝技術(shù)模塊對應(yīng)關(guān)系表
某典型火工零件(見圖12)有以下特點與加工難點:①節(jié)點緊。②批量大(8 000件)。③工藝質(zhì)量要求表面粗糙度值為3.2μm,6個φ11.0mm孔均布,6個φ4.0mm孔均布)。④材料為45鋼。⑤6個φ11.0mm孔、6個φ4.0mm孔為半邊余量。⑥裝夾次數(shù)多(8 000次),操作較慢。零件正、反面分別如圖12b、圖12c所示。零件工藝尺寸如圖13所示。
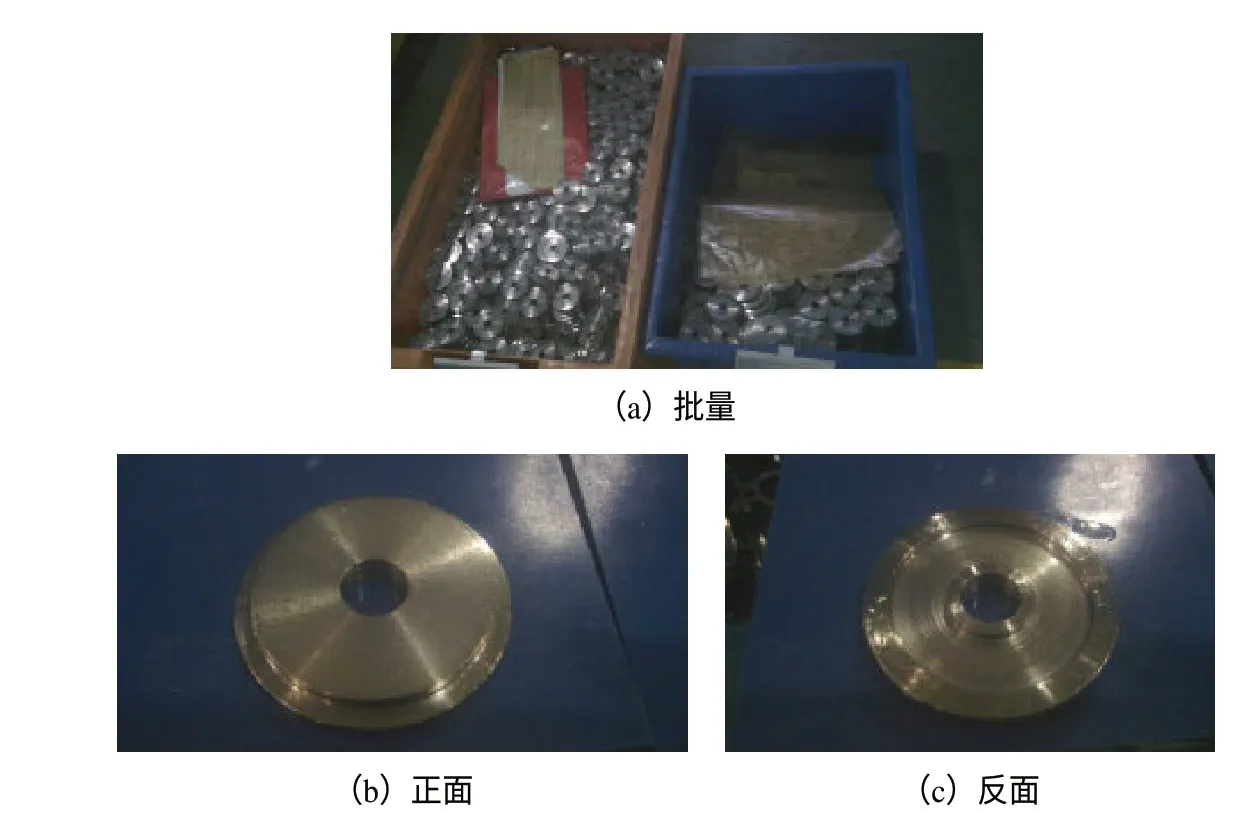
圖12 某火工零件
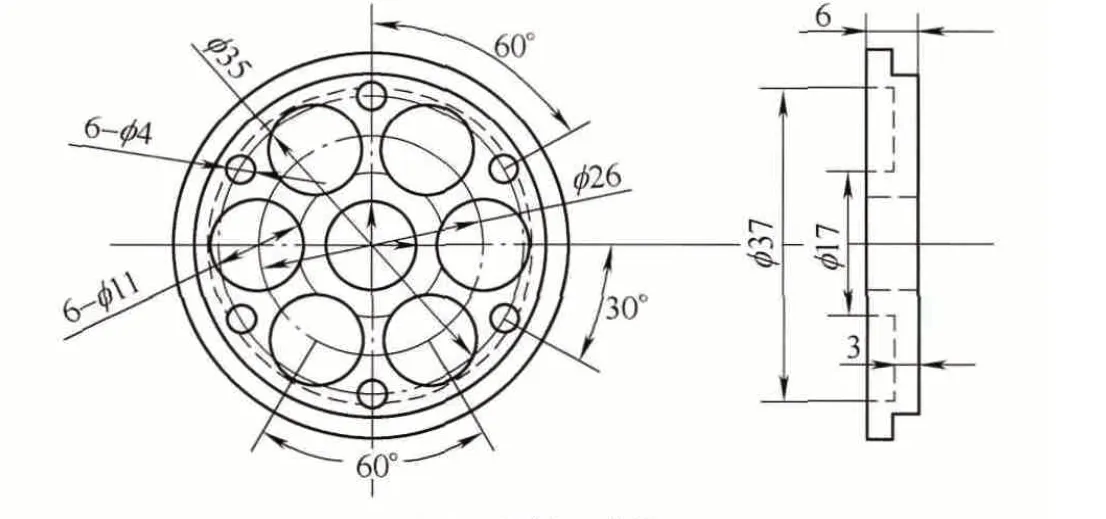
圖13 零件工藝圖
要想保證零件生產(chǎn)質(zhì)量穩(wěn)定,得到可靠的控制,就應(yīng)采取如下加工工藝方案:①運用定位技術(shù),起到定位6個φ 11.0mm、6個φ 4.0m m孔的作用。②采用粗鉆技術(shù),φ3.6~φ3.8mm鉆頭粗制6個φ 4.0mm底孔。由于有半邊余量,鉆頭在半邊切削的反作用力下偏擺,使孔成為橢圓,甚至超差。因此,要預(yù)留精加工余量。③運用擴孔及孔系修正技術(shù),鍵槽銑刀φ 4.0mm擴制6個φ 4.0mm孔。利用此類刀具底齒排屑好、善于制窩下刀以及徑向偏擺小等特點,修正小孔的直線度,并擴孔至尺寸。④運用刀具夾持選配技術(shù),鉆頭φ 11.0mm直接制6個φ 11.0mm孔。其直徑較粗,相對剛性較好,為保證定位精度,用φ 1.5~φ 3.0m m定心鉆,預(yù)鉆定位孔。⑤綜合運用刀具材質(zhì)技術(shù)和切削加工技術(shù),刀具均采用HSS—Co材質(zhì),刀具轉(zhuǎn)速n為400~1 000r/min,切削進給速度F為60~100mm/min。⑥運用圓形定位夾持技術(shù),夾持方式為φ 120~φ 160mm三爪自定心卡盤,自制夾持襯套,避免三爪直接夾持夾傷零件外圓表面(見圖14)。
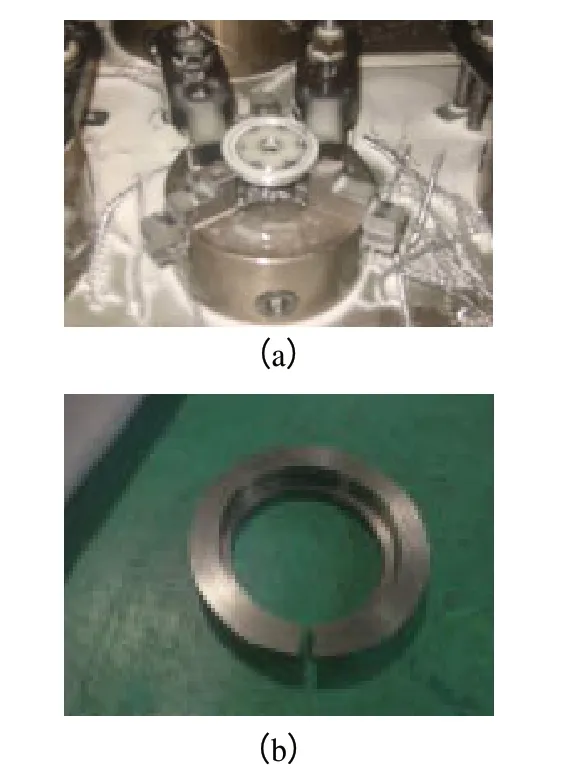
圖14 零件與夾具
為了縮短生產(chǎn)周期,保質(zhì)保量地完成本批任務(wù),分析并采取了以下具體措施。
(1)零件材質(zhì)為45鋼,其切削性能尚可,可以取消定心鉆φ 1.5~φ 3.0mm和φ 3.6~φ 3.8mm鉆頭,這樣既減少了自動換刀時間,又省去了這兩把刀具的切削運行和刃磨換刀時間。
鉆頭φ 11.0m m磨制為三尖鉆,利用其直徑大、剛性好的優(yōu)勢,發(fā)揮三尖鉆的幾何外形功能,自動定心,切削排屑順暢(見圖15)。
圖 15
制6個φ 4.0m m孔時,可以使用鍵槽銑刀φ 4.0 m m 或鉆頭φ 4.1mm,但底齒頂角2ψ 為130°~150°,主要是為了利于孔壁半邊余量的加工,使孔徑偏擺量極小。零件加工效果如圖16所示。
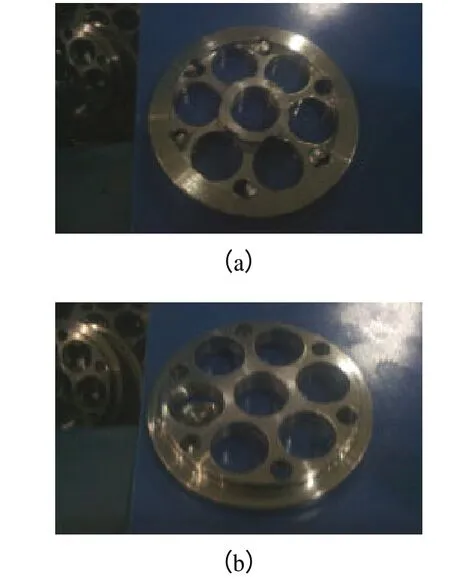
圖16 零件加工效果圖
(2)現(xiàn)有的裝夾方式看起來比較可靠,但均為一次裝夾只能夾持緊固單個零件,既費力又費時。經(jīng)過CAXA電子圖版作圖構(gòu)思,并考慮計算夾持力、夾具強度以及夾具制造效率,運用仿形定位夾持技術(shù)制作了一套專用夾具(見圖17),可以實現(xiàn)一次裝夾多個零件。
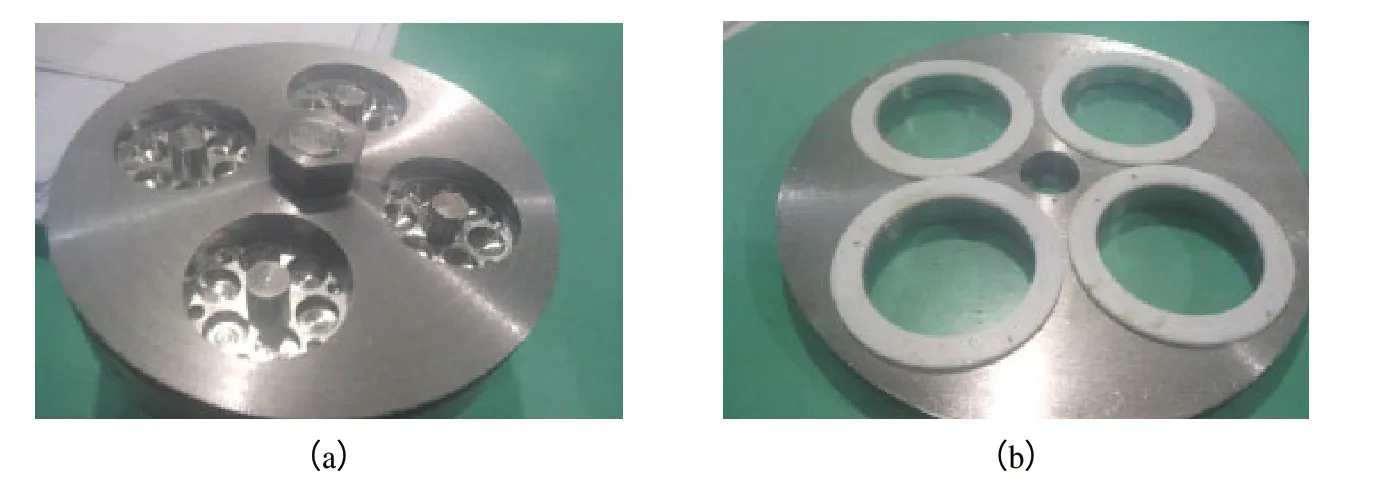
圖17 夾具圖
5. 模塊技術(shù)的信息化整合與共享開發(fā)之展望
正是由于零件毛坯各式各樣,功能設(shè)計需求與工藝要求越來越高,而給予生產(chǎn)現(xiàn)場的加工周期極其有限,在實際工作中需要我們總結(jié)已有的成熟技術(shù),并靈活運用,不斷創(chuàng)新,以滿足行業(yè)和市場發(fā)展的需要,跟上時代的腳步。
因此,我們構(gòu)想建立一個機械加工數(shù)字化智能工藝系統(tǒng)軟件:①各種毛坯形態(tài)、材料、刀具、切削參數(shù)、裝夾定位及工藝要求等相關(guān)的成熟技術(shù)信息匯于其中,分成系列,對應(yīng)編碼。②不僅可以對于某單一型面加工提取調(diào)用專業(yè)工藝加工方案,可以針對一個零件自動制定形成一套完整的成品加工工藝,還可以把材料與刀具、材質(zhì)建立對應(yīng)關(guān)系,以任一項條件輸入即可獲得相應(yīng)的適合的生產(chǎn)條件與切削方式等。③具有開放式后處理開發(fā)功能。④存檔錯誤案例及經(jīng)驗教訓(xùn)說明。
6. 結(jié)語
數(shù)控銑削加工技術(shù)的成組化、模塊化分析與構(gòu)想是數(shù)控加工系統(tǒng)工程的“總工程師”,也是機械加工“應(yīng)用專家”,更是解決實際生產(chǎn)操作問題的“全科大夫”,必將成為數(shù)控加工技術(shù)信息共享的一個重要平臺,實現(xiàn)數(shù)控加工無障礙處理技術(shù)之夢想。只有不懈地進行工藝的規(guī)范化、系統(tǒng)化,產(chǎn)品質(zhì)量、安全操作和高效生產(chǎn)才可能確保得到均衡控制,航空機械制造產(chǎn)業(yè)才有可能得到穩(wěn)步推進和發(fā)展。
[1] 李福生. 數(shù)控機床技術(shù)手冊[M]. 北京:北京出版社,1996.
[2] 王先逵. 機械制造工藝學(xué)[M]. 北京:機械工業(yè)出版社,2006.
[3] 楊可楨. 機械設(shè)計基礎(chǔ)[M]. 北京:高等教育出版社,1989.
[4] 陳家坊. 最新金屬切削加工工藝實用手冊[M]. 上海:金盾出版社,2006.
[5] 陳宏鈞. 金屬切削常用標(biāo)準工具手冊[M]. 北京:機械工業(yè)出版社,2007.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
