航空膠片處理設(shè)備改造
2015-11-24 13:01:23聶志洋
科技創(chuàng)新導(dǎo)報(bào) 2015年26期
聶志洋

摘 要:航空膠片在處理過(guò)程中可能會(huì)因?yàn)楦鞣N處理?xiàng)l件的變化而造成膠片的不干燥和假性干燥現(xiàn)象,在沒(méi)有即時(shí)發(fā)現(xiàn)這種現(xiàn)象的情況下收卷膠片就可能會(huì)造成膠片粘連事故,一旦這種不可逆轉(zhuǎn)性事故發(fā)生,就會(huì)造成遙感數(shù)據(jù)前期采集工作全部作廢,導(dǎo)致很大的經(jīng)濟(jì)損失。該文通過(guò)科學(xué)的方法,經(jīng)過(guò)具體檢測(cè)和分析,找出可能造成膠片粘連的各種原因,并在不改動(dòng)原設(shè)備電路和功能的前提下,添加一些檢測(cè)手段和采取一些具體的措施并通過(guò)發(fā)明制作的一些機(jī)外附加設(shè)備等具體的改造方案并試驗(yàn)通過(guò),徹底地解決了航空膠片在處理過(guò)程中的粘連問(wèn)題。
關(guān)鍵詞:航空膠片 設(shè)備改造 假性干燥 自動(dòng)收卷 延時(shí)電路
中圖分類(lèi)號(hào):TP311 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2015)09(b)-0120-03
遙感數(shù)據(jù)采集是多個(gè)環(huán)節(jié)組成的,它是通過(guò)遙感平臺(tái)包括氣球、飛機(jī)、人造衛(wèi)星等安放的遙感儀器裝置,接收和記錄物體輻射、反射、散射的信息,常見(jiàn)的有可見(jiàn)光照相機(jī)、紅外照相機(jī)、紅外掃描儀等多種照相。由于前期的遙感數(shù)據(jù)采集過(guò)程中受自然條件的影響,會(huì)造成相機(jī)的曝光條件多變,后期處理中為了彌補(bǔ)這些變化造成的影響,航空膠片處理設(shè)備在正式生產(chǎn)之前,要通過(guò)測(cè)試性處理膠片,然后根據(jù)處理情況綜合給出一些補(bǔ)救措施,包括調(diào)整設(shè)備運(yùn)行速度、溫度、補(bǔ)充率等等。由于設(shè)備處理?xiàng)l件的變化,可能會(huì)造成工作過(guò)程中會(huì)出現(xiàn)因?yàn)槟z片不干燥或假性干燥而造成膠片的粘連問(wèn)題,如果在膠片的處理過(guò)程中膠片出現(xiàn)了上述不可逆轉(zhuǎn)的問(wèn)題,那么前期的工作都將作廢,必須重新來(lái)過(guò),因此會(huì)造成很大的經(jīng)濟(jì)損失,而且延誤工作時(shí)間、加大遙感數(shù)據(jù)采集成本。
1 航空膠片處理設(shè)備烘干部結(jié)構(gòu)和工作原理
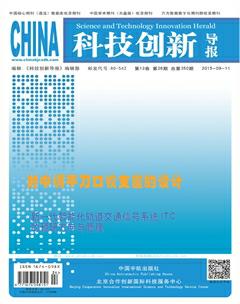
此設(shè)備的烘干部結(jié)構(gòu)(見(jiàn)圖1),它是由高溫加熱器、低溫加熱器、烘干風(fēng)機(jī)以及橡膠擠水滾軸和海綿吸水滾軸等部分組成。其中高溫加熱區(qū)包括有烘干加熱器、烘干風(fēng)機(jī)組成,烘干加熱器是由功率為5kW的加熱絲和型號(hào)為RF145溫度保險(xiǎn)F3組成,該型號(hào)的保險(xiǎn)溫度是145℃耐壓值是250V、最大電流是20A。而低溫加熱區(qū)與之不同的是有上下兩組加熱絲各為2kW,溫度保險(xiǎn)F1和F2選用的是RY128型號(hào)的溫度保險(xiǎn),該型號(hào)的保險(xiǎn)溫度是128℃耐壓值是250V、最大電流是10A,這是為了保護(hù)烘干部的橡膠和海綿傳動(dòng)滾軸而設(shè)置的烘干加熱器溫度上限,如圖1所示。此類(lèi)設(shè)備的烘干加熱是脈沖式加熱,加熱效率是可被編程的:當(dāng)設(shè)置熱效率為50%時(shí),即set % Dryer heat = 50%時(shí),它表示在1s之內(nèi),烘干器加熱0.5s、停止加熱0.5s。如果設(shè)置熱效率為70%,即set % Dryer heat = 70%時(shí),它表示在1s之內(nèi),烘干器加熱0.7s,然后停止加熱0.3s,周而復(fù)始。工作過(guò)程是:當(dāng)膠片在引片的引導(dǎo)下通過(guò)穩(wěn)定藥液后進(jìn)入烘干部高溫區(qū)的橡膠擠水滾軸,通過(guò)擠水滾軸把附著在膠片表面的水分進(jìn)行擠壓,并使片基與藥膜緊密結(jié)合,再進(jìn)入低溫烘干區(qū)的海綿吸水滾軸。膠片在進(jìn)入烘干區(qū)時(shí)高低溫烘干加熱器和烘干風(fēng)機(jī)通過(guò)烘干器排出大量高溫氣體(高溫區(qū)溫度最高80℃,而低溫區(qū)最高不能超過(guò)60℃)對(duì)膠片進(jìn)行干燥處理,膠片干燥后再進(jìn)行收卷。
2 測(cè)試過(guò)程和原因分析
在航空膠片的處理過(guò)程中有時(shí)會(huì)發(fā)生后半卷膠片不干,造成膠片粘連。從理論上分析膠片不干的原因有烘干溫度過(guò)低、烘干部通風(fēng)不暢以及膠片表面附著水太多等多種原因造成的,但是如果烘干部溫度過(guò)高不僅會(huì)造成假性干燥現(xiàn)象,而且還會(huì)造成加熱器溫度保險(xiǎn)F1過(guò)溫保護(hù),使部分加熱器停止工作,反而使烘干部溫度變得更低。所以測(cè)試的目的是測(cè)試出實(shí)際烘干部溫度能達(dá)到并保持溫度的上線值。
在測(cè)試之前首先要對(duì)擠水滾軸、烘干部的各級(jí)風(fēng)機(jī)和過(guò)濾網(wǎng)進(jìn)行了檢查,確保烘干部通風(fēng)良好和擠水滾軸部分工作正常,然后進(jìn)行一系列的烘干溫度測(cè)試。
影響此設(shè)備烘干溫度的因素主要有溫度設(shè)定值和烘干器的加熱效率。以下是采用優(yōu)選法進(jìn)行的烘干部溫度測(cè)試。
表1是測(cè)試結(jié)果,測(cè)試的過(guò)程是先把烘干加熱效率設(shè)為65%、溫度設(shè)定值設(shè)從攝氏56℃、60℃、58℃,59℃依次進(jìn)行測(cè)試,如果烘干部可持續(xù)工作2h以上,被認(rèn)為通過(guò)測(cè)試,結(jié)果標(biāo)記為“持續(xù)工作”。如果測(cè)試過(guò)程中出現(xiàn)烘干部溫度過(guò)溫保護(hù),說(shuō)明烘干部溫度過(guò)高,記錄下從開(kāi)機(jī)到過(guò)溫保護(hù)所用的時(shí)間,以分鐘為單位進(jìn)行標(biāo)記。然后再改變加熱效率為70%,進(jìn)行下一輪測(cè)試。最后的測(cè)試結(jié)果(見(jiàn)表1)。
從表1中得出的結(jié)論是把溫度設(shè)定為58℃、加熱率設(shè)定為75%是最佳結(jié)果,經(jīng)過(guò)長(zhǎng)時(shí)間測(cè)試烘干溫度穩(wěn)定在57℃~58℃左右。但是在隨后的沖洗膠片工作中還是發(fā)現(xiàn)后面超過(guò)10m的膠片出現(xiàn)粘連現(xiàn)象。如果再提高烘干溫度,可能造成烘干溫度過(guò)高,致使溫度保險(xiǎn)F1過(guò)溫保護(hù),烘干溫度會(huì)急劇下降,同樣會(huì)造成膠片粘連。所以結(jié)論是不能再提升烘干溫度。
綜上所述,在不提升烘干溫度的前提下,現(xiàn)在要解決的問(wèn)題是以下幾方面。
(1)要及時(shí)發(fā)現(xiàn)烘干溫度下降(即因烘干溫度保險(xiǎn)過(guò)溫保護(hù)而造成的溫度下降),采取必要措施,防止膠片粘連。
(2)怎樣才能及時(shí)恢復(fù)烘干部加熱。
(3)在不提高烘干溫度的前提下,怎樣才能使膠片干燥,避免發(fā)生膠片粘連事故。
3 改造要求及目的
在不改動(dòng)設(shè)備烘干部分加熱系統(tǒng)的電路和功能等的前提下,增加一個(gè)獨(dú)立的溫度顯示報(bào)警系統(tǒng),通過(guò)它可以及時(shí)觀測(cè)烘干部溫度,通過(guò)它的報(bào)警聲可要及時(shí)發(fā)現(xiàn)烘干溫度異常;當(dāng)溫度保險(xiǎn)過(guò)溫保護(hù)時(shí),要及時(shí)恢復(fù)烘干部加熱;延長(zhǎng)膠片的干燥時(shí)間,利用“高溫物體(高于周?chē)h(huán)境溫度)在降溫過(guò)程中會(huì)蒸發(fā)水分”的原理,以達(dá)到使膠片干燥的目的;實(shí)現(xiàn)膠片自動(dòng)收卷。
4 改造部分設(shè)計(jì)原理
4.1 增加一臺(tái)烘干溫度數(shù)字顯示報(bào)警儀
設(shè)計(jì)制作或購(gòu)買(mǎi)一臺(tái)溫度顯示報(bào)警儀,既可以顯示即時(shí)溫度又可以設(shè)定顯示溫度的報(bào)警溫度值(可以設(shè)置上限溫度和下限溫度報(bào)警值),當(dāng)烘干溫度達(dá)到上限或下限時(shí)報(bào)警儀報(bào)警。
4.2 怎樣及時(shí)恢復(fù)烘干部加熱
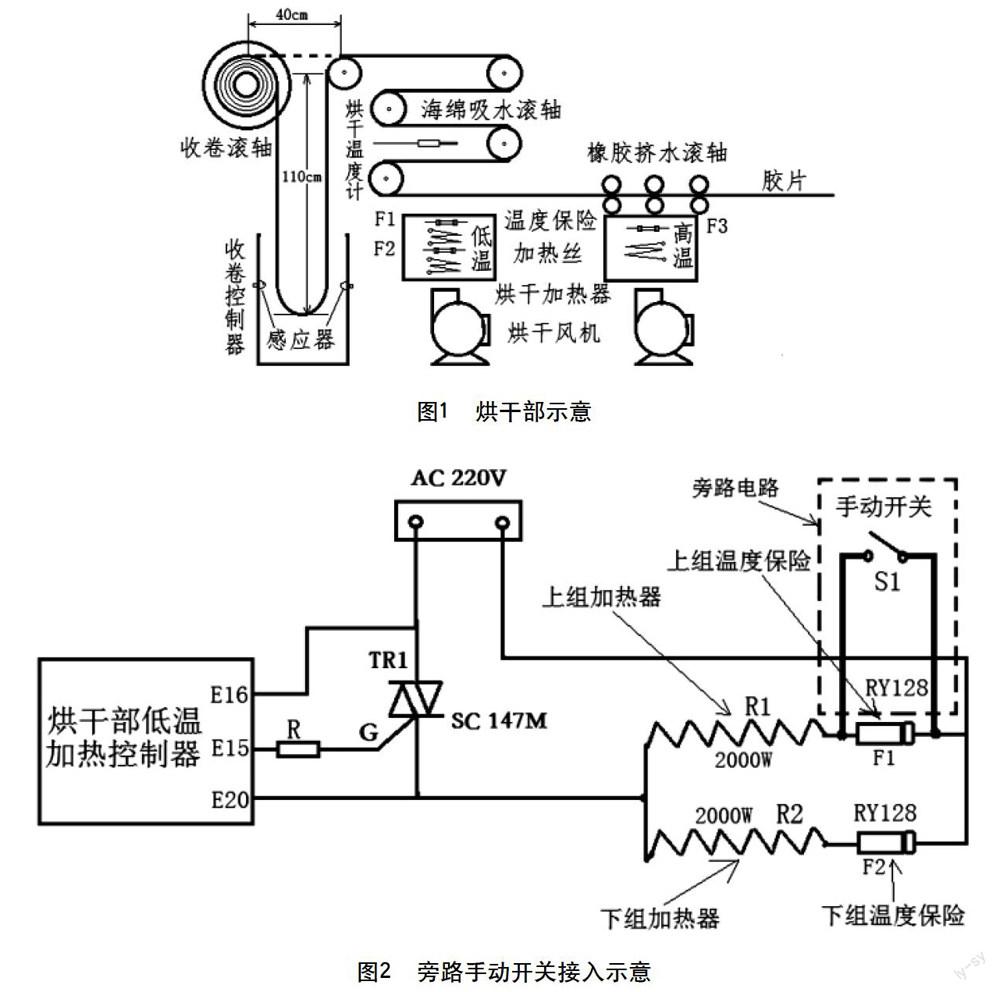
要想及時(shí)恢復(fù)烘干部加熱,就必須恢復(fù)烘干加熱器通電,可以通過(guò)一個(gè)旁路系統(tǒng)給加熱器供電。即通過(guò)一個(gè)旁路手動(dòng)開(kāi)關(guān)(見(jiàn)圖2),當(dāng)烘干溫度低于設(shè)置溫度下限時(shí),這時(shí)溫度報(bào)警儀報(bào)警“溫度低”(即烘干部低溫加熱器溫度保險(xiǎn)過(guò)溫保護(hù)),打開(kāi)手動(dòng)開(kāi)關(guān),通過(guò)旁路電路系統(tǒng)給加熱器供電(見(jiàn)圖2),即可恢復(fù)烘干加熱器加熱。當(dāng)烘干溫度高于設(shè)置溫度上限時(shí),這時(shí)溫度報(bào)警器報(bào)警“溫度高”,這時(shí)一定要斷開(kāi)旁路手動(dòng)開(kāi)關(guān),加熱器斷電,烘干溫度下降。周而復(fù)始通過(guò)手動(dòng)控制烘干加熱溫度在一定范圍內(nèi)波動(dòng),即確保膠片干燥,又防止烘干溫度過(guò)高毀壞海綿滾軸。
4.3 如何延長(zhǎng)干燥時(shí)間
在標(biāo)準(zhǔn)情況下,航空膠片處理設(shè)備的傳動(dòng)速度是1m/min。原設(shè)計(jì)中膠片從烘干部輸出后,只經(jīng)過(guò)不到40cm長(zhǎng)的距離就進(jìn)入收卷滾軸(見(jiàn)圖1),(T=S/V=40×60 /100=24 s)也就是只經(jīng)過(guò)了短短的24s左右的時(shí)間,這時(shí)膠片還沒(méi)有完全冷卻到室溫就進(jìn)入了收卷滾軸。如果膠片是假性干燥可能就會(huì)發(fā)生粘連情況,而造成重大事故。利用設(shè)備的高度,在膠片從烘干部分輸出后,不直接進(jìn)入收卷滾軸,而是使膠片自然下垂形成環(huán)路進(jìn)入發(fā)明制作的機(jī)外附加設(shè)備自動(dòng)收卷控制器,當(dāng)膠片離地面20~40cm時(shí)再返回收卷滾軸(見(jiàn)圖1)這樣可以延長(zhǎng)膠片運(yùn)行長(zhǎng)度2.2~2.4m,延長(zhǎng)干燥時(shí)間132~144s,干燥時(shí)間的延長(zhǎng),使膠片有足夠的時(shí)間冷卻到室溫,足以使航空膠片上殘留的水分蒸發(fā)殆盡。這時(shí)再進(jìn)行收卷,就不會(huì)有膠片粘連的情況發(fā)生。
4.4 怎樣實(shí)現(xiàn)膠片自動(dòng)收卷
利用光電感應(yīng)器的光電效應(yīng),當(dāng)膠片下垂環(huán)路離地面20~40cm時(shí),會(huì)遮擋感應(yīng)器(見(jiàn)圖1),使感應(yīng)器反饋給自動(dòng)收卷控制電路一個(gè)感應(yīng)電信號(hào),再通過(guò)延時(shí)電路的調(diào)控,給驅(qū)動(dòng)電路一定時(shí)長(zhǎng)的驅(qū)動(dòng)信號(hào),驅(qū)動(dòng)收卷電機(jī)工作、收卷膠片。
5 改造電路設(shè)計(jì)原理和原理圖
5.1 數(shù)字式溫度報(bào)警儀
通過(guò)網(wǎng)上調(diào)研查詢(xún)最后購(gòu)買(mǎi)一臺(tái)高精度數(shù)字式溫度報(bào)警儀,采用獨(dú)立的電源,電源電壓為220V,顯示方式為4位LED紅色發(fā)光管,測(cè)量范圍-50℃~+120℃,分辨率為 0.1℃,誤差值上下2℃。可以設(shè)定上限報(bào)警溫度和下限報(bào)警溫度,當(dāng)被測(cè)溫度超過(guò)上限溫度或者下限溫度的時(shí)候儀表會(huì)發(fā)出報(bào)警聲,同時(shí)對(duì)應(yīng)的指示燈閃爍。
5.2 旁路手動(dòng)開(kāi)關(guān)原理圖
5.2.1 零件選擇及作用
導(dǎo)線選擇的是鐵佛龍耐高溫1.5mm2的絞合鍍銀線,額定電壓是600V,額定電流是15A,工作溫度是-80℃~+250oC。另外加套石棉套管,導(dǎo)線長(zhǎng)度為80cm兩根。開(kāi)關(guān)使用的是額定電壓是277V,額定電流是16A的雙極波動(dòng)開(kāi)關(guān)。旁路手動(dòng)開(kāi)關(guān)電路原理圖,如圖2中虛線部分所示,波動(dòng)開(kāi)關(guān)通過(guò)兩組導(dǎo)線,與溫度保險(xiǎn)F1并聯(lián)。
5.2.2 電路工作原理和原理圖
通過(guò)圖2了解一下烘干部低溫加熱器工作原理,烘干部低溫加熱器主要包括:烘干部低溫加熱控制器、雙向可控硅TR1、兩組2000W加熱絲R1和R2、以及兩個(gè)溫度保險(xiǎn)F1和F2,兩組加熱絲和兩個(gè)溫度保險(xiǎn)分別組成上組加熱器和下組加熱器,上組溫度保險(xiǎn)在整個(gè)加熱器的最上端如圖1所示。另一部分就是增加的旁路手動(dòng)開(kāi)關(guān)部分,即圖2中的虛線部分,它是由兩條耐高溫導(dǎo)線和一個(gè)波動(dòng)開(kāi)關(guān)S1組成。波動(dòng)開(kāi)關(guān)S1通過(guò)兩條導(dǎo)線與溫度保險(xiǎn)F1并聯(lián)。
烘干加熱工作過(guò)程是:當(dāng)烘干部低溫加熱控制器的E15端給雙向可控硅TR1的G端一個(gè)高電平,雙向可控硅TR1導(dǎo)通,加熱絲R1和R2通過(guò)F1和F2(并聯(lián))開(kāi)始加熱,當(dāng)?shù)蜏丶訜峥刂破鞯腅15端給雙向可控硅TR1的G端為低電平這時(shí)雙向可控硅TR1不導(dǎo)通,加熱絲R1和R2停止加熱。
當(dāng)烘干溫度過(guò)高時(shí),上組加熱器上的上組溫度保險(xiǎn)F1燒斷,烘干溫度會(huì)急劇下降,當(dāng)溫度下降到溫度報(bào)警儀設(shè)定的下限溫度的時(shí)候儀表會(huì)發(fā)出報(bào)警聲,同時(shí)對(duì)應(yīng)的LO指示燈閃爍。這時(shí)要及時(shí)撥動(dòng)旁路手動(dòng)開(kāi)關(guān)到“加熱”位置(見(jiàn)圖2),波動(dòng)開(kāi)關(guān)S1導(dǎo)通,對(duì)溫度保險(xiǎn)F1形成短路,使加熱絲R1恢復(fù)通電加熱,烘干溫度逐漸上升,使膠片保持干燥。當(dāng)烘干溫度高于溫度報(bào)警儀設(shè)定的溫度上限時(shí),為保護(hù)烘干部海綿滾軸而設(shè)定的溫度上限,溫度報(bào)警儀也會(huì)發(fā)出報(bào)警聲,同時(shí)對(duì)應(yīng)的HI指示燈閃爍,這時(shí)一定要及時(shí)撥動(dòng)旁路手動(dòng)開(kāi)關(guān)到“斷開(kāi)”位置(見(jiàn)圖2),波動(dòng)開(kāi)關(guān)S1斷開(kāi),加熱絲R1停止加熱,烘干部溫度不再繼續(xù)上升,以保護(hù)烘干部海綿滾軸不會(huì)因?yàn)楦邷囟軗p。
在整個(gè)膠片沖洗完成之前,操作人員一定要密切監(jiān)視烘干溫度報(bào)警儀,根據(jù)烘干溫度報(bào)警儀的警示和烘干溫度的具體情況,及時(shí)操作波動(dòng)開(kāi)關(guān)S1,以保證烘干溫度在一定的范圍內(nèi)波動(dòng)(50℃~62oC),既能使膠片干燥又能保證海綿滾軸不受損害。
5.2.3 自動(dòng)收卷系統(tǒng)電路設(shè)計(jì)原理圖
(1)電子元件選擇及作用。
首先發(fā)射管選用的是GL514紅外線發(fā)光二極管,通過(guò)VR1 100Ω可變電阻和R1 35Ω電阻提供給發(fā)射管一個(gè)可調(diào)節(jié)的電壓,發(fā)射管發(fā)射亮度可通過(guò)VR1調(diào)節(jié)。接收管選用的是PT550光敏三極管,通過(guò)電阻R2 1KΩ給Q1集電極提供電壓。數(shù)字驅(qū)動(dòng)是74LS387與非門(mén)/驅(qū)動(dòng)芯片,電阻R3 3.3KΩ和R5 3.3KΩ給74LS38與非門(mén)的1腳和4腳提供一個(gè)高電平。延時(shí)電路是以NE555芯片為核心的RC延時(shí)電路。由三極管2SC1815和二極管1N4148以及4.7微法電容構(gòu)成電容倍增器,二極管4148起到穩(wěn)壓保護(hù)作用,而1815的放大倍數(shù)是在450左右,那么就相當(dāng)于450×4.7=2115uF的電容。可變電阻VR2的阻值是10k。RC延時(shí)電路的延時(shí)時(shí)間近似算法T≈RC=10000×2115×10-6≈21.15 s,也就是說(shuō)收卷控制器的每次收卷時(shí)間的可調(diào)范圍是從00~21.15s,我們需要的收卷時(shí)長(zhǎng)是在5~8s之間最合適。R6 3.3KΩ和D3 LED發(fā)光管組成了監(jiān)測(cè)電路。而SSR是一個(gè)4~7V控制端,交流輸出電流是2A的固態(tài)繼電器,由它驅(qū)動(dòng)收卷電機(jī)。
(2)電路工作原理。
如電路原理圖(見(jiàn)圖3)中,電路通電后,發(fā)光二極管D1就處于工作狀態(tài),在沒(méi)有遮擋的情況下光敏三極管Q1處于導(dǎo)通狀態(tài),U1的2腳輸入的就是低電平,U1的3腳輸出高電平,NE555的輸出端3腳就是低電平,U1的第6腳就是高電平,固態(tài)繼電器SSR處于高阻抗?fàn)顟B(tài),收卷電機(jī)不工作。當(dāng)膠片形成的環(huán)路遮擋住感應(yīng)器時(shí),Q1斷開(kāi),U1的2腳輸入高電平、3腳輸出低電平,NE555芯片的2腳輸入低電平、輸出端3腳高電平,D3指示燈亮(LED發(fā)光管),U1的5腳高電平、6腳低電平,SSR處于導(dǎo)通狀態(tài),收卷電機(jī)工作。這時(shí),RC延時(shí)電路工作,電容Ct充電,當(dāng)電容充電完成后,三極管Q2截止,NE555芯片的6腳就為高電平、這時(shí)3腳輸出為低電平,固態(tài)繼電器SSR轉(zhuǎn)換為高阻抗?fàn)顟B(tài),收卷電機(jī)停止工作。
(3)選擇電機(jī)驅(qū)動(dòng)控制點(diǎn)和控制方式。
在不改動(dòng)原設(shè)備電路的情況下,要完成控制收卷電機(jī)的工作,控制點(diǎn)的選擇和控制方式很重要。筆者選擇的控制點(diǎn),巧妙地利用了原設(shè)備收卷電機(jī)的手動(dòng)開(kāi)關(guān),當(dāng)手動(dòng)開(kāi)關(guān)處于關(guān)閉狀態(tài)時(shí),正是需要的收卷自動(dòng)控制器的自動(dòng)控制狀態(tài)(見(jiàn)圖4)。這樣,控制電路只是起到開(kāi)關(guān)的作用,既不改變?cè)O(shè)備的電路部分,也不影響原設(shè)備的任何功能。而在控制方式上,采用的是可調(diào)整延時(shí)時(shí)間控制的固態(tài)繼電器(SSR)開(kāi)關(guān)電路,在電源上與原設(shè)備完全隔離,但是固態(tài)繼電器的交流端連接的仍然是原設(shè)備的驅(qū)動(dòng)收卷電動(dòng)的相線,這樣就不會(huì)存在相線接錯(cuò)的問(wèn)題了。
6 實(shí)際應(yīng)用中的效果
航空膠片處理設(shè)備改造后,經(jīng)過(guò)一年多的使用,設(shè)備在實(shí)際工作中運(yùn)行穩(wěn)定,工作狀態(tài)良好,設(shè)備原有功能沒(méi)有受到任何影響。新加功能操作方便,各項(xiàng)技術(shù)指標(biāo)達(dá)到了設(shè)計(jì)要求,具有很高的實(shí)用價(jià)值,使用效果非常顯著,徹底杜絕了膠片粘連問(wèn)題,減輕了工作人員的壓力,提高了工作效率。
7 結(jié)語(yǔ)
像航空膠片處理設(shè)備這樣的專(zhuān)用設(shè)備在實(shí)際應(yīng)用中因?yàn)榍捌诠ぷ髦械臈l件和要求不同,在后期處理中可能會(huì)有各種各樣的問(wèn)題出現(xiàn),這就需要采用科學(xué)的態(tài)度和方法去對(duì)待每一個(gè)問(wèn)題,通過(guò)科學(xué)地分析、檢測(cè)和試驗(yàn),找出可能造成膠片粘連的各種因素,通過(guò)采取各種不同的方法和措施去針對(duì)具體的問(wèn)題。一旦出現(xiàn)這些因素就有具體的措施進(jìn)行應(yīng)對(duì),保證設(shè)備的正常工作,就能徹底杜絕各種原因造成的膠片粘連問(wèn)題。
參考文獻(xiàn)
[1] COLEX IMAGING INC.(COLEX影像公司)航空膠片滾軸式傳送處理設(shè)備維修手冊(cè)[S].
[2] FUJI PHOTO FILM CO.,LTD. (富士膠片影像有限公司)富士膠片處理設(shè)備維修手冊(cè)[S].
[3] 吳琦,劉遙,李果.555電路中電容對(duì)延時(shí)的影響源[J].質(zhì)量與可靠性,2011 (3):16-19.
[4] 劉連福,許文林.高等數(shù)學(xué)[M].北京:中國(guó)農(nóng)業(yè)出版社,2007.
[5] 夏正斌,涂偉萍,楊卓如,等.聚合物涂膜干燥研究進(jìn)展華南理工大學(xué)化工所[J].化工學(xué)報(bào),2001(4):283-287.