風電機組塔架焊接質量控制
2015-11-25 09:45:16周意普徐帆夏贏譚楊
風能 2015年8期
文|周意普,徐帆,夏贏,譚楊
風電機組的風輪及機艙通過塔架支撐離地一定高度,以捕獲更多的能量。作為風電機組的主要承重構件,塔架的質量可靠性至關重要。圓錐鋼管塔架是目前我國生產的主流塔架形式,由鋼板焊接而成,焊接工藝對塔架質量起決定性的作用。確保焊接通過最為有效的方式實施,對焊前準備、焊接過程、焊后缺欠處理等各方面進行控制,才能有效保證塔架的焊接質量。
焊前準備
當前國內塔架制造廠家的水平參差不齊,專業的焊接技術人員比較缺乏,從事焊接工藝工作的技術人員大多非焊接專業出身,塔架焊接質量控制存在一定的風險。因此焊接準備工作在很大的程度上影響到塔架的焊接質量。焊前應仔細分析人員、設備、環境等各方面的影響因素,為焊接工作的開展做好充分準備。
一、人員要求
焊接技術人員和操作人員的質量意識、專業水平和責任心都會對塔架的焊接質量產生直接影響。要求操作人員具備相應焊接操作資格,技術人員也應具備焊接工程師及無損檢測資質。焊工在實際焊接過程中起關鍵的作用,焊前對焊工身體狀態、情緒等進行有效管理是十分必要的。對具備資質的焊工,也要采取措施,進行繼續培訓,不斷提升其焊接水平。對于發現的焊接質量問題,工程師要組織技術、質量、操作員工進行認真的分析,找出問題的根源,避免問題重復出現。對于典型的問題,要形成質量案例,供單位內部學習,不斷提升焊接團隊的整體水平。
二、設備和材料要求
塔架筒體的任意局部表面凸凹度、直線度等都有明確的要求,必須使用保證尺寸精度的設備,如數控切割機、卷板機、自動埋弧焊機、可調式焊接滾輪架等。對焊機等設備要進行日常的點檢保養工作,確保設備處于正常狀態。
塔架主體材料一般采用Q345 鋼板,內部附件一般選用Q235 鋼材。根據焊接方法不同參考表1 選用相應的焊材。焊材必須嚴格按照材料說明書的要求進行保管和烘干,確保焊料質量的可靠性。
三、焊縫工藝評定
焊接工藝評定是最重要的焊接資料,是保證施工質量必不可少的環節。國內的塔架制造商也陸續將塔架出口海外,因此焊接評定標準涉及中國標準、歐洲標準、ISO15614 及美國ASME 標準。國內塔架一般要求按照標準NB/T47014-2011 進行焊接工藝評定,根據風電機組塔架的焊接特點,進行埋弧焊的焊接工藝評定;必要時需要進行CO2氣體保護焊的工藝評定。
過程質量控制
一、焊接工藝制定
(1)焊接接頭設計
圓錐鋼管塔架各段鋼板厚度規格不一,為了不干擾焊縫應力分布,應盡可能避免焊接截面上有突變的接頭。針對塔架非等厚截面的對接焊縫,一般采用兩鋼板外側對直的方式。如圖1 所示,為減緩應力集中,當兩板厚度差大于最小鋼板厚度的30%時(S2-S1>30%S1),厚板一側進行削薄處理,加工成斜率<1:4 的過渡段。實際作業過程中,為了保證焊縫的成型質量和美觀,當兩鋼板厚度差>3mm 時,即進行厚板削薄過渡處理。同時,塔架外壁平整也適應美觀和防腐的要求。

表1 焊接材料選用表
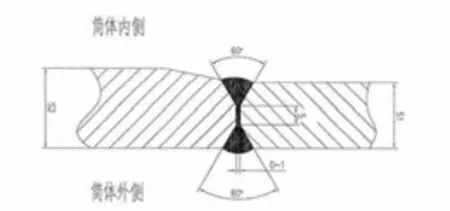
圖1 焊接接頭示意圖
(2)焊接工藝參數
塔架焊縫非常關鍵,針對具體類型的焊縫都要編制《焊接工藝卡》,對焊接方法、焊材、規范參數、焊接順序等提出具體明確的要求,為焊工操作提供依據。表2 是針對圖1類型的焊接接頭類型制定的焊接參數,在此參數下制造的產品無損檢測合格率高,證明工藝規范是合適的。
二、過程控制
為了保證焊接質量,焊接檢驗人員必須對焊接過程進行嚴格地檢查。主要包括以下方面內容:
(1)預熱溫度。過低的預熱溫度可能導致焊接裂紋的產生。根據《焊接工藝卡》的規定,在焊前進行預熱。用熱電偶測溫表或紅外線測溫表對預熱溫度進行測量,確保合適的預熱溫度。
(2)坡口清潔度。不清潔的坡口易使焊縫中產生氣孔。塔體筒節環縫坡口應按焊接工藝所定坡口角度,利用刨邊機進行加工。如果采用等離子或火焰切割,應將坡口打磨光滑,清除切割留下的氧化殘渣,清理坡口周邊的泥土、油污及預處理底漆等。
(3)錯邊量和坡口間隙。塔體筒節按圖紙和技術要求進行滾圓,然后仔細地進行坡口組對。為了保證塔體的尺寸公差,對錯邊量和焊接間隙須進行嚴格的控制。
(4)焊接工藝。正確的焊接參數可以從根本上保證焊縫強度。在焊接過程中,要對焊接工藝參數進行檢查,確保焊工是按照正確的焊接工藝規范操作。
三、焊后檢驗
質量檢測人員要對焊縫質量進行嚴格地檢查和把關。焊后檢驗包括焊縫外觀、塔架筒節尺寸檢驗和焊接無損檢驗。按照ISO5817標準,對焊縫進行外觀檢查。塔節的直線度、塔體同軸度、法蘭橢圓度等,均應符合設計方技術規范要求。Q345 板焊接時有冷裂傾向,應在24 小時以后進行焊縫無損檢測。
四、檔案管理
焊接檔案是問題追溯、原因分析的重要依據。塔架設計方和制造方往往不是同一單位,因此雙方要明確統一圖紙和技術規范的版本號;設計方要澄清所有技術交底、技術更改,并得到書面確認。焊接過程記錄資料、檢驗資料及試塊等,均要進行存檔、保存。
常見焊接缺欠分析及處理
一、常見缺欠分析
塔架焊接前必須進行焊接工藝評定試驗,其結果顯示,拉伸試件斷裂部位處于母材,彎曲和沖擊試驗均合格,說明焊接工藝規范是合適的。但塔架焊接受各種因素的影響,如果焊接準備不充分,焊接過程控制出現疏漏,焊縫也常產生缺欠。
(1)裂紋。環境溫度對塔筒焊縫裂紋的產生作用明顯。事實證明,在冬天焊接時(特別是溫度在0℃以下)容易出現裂紋。當環境溫度低于0℃時,只有采用超低氫焊條才能避免產生冷裂紋,如圖2 所示。出于成本和效率考慮,采用超低氫焊條作業是不現實的。因此塔筒焊接時,務必要符合NB/T47015-2011 的規定,在始焊處100mm 范圍內預熱到15℃以上才能進行焊接。
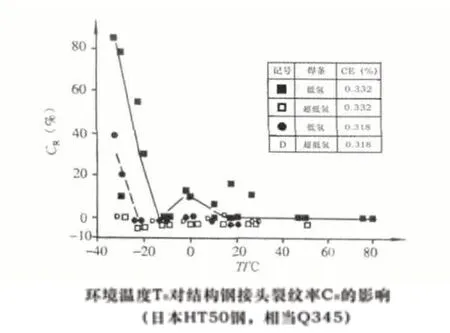
圖2 環境溫度對Q345焊接接頭裂紋率的影響

表2 埋焊焊接工藝規范
(2)夾渣和氣孔。氣孔產生的原因,主要是筒節焊接坡口和焊絲表面的氧化膜、油污、鐵銹等沒有進行仔細的清理;或者是因為焊劑沒有按照規定進行烘干。夾渣產生的主要原因是焊接規范不合理,或者在焊縫引弧時產生。為了防止夾渣和氣孔的產生,必須對坡口和焊絲進行嚴格的清理,焊劑按規定的溫度和時間進行烘干。對筒節縱縫都采用引弧板進行引弧,盡可能的減少引弧導致的缺欠。如果夾渣較嚴重,要考慮采用較大的焊接規范,確保焊渣充分熔化。
(3)其它缺欠。此外,由于參數不當或設備等原因,塔架焊接還可能出現未熔合、燒穿、咬邊等缺欠。
二、焊縫返修
對焊接接頭進行探傷,對照標準要求,如果缺欠超標,應對缺欠清除后進行補焊;焊接完成后對補焊處采用同樣的探傷方法和標準重新檢驗直至合格。補焊采用的焊接方法、焊接工藝及焊材要求均需滿足焊接工藝卡規定的要求。焊接接頭的重復加熱會影響到焊縫性能,焊縫需要返修時,焊縫同一部位的返修次數一般不超過兩次。因此應根據返修的具體條件,制定針對性的焊縫返修方案,以滿足返修的要求。
結論
風電機組塔架母材采用Q345 鋼材,具有良好的焊接性能。但焊工水平、環境設備設施、焊接規范等諸多因素都會影響到焊縫的性能,可能導致缺欠產生。精心的焊前準備、嚴格的焊接過程控制及規范的焊后缺陷處理,是保證塔架焊接質量的三個密不可分的環節。只有這三個環節都制定了針對性的實施方案,才能有效地減少塔架焊縫質量問題的產生,降低質量成本,確保焊接質量。

圖3 塔架焊接時出現的燒穿

圖4 塔架焊接時出現的咬邊

攝影:戴建軍
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
建材發展導向(2021年6期)2021-06-09 05:57:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24