
解決高精度轉盤底座形位公差超差問題
2015-11-23 07:14:38沈陽第一機床廠遼寧110023
金屬加工(冷加工) 2015年9期
■沈陽第一機床廠 (遼寧 110023)
王鐵軍 何 松
1. 轉盤底座結構
我廠承擔的SUC8149和 SUC8149d系列產品,是根據汽車行業的發展需要開發的一種高效、高精度曲軸專用數控加工機床。該機床上的轉盤底座與轉盤滑動接觸非常頻繁,故要求其表面淬火。根據機床結構要求,該工件的各項精度要求都非常嚴格。由于其淬火面積很大,容易變形,加工難度很高,一直被列為該產品關鍵零件。該工件裝配后使用方式如圖1所示。下面將詳細剖析切削變形產生的成因及解決辦法,并從工藝優化方面予以重點介紹。
2. 加工過程中出現的問題
SUC8149d//22011L及SUC8149//2211-1//轉盤底座(見圖2),C面平面度、C對A的平行度圖樣要求0.02mm,實測0.08~0.15mm;把壓板面及齒條面與C面的平行度圖樣要求0.03mm,實測0.06~0.12mm;A面平面度圖樣要求0.01mm,實測0.05mm。
加工難度及出現的問題:①由于該種零件R920mm尺寸大,壁薄容易變形,加工難度高。②零件精磨后淬火層不勻,周圍部分無淬火硬度。③把壓板面及齒條面與C面(轉盤上平面)的平行度超差,只能在全序完成后返修保證,零件C面尺寸大,一經走序加工及運輸,就會出現變形,精度超差。
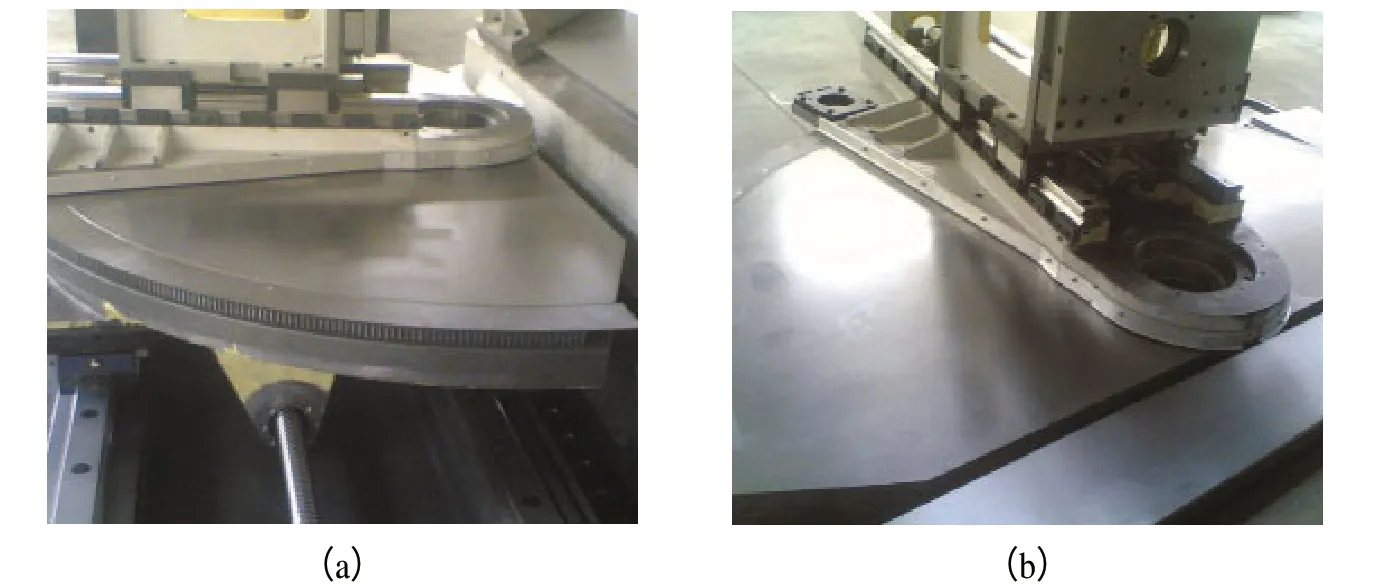
圖1 工件裝配后使用方式圖
3. 原因分析
采用因果圖的方法對形位公差質量問題進行分析,經現場調查、數據統計找出超差的主要原因在于人員、設備、加工工藝、材料和測量等因素(見圖3)。
具體原因如下:①加工工藝不完善,粗、精磨在一起加工,淬火變形問題沒考慮周全。該種零件C面需要大面積的中頻淬火,由于C面面積過大,在淬火后經檢測表面凹陷的程度比較大,一般在3~3.5mm左右,C面的平面度圖樣要求0.02mm,需要磨下去所有的變形量以保證其技術要求。但是一般HT300的中頻淬火層在3.5~4mm之間,磨削量過大,淬火硬度就會消失,中頻淬火也就失去了意義。而且要用磨削的方法去掉這么大的余量。②加工機床設備本身精度超差,不能滿足圖樣要求,設備溫度不恒定。③HT材料時效時間短,零件內部的殘余應力未消除,零件產生變形。④新員工多,技術水平差。⑤檢測平臺精度超差。
4. 采取的措施
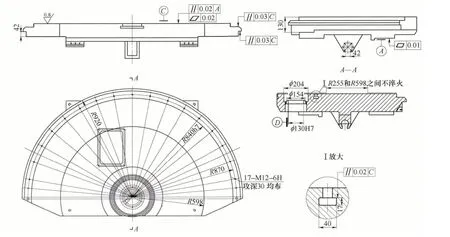
圖2 SUC8149//2211-1//轉盤底座
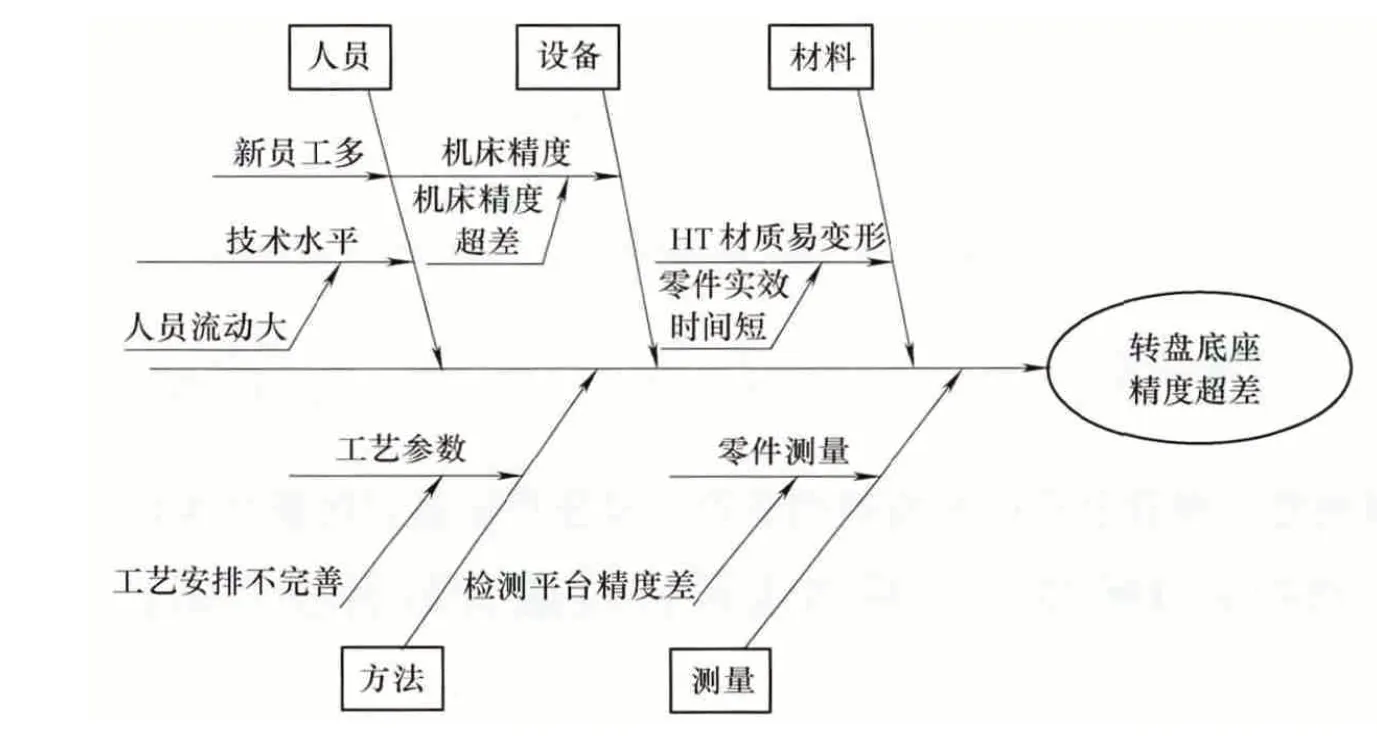
圖 3
采取的主要措施有:①改進加工工藝,合理調整工序,增加仿形工序。②檢修加工設備,使設備達到使用精度標準。③粗加工后注意運輸、時效時間,消除殘余應力,防止變形。④對操作者進行技術培訓,提高加工技術水平。⑤重新調整平臺精度。
5. 措施的實施
對 SUC8149//2211-1零件進行試驗,具體實施過程如下:由檢查員負責對各形位公差的檢驗,找出凹陷規律。所得數據進行比較,作為工藝改進淬火變形加工量依據。
檢查員對 SUC8149//2211-1零件5次檢測的結果如附表所示。
根據檢驗所得數據進行工藝優化如下。
(1)第1次工藝改進:①根據檢驗數據在淬火前進行仿形加工,技術要求中間凸起0.8mm,然后用立車的合金刀切削去掉大部分的變形量,最后粗磨。原粗磨時C面留量,A、B面精磨至尺寸,改為粗磨序C面見平,保證平面度0.05mm。精磨時以C面為基準,精磨A、B面達到圖樣要求,再精磨C面至尺寸。②為解決壓板面及齒條面變形的問題,決定在加工該面時由原工藝要求先精車到尺寸再精磨C面,改為留量半精車,精磨C面后再精車來保證精度要求。③原精車204mm/154mm環形槽及130mm尺寸改為半精車、留量。精磨前加工40m m×17m m尺寸梯形槽。原42mm尺寸開口槽在淬火及粗磨前加工改為淬火粗磨后進行加工。原鉆攻17個M12―H6孔在精磨前改為精磨后,以防止工件變形。④保證人工時效時間,消除殘余應力,防止變形。
(2)第2 次工藝改進:①根據工藝改進后試驗結果不理想,仿形序中凸起量過小。由原0.8mm改進為凸起2.0mm。②檢驗發現精磨前加工40mm×17mm尺寸T形槽會導致變形。把T形槽加工序調改在精磨前消除部分變形問題。原鉆攻17個M12―H6孔在精磨前及先精車后再加工螺紋孔,檢驗發現精車后導致齒條面變形。為防止齒條面變形,工藝改為先加工螺紋孔再精車。

5次檢驗結果表
此外,加工前檢修加工設備,使設備達到使用精度標準,保證加工件精度。保證自然時效時間,消除殘余應力,防止變形。召集運輸、加工此件的相關操作者進行培訓,并明確質量責任。培訓主要講解運輸過程中的注意事項及各關鍵加工工序的裝卡方法等,顯著提高了操作者操作水平。
經過兩次工藝改進后,該兩種零件各項精度符合要求,工藝優化十分成功。
6. 結語
實踐驗證了對于一些特殊零件,在熱處理工序轉換過程中有較大量形變的情況下,可以根據其形變方式及形變量采用仿形加工,減少加工余量及加工時間。在保證零件質量的前提下,最大限度地提高了生產效率,降低了加工成本。
[1] 劉勝永,萬曉航,董兆偉. 切削中殘余應力釋放對工件加工變形的影響[J]. 煤礦機械,2007(2):110-112
[2] 孫建英. 高速切削加工表面殘余
應力研究與控制[J]. 內蒙古科技與經濟,2009(8):111-112
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
