懸索橋曲面弧形鋼塔施工技術(shù)
2015-11-26 07:44:18胡松濤中鐵四局集團南京分公司江蘇南京210000
安徽建筑 2015年4期
胡松濤 (中鐵四局集團南京分公司,江蘇 南京 210000)
0 引 言
懸索橋鋼主塔結(jié)構(gòu)復(fù)雜,其制造精度直接影響后續(xù)鋼塔的安裝控制精度,而安裝的精度控制對懸索橋鋼主塔成橋線型、工程質(zhì)量有著直接影響。因此,在鋼塔施工過程中,采用合理的施工技術(shù)措施,對鋼塔的加工質(zhì)量、拼裝線型控制、鋼塔吊裝工藝、總體安裝質(zhì)量等具有重要的意義。
1 工程概況
南寧市英華大橋為單主纜地錨式懸索橋,主塔為“羊角編鐘”造型,高100m,主塔沿高度方向劃分為11個節(jié)段,T1節(jié)段為預(yù)應(yīng)力混凝土節(jié)段,T2為鋼塔節(jié)段,與橫梁連接節(jié)段,T2~T9為上塔柱鋼節(jié)段,T10為索鞍承壓節(jié)段,此外還有塔冠節(jié)段,各個節(jié)段之間采用焊接。鋼塔截面為雙曲面弧形結(jié)構(gòu),單側(cè)塔柱在縱塔向由2個1/4圓形截面向上逐步合并為1個半圓截面,兩側(cè)塔柱最終在塔頂合并為一個近似圓,造型獨特、優(yōu)美;主塔結(jié)構(gòu)圖見圖1。
2 工程安全、技術(shù)重難點
①主塔節(jié)段工廠制造精度高:索塔結(jié)構(gòu)為雙曲面弧形結(jié)構(gòu),壁板采用48mm厚的Q370qD鋼,整體呈下大上小的錐體,外弧曲面板制作難度較大。
②主塔節(jié)段工廠試拼精度高:主塔節(jié)段體積大、噸位重,內(nèi)部結(jié)構(gòu)非常復(fù)雜,工廠試拼裝時需要對每個節(jié)段每塊接頭板拼裝誤差嚴格控制、做好記錄,確保主塔安裝精度和線形。
③主塔節(jié)段吊裝就位精度高:鋼塔單節(jié)重量大,尤其是塔頂合攏段最大吊裝最量達到126t,并且吊裝高度高,最高為100m,鋼塔安裝精度直接影響塔身線型及質(zhì)量,吊裝精度高、難度大。
④主塔節(jié)段高空焊接質(zhì)量控制嚴格:主塔壁板較厚,高空焊接作業(yè)環(huán)境差,焊接作業(yè)受各種條件制約大,因此焊接質(zhì)量控制也是難點。
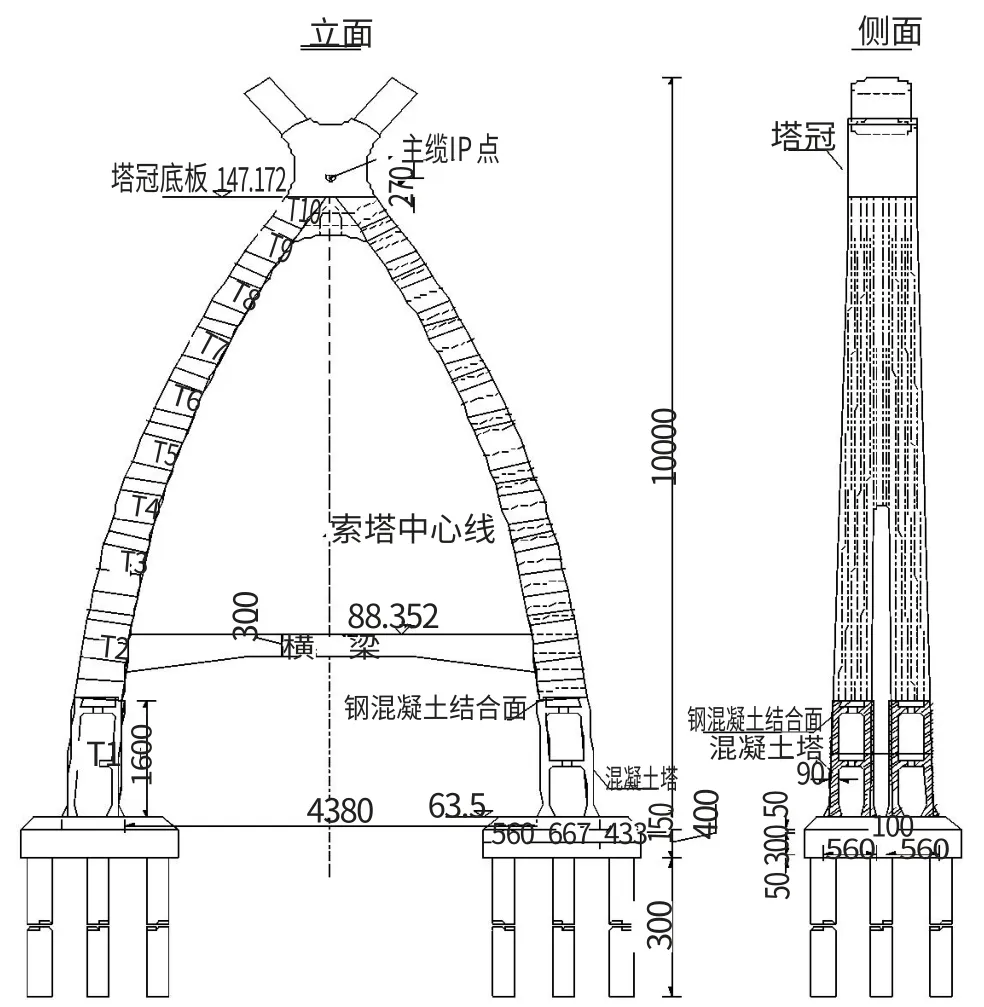
圖1 南寧英華大橋主塔立面、側(cè)面圖(單位:cm)
3 鋼塔制造
3.1 鋼塔加工制造
經(jīng)認真研究設(shè)計圖紙并合理優(yōu)化后,全橋主塔共分50個節(jié)段,橫梁8個吊裝節(jié)段,塔冠6個節(jié)段。主塔節(jié)段制作在工廠車間完成下料、單元件組裝、焊接;在總拼胎架上完成鋼塔節(jié)段的整體組裝、焊接、修整、劃線和精切。在拼裝胎架上對鋼塔進行分輪次預(yù)拼裝,控制整體線形。待涂裝作業(yè)完成后運至存梁場進行存放,橋位安裝需要時水上運輸至橋位。
鋼塔節(jié)段焊縫密集,熔透焊縫較多,所產(chǎn)生的焊接變形和殘余應(yīng)力較大,為控制結(jié)構(gòu)焊接變形,保證產(chǎn)品整體質(zhì)量,鋼塔制造采用“零件→部件→單元→整體→預(yù)拼裝”方式生產(chǎn)。即將每個鋼塔分為內(nèi)、外壁板單元、側(cè)壁板單元、隔板單元等部件制作。內(nèi)壁板單元和側(cè)壁板單元按塔節(jié)段的尺寸制作成整塊,每個塔節(jié)段各一塊,外壁圓弧板單元結(jié)構(gòu)特殊,在順塔向圓弧板半徑逐漸縮小,制作整塊板單元不利于安裝,且外形尺寸質(zhì)量不能保證,因此按設(shè)計縱向分段的尺寸制作圓弧板單元(除T2和T3節(jié)段有4塊圓弧板單元外,其他節(jié)段均為3塊),然后組焊成節(jié)段。兩端面采用小車精切余量并制好工地焊接坡口,然后進行預(yù)拼裝,安裝臨時匹配件。檢測合格后對端面進行保護,按要求涂裝后運至存梁區(qū)。
3.2 鋼塔工廠預(yù)拼裝
為了保證橋位架設(shè)精度、確定橋位安裝基準、安裝橋位架設(shè)所需工裝、確保鋼塔線形等,鋼塔柱節(jié)段整體檢測合格后,對鋼塔節(jié)段進行水平預(yù)拼裝。
3.2.1 總拼胎架設(shè)計
本橋鋼塔內(nèi)側(cè)壁為半徑為14338.6cm的圓弧段,因此,考慮場地條件和經(jīng)濟成本,T2~T10節(jié)段鋼塔可以分為兩段拼裝,胎架設(shè)置以內(nèi)側(cè)壁圓弧控制,即胎架頂面標高以鋼塔內(nèi)側(cè)壁圓弧半徑控制;鋼塔節(jié)段在胎架上連續(xù)匹配組裝與焊接,胎架上下方設(shè)有地樣基準線,以備放線及測量用;胎架立柱和橫梁通過強度驗算確定為[25槽鋼、I20工字鋼。
3.2.2 鋼塔總拼
沿塔高方向每個塔柱分兩輪進行預(yù)拼裝。
第一輪將T2~T6節(jié)段整體拼裝,T1節(jié)段截面外形尺寸比T2下端部周邊寬100mm,用于預(yù)埋誤差調(diào)整,因此T1節(jié)段單獨制作,不參與預(yù)拼裝;第二輪T6~T10;橫梁整體制作,完成后與T2節(jié)段進行試裝,全橋鋼塔共分10次預(yù)拼裝。
為保證鋼塔節(jié)段之間箱口匹配良好,制作質(zhì)量可控,在廠里按預(yù)拼裝劃分的輪次,制作總拼裝胎架,一次完成塔節(jié)段總拼和預(yù)拼裝工序,塔節(jié)段之間預(yù)留間隙。塔節(jié)段全部焊接完成后,解除箱體與胎架的剛性連接部位,使其自由狀態(tài)。檢測端口錯邊量、接口間隙等,根據(jù)測量單節(jié)段的長度、線形以及相鄰兩節(jié)段間的錯邊量等信息,在計算機中對節(jié)段進行累積精度管理,并以此來指導(dǎo)預(yù)拼中節(jié)段間扭轉(zhuǎn)的控制。
4 鋼塔安裝
4.1 塔吊安裝
為輔助主塔吊裝施工,需要在橋址安裝1臺塔吊,用于吊裝焊機、掛籃、鋼管、爬梯等小型構(gòu)件。本處根據(jù)現(xiàn)場施工條件,選擇QTZ6510型塔機。根據(jù)塔吊性能,本塔機安裝設(shè)4道附墻裝置,附著點的高度或間距允許根據(jù)安裝高度做適當?shù)恼{(diào)整。
4.2 鋼塔定位測量
考慮通視條件及拼裝精度要求,觀測點采用徠卡專用60mm×60mm的反射片,具體安裝反射片時,在主塔骨架總拼完成后按照主塔設(shè)計線形參數(shù),并結(jié)合反射片所給定的里程位置及細部結(jié)構(gòu)尺寸,精確計算出反射片在獨立坐標系下的三維坐標。在骨架吊裝之前,反射片精確安裝到位,并做好放樣記錄。
4.2.1 塔身測點布置
T1~T4節(jié)段,每一節(jié)應(yīng)貼6塊反射片,其中4塊貼在塔的內(nèi)側(cè)距焊接線中心以下150cm斷面處,另2塊貼于外側(cè)距焊接線中心以下150cm斷面處;T5~T10節(jié)段,每一節(jié)應(yīng)貼4塊反射片,其中3塊貼在塔的內(nèi)側(cè)距焊接線中心以下150cm處,另1塊則貼于外側(cè)距焊接線中心以下150cm外。
4.2.2 鋼塔定位測量
在塔身施工過程中,根據(jù)施工臨時支撐,調(diào)整塔身橫橋向預(yù)偏值,使成形后的主塔線形滿足設(shè)計要求。在主塔吊裝過程中,監(jiān)控單位根據(jù)臨時荷載、各階段施工荷載、塔身不平衡水平力、塔身溫差等組合作用下,計算各個階段塔身的預(yù)偏值。
根據(jù)上述計算主塔各節(jié)部位的預(yù)偏移量(即沿橋縱向預(yù)偏移量ΔY、橫橋向預(yù)偏移量ΔX 以及豎向預(yù)抬值ΔH),對鋼塔柱各節(jié)骨架上反射片的設(shè)計三維坐標值進行修正;鋼塔柱定位測量方法是采用全站儀三維坐標法,跟蹤測量點是貼在鋼塔柱骨架上的反射片中心,全站儀中輸入的反射片中心處三維坐標是經(jīng)過修正后的坐標。定位測量時采用2臺TS30自動搜索型全站儀同時觀測塔的內(nèi)外側(cè)反射片進行精確定位,定位測量示意圖(見圖2)。
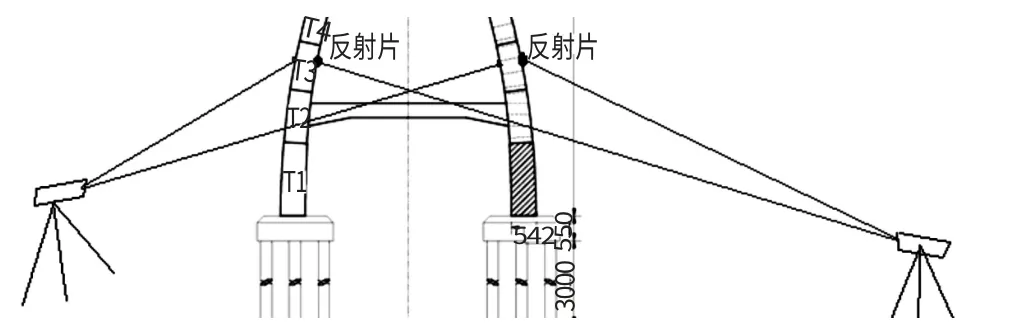
圖2 全站儀三維定位鋼主塔示意圖
4.3 鋼塔吊裝及加固
主塔節(jié)段通過水運運輸?shù)綐蛭唬捎?臺500t浮吊吊裝;因主塔塔柱設(shè)計為傾斜狀態(tài),故主塔提升前需要將主塔節(jié)段的姿態(tài)初步調(diào)整到位,主塔姿態(tài)調(diào)整主要是通過吊點的詳細設(shè)計將主塔節(jié)段的傾斜角度調(diào)整至設(shè)計角度,并將節(jié)段最低邊調(diào)整水平,以減小安裝時調(diào)整的工作量,提升到位后僅需要完成豎直和水平方向的平移即可。
根據(jù)測量結(jié)果調(diào)整主塔節(jié)段的橫向傾斜度和順橋向的垂直度滿足設(shè)計要求,將節(jié)段與上一節(jié)段或承壓板點焊,點焊完成后將鋼塔節(jié)段面板上的匹配件用M24高強螺栓連接并對節(jié)段上后的測量點位進行復(fù)核,無變動后開始對節(jié)段接縫施焊,焊接完成后對塔柱上口各點位最后進行測量并與設(shè)計位置進行比較,記錄偏差值以便指導(dǎo)后續(xù)的節(jié)段安裝。
在主塔各節(jié)段安裝過程中需要在T3、T5、T7、T9節(jié)段之間設(shè)置主動橫撐和豎向支撐,確保主塔線形和主塔安裝過程中的穩(wěn)定。主動橫撐采用φ630mm(δ=10mm)鋼管,豎向支撐采用φ630mm(δ=10mm)鋼管,橫撐與鋼塔節(jié)段間通過法蘭盤進行連接,豎向支撐與橫向支撐之間采用焊接。主塔每個節(jié)段安裝前與監(jiān)控單位共同商討確定該節(jié)段安裝的預(yù)偏量,通過鋼管支撐上的螺旋千斤頂調(diào)整主塔塔柱的傾斜角度及預(yù)偏量,使各節(jié)段的空間位置和整體線形滿足設(shè)計要求。臨時橫撐螺旋千斤頂位置正下方固定雙層防墜網(wǎng),防止千斤頂突然墜落,造成人員傷亡、物體損壞。鋼塔臨時支撐安裝示意圖見圖3。
4.4 焊接施工
4.4.1 焊接掛籃施工
主塔節(jié)段外側(cè)環(huán)縫焊接采用搭設(shè)掛籃作為施工平臺施焊,掛籃外形尺寸有效高度1200mm、寬1000mm,并將外側(cè)高度加大800mm。掛籃弦桿采用∠70×6角鋼,弦桿直接間隔600mm設(shè)置直腹桿、斜腹桿,腹桿采用φ42×3的圓管,底部鋪設(shè)3mm的扁豆紋鋼板,外側(cè)用0.5mm彩鋼板維護,掛籃內(nèi)側(cè)與鋼塔壁板接觸的弦桿全部用橡膠墊包裹,放止刮傷塔外側(cè)涂裝層。
安裝掛籃時,首先吊裝圓弧壁板掛籃,其次吊裝內(nèi)側(cè)壁板掛籃,最后吊裝外側(cè)壁板掛籃。掛籃上設(shè)置有8個吊耳,其中4個吊耳為塔吊提升掛籃所用,另外4個吊耳用于安裝掛籃定位鋼絲繩,與塔節(jié)段上口吊耳連接。焊工在掛籃內(nèi)實施外側(cè)焊縫氣刨清根、打磨、焊接等工序。掛籃示意圖見圖4。
4.4.2 鋼塔焊接
塔節(jié)段環(huán)縫焊接內(nèi)容主要為壁板環(huán)縫、板肋嵌補段與壁板間角焊縫、板肋嵌補段與板肋的對接焊縫以及加工過程中預(yù)留的壁板間環(huán)焊角焊縫、板肋與壁板間的環(huán)焊角焊縫等;焊工先在環(huán)縫各角點位置進行間斷定位焊接,并進行內(nèi)側(cè)環(huán)縫焊接打底,焊接完成內(nèi)部對接焊縫后,通知浮吊緩慢松鉤,浮吊可安裝下一個節(jié)段。
焊接前對鋼塔節(jié)段的組裝質(zhì)量進行全面檢查,檢查內(nèi)容包括組裝的幾何尺寸、坡口尺寸及組裝間隙、焊縫部位及周圍的清理狀況等。壁板、加勁肋板焊接前,清除壁板上的附著物,焊接面應(yīng)保持干燥、整潔,禁止直接在雨中作業(yè),如需施工作業(yè),將采取必要的防護措施;鋼塔焊接采用CO2氣體保護焊,鋼塔焊接完成后,進行焊縫無損檢測,檢測合格后進行鋼塔焊縫的防腐涂裝工作,如焊縫檢測存在缺陷,需要對焊縫進行返修處理,原則上要求焊縫返修不得超過2次。
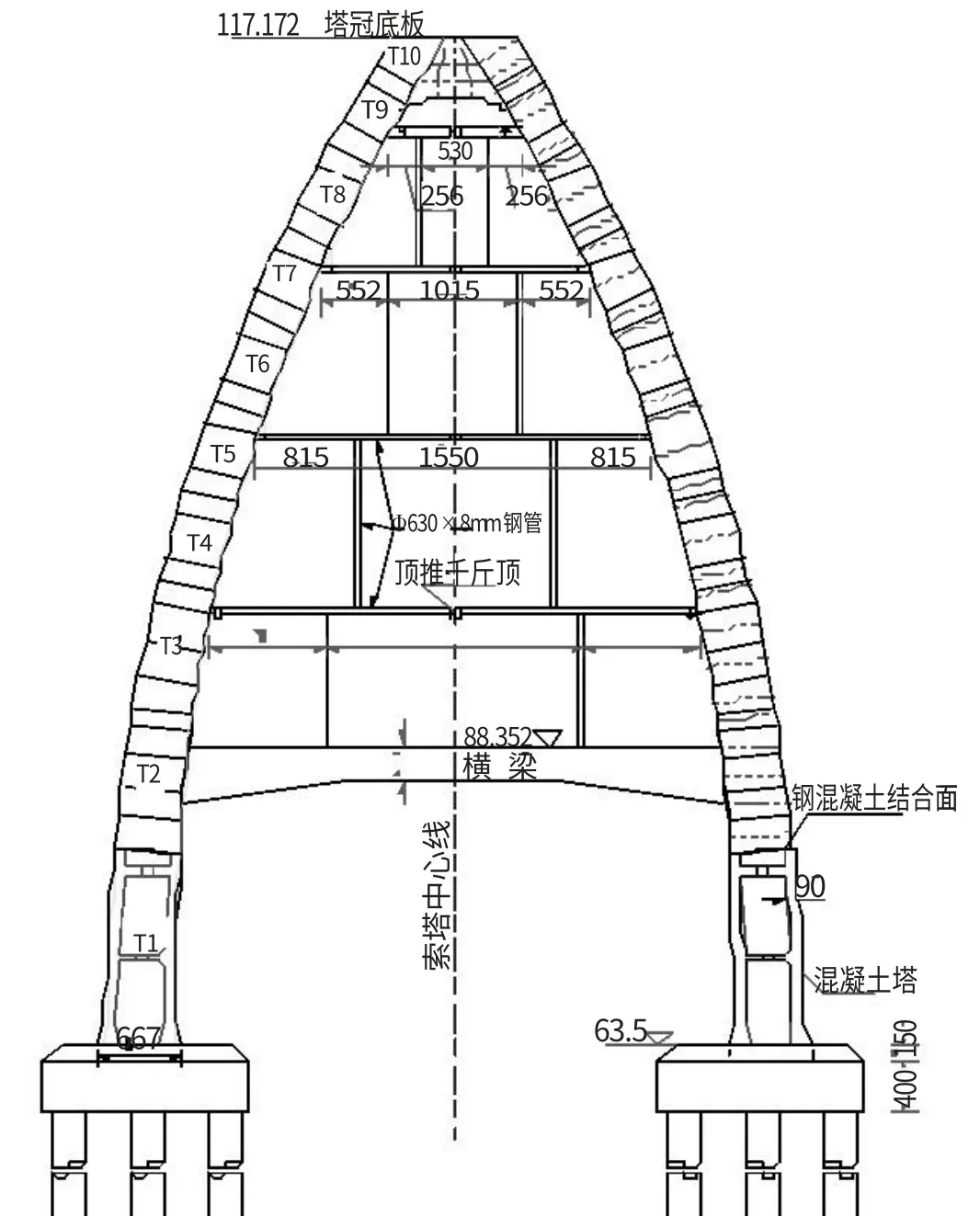
圖3 臨時支撐安裝示意圖
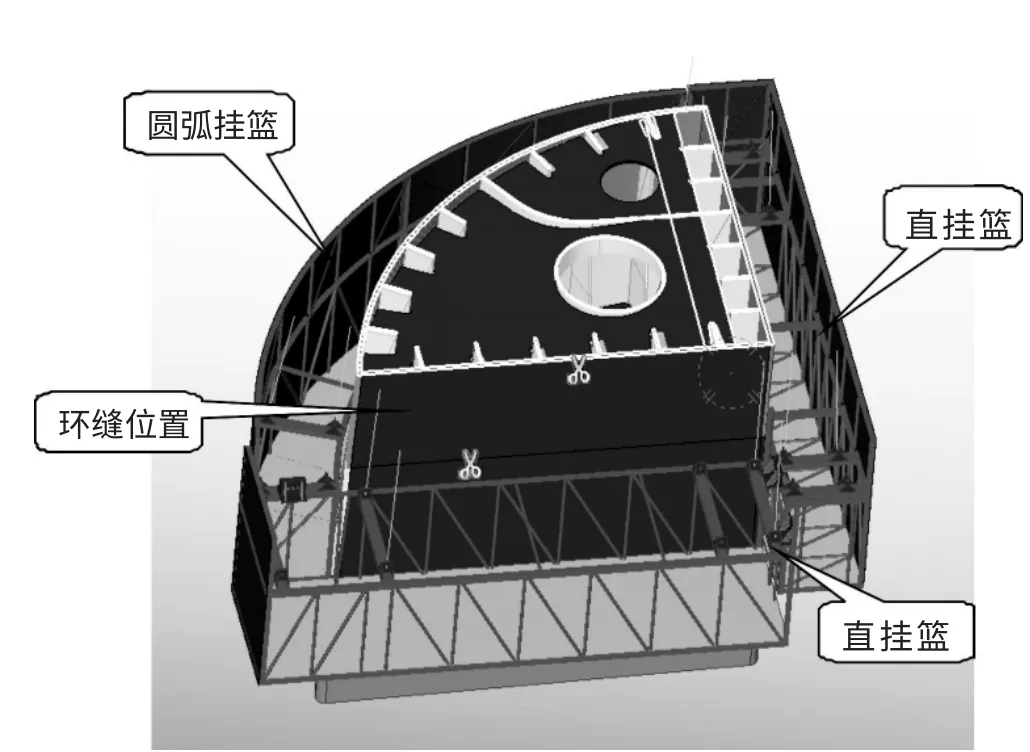
圖4 掛籃拼裝示意圖
5 結(jié) 論
①主塔階段在加工制造階段總體試拼裝直接影響鋼塔現(xiàn)場吊裝速度及精度,經(jīng)過對拼裝臺座的優(yōu)化設(shè)計,采用2次拼裝,減少了總體拼裝臺座的投入,保證了塔身拼裝的精度和效率。
②主塔節(jié)段吊裝高度高,采用棱鏡直接測量難度大,操作人員安全風(fēng)險大。對超高且風(fēng)險較大工程的定位測量,采用貼反光片的測量方案,提高了工作效率,并有效保護了作業(yè)人員人身安全。
③鋼塔受自重影響較大,在坐標控制時,必須將上節(jié)鋼塔頂面實測數(shù)據(jù)進行采集,同時反饋給監(jiān)控單位,由監(jiān)控單位根據(jù)實測數(shù)據(jù)進行分析,確定下一節(jié)段鋼塔的預(yù)偏量,在下一節(jié)段吊裝時,理論坐標系高程充分考慮預(yù)偏量,確保了鋼塔的最終順利合攏。
[1]張新軍,王剛.懸索橋施工理想初態(tài)及成橋狀態(tài)計算方法研究[J].上海鐵道大學(xué)學(xué)報,1999(6).
[2]呂建鳴.大跨度懸索橋施工控制分析[J].公路交通科技,1994(1).
[3]鄧禮軍.懸索橋施工技術(shù)[J].企業(yè)導(dǎo)報,2011(3).
[4]李文良.自錨式懸索橋施工技術(shù)[J].石家莊鐵道學(xué)院學(xué)報,2003(B7).
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34